
制种玉米种穗收获机设计与试验
2021-07-30 01:37唐遵峰刘淑平周福君李天宇王姣丽李春友
农业机械学报 2021年7期
唐遵峰 刘淑平 周福君 李天宇 王姣丽 李春友
(1.现代农装科技股份有限公司, 北京 100083; 2.东北农业大学工程学院, 哈尔滨 150030;3.中机美诺科技股份有限公司, 北京 100083)
0 引言
玉米产业的稳定发展直接关系到国计民生,而玉米种子有效供给则事关国家粮食安全。目前,我国制种玉米基本靠人工收获,机械收获尚未得到实际应用,其主要原因有:第一,制种农艺复杂特殊,不利于机械化收获。首先,制种玉米父本、母本分行播种,二者种植行距、株距和播种时间各不相同,机械对行收获困难;其次,按照父本花粉量和父本、母本相对株高差,父本、母本种植行比为1∶2~1∶8不等,授粉结束后砍掉父本,仅收获母本果实作为种子,这导致机械收获时空驶,影响机械收获效率。第二,机械化收获种穗总损失大,无法满足实际需求。制种玉米要求在完熟期内、乳线消失时适时收获,以保证制种玉米种子质量。完熟初期籽粒含水率28%左右,籽粒含水率高,机械化收获易损伤种皮;完熟末期籽粒成熟度提高、含水率降低,果穗下垂率增加到70%,此时机械化收获容易造成果穗落籽、掉穗。由于玉米种穗自身价值高,要求机械化收获果穗总损失率小于等于3%[1],而目前国内玉米收获机收获果穗总损失率为8%~11%,存在很大差距。第三,制种玉米果穗物料特殊,不利于机械化收获。玉米种穗穗位偏低,高度为350~700 mm,对行难度大,收获时产生的大量断茎秆容易导致机器堵塞、收获质量下降;果穗穗体偏小,其外形和质量仅为普通玉米的50%,种穗最大直径小于普通玉米收获机摘穗板最小间隙,造成种穗与拉茎辊直接接触,啃穗现象严重。第四,收获前需要清种,通过彻底清理收获机工作通道来保证种子纯度,而目前传统玉米收获机均不具备清种功能。上述原因使制种玉米机械化收获难以推广示范,阻碍了制种玉米全程机械化的发展[2-3]。目前,制种玉米人工收获效率低、劳动强度大,种子适收期内劳动力季节性短缺现象严重,从而造成制种玉米种植综合成本高、规模效益低、种子质量不稳定[4-5]。因此研发适合我国国情、满足我国制种企业实用要求的制种玉米种穗收获机十分必要。
国外制种玉米机械化水平较高,但大多是针对大块田地而设计的大型机器,如美国OXBO公司生产的8840型制种玉米种穗收获机可同时收获16行制种玉米,收获幅宽9.6 m,不适用于国内传统小地块种植区域。国内相关学者和研究单位就玉米果穗收获及加工技术进行了研究,在商品玉米和鲜食玉米果穗摘穗方式、摘穗减损机理和果穗联合收获技术等方面均设计出试验装置,并进行了试验研究[6-16]。这些研究成果为本文制种玉米果穗收获机设计提供了重要理论指导和技术参考。
本文采用柔性摘穗、无损伤输送和二次拉茎负压气流清选技术,借鉴国内现有玉米割台特点,降低玉米种穗损伤和落籽,并通过试验验证柔性摘穗、无损伤输送和二次拉茎负压气流清选技术收获制种玉米种穗的可行性,以期实现玉米种穗低损清洁收获。
1 整机结构与工作原理
1.1 整机结构
制种玉米种穗收获机(如图1所示)主要由割台、过桥、二次拉茎和负压清选装置、二次升运器、液压动力装置、发动机动力系统、行走装置和种穗收集箱等组成,其中割台是整机核心部件。
1.2 工作原理
所设计的自走式联合收获作业机,能一次完成分禾、摘穗、输送、二次穗秆分离、负压气流清选分离、集料与卸车等多种工序联合作业。工作参数如表1所示。
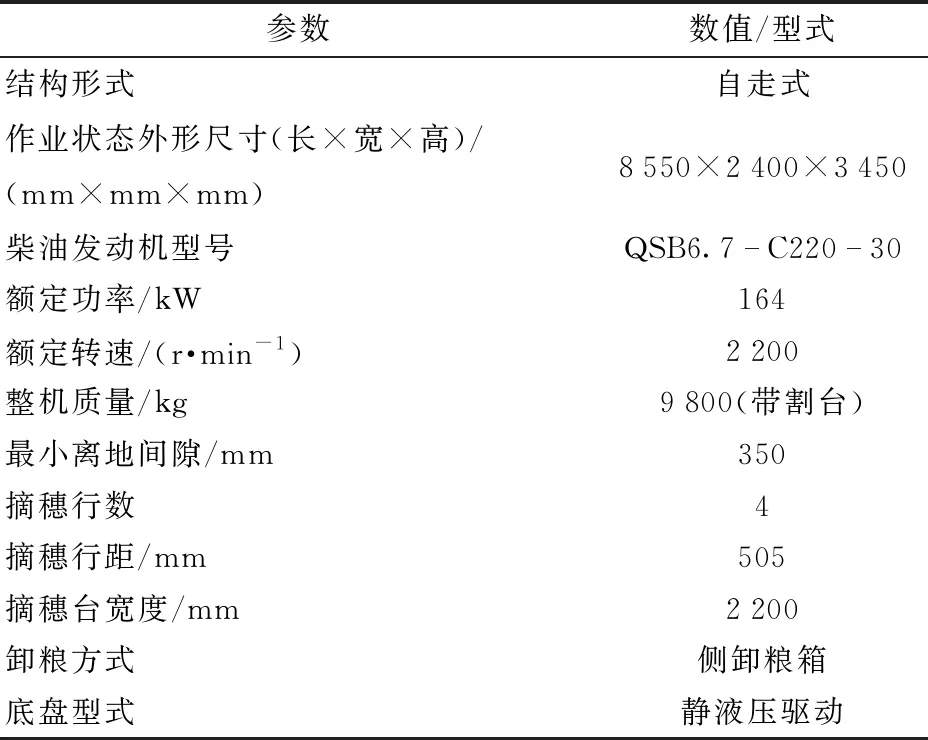
表1 制种玉米种穗收获机主要参数
根据制种玉米穗形小、收获期内籽粒含水率变化大、收获后期果穗下垂率高等性状特点,调控拉茎辊转速、改变拉茎强度,减少种穗损伤和断穗;利用弧形摘穗板,使种穗自动对中拉茎;采用橡胶拨禾带减冲拨穗输送装置,降低拨穗输送链对玉米种穗的冲击碰撞强度,减少果穗损伤,实现柔性摘穗、无损伤输送和低损收获。
本设计具有快速清种功能。收获机割台、过桥和二次升运器等工作部件均可从主机上快速拆装,使用压缩空气分别进行清理;另外割台、过桥和二次升运器等工作部件均具备倒转反吐功能,也便于清种工作。
1.3 动力布置及传递方式
收获机各工作部件以车架为基础,割台、喂入装置、清选装置、输送与集料装置沿主机纵轴线对称位置,发动机横向配置于主机中部偏后,喂入装置、升运与集料装置等工作部件的传动轴全部垂直于主机的纵轴线,与发动机的动力输出轴线平行,简化了主传动设计,发动机位于后部也减小了驾驶室噪声。割台、喂入装置、清选排杂装置、升运部件与主机采用独立单元结构,相互连接使用快速挂接机构。发动机动力经分动箱分为4路传递:行走驱动系统;割台驱动、各工作油缸和转向油缸;升运器和二次拉茎组件驱动;排杂风机驱动。如图2所示。本设计根据整机布置要求,行走底盘变速箱选用具备液压马达驱动、一根操纵杆实现高低速二挡功能的变速箱,道路行走时最大行走功率为50 kW,收割作业时最大行驶功率为26 kW。
2 关键部件设计
2.1 玉米种穗割台设计
玉米种穗割台是收获机关键部件,主要由分禾器、拉茎辊组件、集料螺旋输送器、传动系统、割台机架等部分组成(图3)。
由于制种玉米穗位较低,一般为350~700 mm,综合考虑整机田间通过性能,本设计割台最小收获地隙选定为350 mm。
制种玉米父本、母本行比按种植农艺要求为1∶2~1∶8,其中1∶4、1∶5、1∶6这3种亲本行比使用较多,约占70%,本设计收获行数选定为4行,这种设计配行范围最广,机器空驶率低,设备运营经济性高。
另外母本种植行距按品种不同一般为400~700 mm,种植面积最大的玉米品种(郑单958和先玉335)母本播种行距为450~550 mm,综合考虑收获幅宽、道路行驶和设备运输等因素,本设计种穗割台沿整机中心线对中布置4个收获通道,收获通道间行距为505 mm。拉茎辊组件主要由分禾器、拉茎辊、摘穗板、橡胶拨禾带组件、齿轮箱等部分组成,见图4。
2.1.1拉茎辊设计
制种玉米完熟初期玉米籽粒含水率28%左右,籽粒含水率偏高,机械收获易损伤种皮。为减轻种穗受损,本设计采用嵌刀对刃式拉茎辊切茎切柄完成穗茎分离。
由于制种玉米种穗穗位低,种穗穗位以下茎秆刚性大、脆性高,经导锥导入后,与切茎辊接触的瞬间就被撞断,见图5b,造成植株整体倒伏,导致堵塞无法连续作业。本设计将拉茎辊设计成锥形,见图5a,纵向布置,左右拉茎辊间形成一个茎秆导入楔口,减轻植株整体倒伏。
为保证拉茎辊齿刀能抓取制种玉米茎秆并减少齿刀与制种玉米茎秆间的相对滑移,应满足
(1)
式中φj——制种玉米茎秆直径,mm
φg——拉茎辊直径,mm
ε——茎秆拉茎喂入角,(°)
ε0——制种玉米茎秆和钢材间摩擦角,(°)
t——拉茎辊中心距,mm
根据田间调查,制种玉米结穗处茎秆直径为20~34 mm,计算时取φj=27 mm;为适应制种玉米种植行距,本设计割台选用窄行距割台齿轮箱,拉茎辊中心距t=101.6 mm;参照玉米茎秆与钢材的摩擦因数μ为0.32~0.54[17],ε0为17.75°~28.37°。
根据式(1)得φgmin=84.77 mm,拉茎辊小端直径取为85 mm,拉茎辊大端直径取为110 mm。
工作时茎秆在橡胶拨禾带作用下由拉茎辊小端向大端移动。随着拉茎辊直径增大,拉茎辊齿刀切深增大,果穗逐渐接近摘穗板,到达摘穗板后在橡胶拨禾带作用下向拉茎辊大端滑移,当左右拉茎辊齿刀刃口相对时拉茎辊切断穗柄和茎秆,实现果穗与茎秆分离,本设计对刀间隙δ设定为0.8~1 mm。为进一步提高拉茎辊拉茎效率,本设计在拉茎辊齿刀刃口工作面上做出20°前角和30°后角(图6),这种结构拉茎辊齿刀更加锋利,抑制茎秆回弹,提高了拉茎辊齿刀切柄准确性。
因此,拉茎辊组沿前进方向从前向后依次分为导入段、拉茎段和切柄段,如图6所示。拉茎辊后部通过球铰轴与割台齿轮箱相连,割台齿轮箱由液压马达驱动并实现拉茎辊转速无级可调。合理匹配拉茎辊转速与收获机前进速度,就能实现果穗始终在切柄区内连续切柄,完成穗茎分离。
2.1.2圆弧形摘穗板设计
为减缓冲击种穗玉米,将摘穗板设计成圆弧形(见图7),由于拉茎辊外形呈锥形,摘穗板紧贴其外侧也呈锥形,左右摘穗板对称布置形成喇叭口。
这种结构形式使种穗在拉茎过程中自动呈对中直立状态(图8b、8c),摘穗板圆弧形结构使果穗与摘穗板接触时种穗尾端与摘穗板间产生相对滑移,急剧减缓摘穗板对玉米种穗的撞击,达到保护果穗目的(图8d);传统玉米摘穗板结构平直,摘穗时果穗容易单侧撞击摘穗板从而损伤果穗籽粒(图8a)。本设计摘穗板能左右小角度(0°~3°)转动调整喇叭口张口开度以适应不同品种的玉米种穗,摘穗板间隙为28~34 mm。
2.1.3橡胶拨禾带设计
橡胶拨禾带是实现柔性摘穗关键部件,左右拨禾带分别布置在左右摘穗板正上方组成拨禾带组件,如图9所示。拨禾带组件主要由主动轮、拨禾带、导板、张紧机构和从动轮等部分组成。橡胶拨禾带基材为调制丁晴橡胶,材质柔韧性高、刚性小、摩擦因数大,在相同带速下对玉米茎秆冲击小,抓取能力强,在高带速工作时柔性拨禾效果尤为显著,断秆伤穗现象明显下降。本设计橡胶拨禾带(图8b)宽度为56 mm,是传统钢制链(图8a)宽度的2~3倍。拨禾作业时橡胶拨禾带与玉米茎秆接触面积加大,减缓对玉米茎秆的撞击和抽打;另外还能扶正并夹持种穗自动对中,使其保持穗柄向下、穗头向上的状态完成切茎切柄,实现穗茎分离。
2.1.4摘穗割台主要结构参数的确定
摘穗工作台动力学分析简图如图10所示。
由于本设计采用板式摘穗,拉茎时玉米茎秆未被割下,故收获机拉茎时茎秆工作姿态与收获机前进速度、拨禾带线速度密切相关,理想状态是收获机前进速度v、拉茎辊拉茎当量速度vg、拨禾带线速度vb三者构成速度三角形;vg与vb的合速度与收获机前进速度v大小相等、方向相反,此时玉米茎秆既不前倾、又不后倒,拉茎效率最高,断秆率最小,同时种穗切柄姿态最好。但在实际收获过程中只能无限接近上述理想状态,为此引进推倒系数λ(理论值λ=1,前倾时λ>1,后倾时λ<1),对于单株玉米茎秆为保证摘穗作业(导入+拉茎+切柄)顺利完成,应满足
(2)
式中hj——制种玉米茎秆去雄后高度,mm
h0——割台理论收获离地间隙,mm
hs——制种玉米结穗高度,mm
S——拉茎辊长度,mm
Sz——拉茎辊导锥长度,mm
Sg——拉茎辊拉茎段长度,mm
Sq——拉茎辊切断、切柄段长度,mm
α——割台工作角,(°)
对于多株玉米茎秆要想保证摘穗(拉茎、切柄)连续作业,在同一对拉茎辊上玉米茎秆数不能同时超过2根,否则就会造成堵塞,因此还应满足
(3)
式中L0——制种玉米种植株距,mm
根据田间调查,制种玉米种植株距为220~230 mm,本设计L0=225 mm;普通玉米收获机割台工作角一般为20°~35°,由于制种玉米接穗部位低,收获前期含水率高、后期成熟度高,收获易掉穗伤籽,本设计α=18°,收获机前进速度v为5~7 km/h,割台齿轮箱拉茎辊转速ng与拨禾带轴转速nb比i=ng/nb=3.724 9,拨禾带主动轮直径Db=116 mm,推倒系数λ=1.05。依照式(2)计算得:拉茎当量速度vg为3~3.86 m/s,对应ng为590~760 r/min;拨禾带线速度vb为0.966~1.24 m/s,对应nb为159~204 r/min。
依照约束条件式(2)、(3),综合考虑收获作业时对行不准、割台工作角经常变化、茎秆物料差异、拉茎时茎秆打滑、茎秆与拨禾带间滑移等实际工况,本设计拉茎辊基准转速ng为850 r/min,拨禾带基准线速度vb为1.38 m/s,拉茎辊长度S为638 mm(导锥长度Sz为158 mm,拉茎段长度Sg为232 mm)。根据制种玉米种植株距和拨禾带基准线速度,拨禾带拨禾齿节距选定为Pb为232 mm。
2.2 清选排杂装置设计
清选排杂装置主要作用是将割台收获后的种穗、少量落籽与断茎秆、茎叶和果穗苞叶等杂质分离,将种穗和落籽收集至二次升运器,同时将断茎秆、茎叶、果穗苞叶等杂质抽排出收获机,如图11所示,主要由二次拉茎装置、切碎刀、排杂风机、挡风罩、传动系统等部分组成。
二次拉茎装置主要作用是将割台形成的穗茎复合体再次穗茎分离。该装置主要由两个表面焊有方钢的齿辊组成(图12),齿辊组中心距不变,相向旋转。
由于玉米种穗、茎秆与茎叶的比重和漂浮系数不同,当穗茎复合体离开过桥后在重力和排杂风机气流裹挟作用下自然形成“茎叶靠上穗靠下”姿态,这种工作姿态茎叶大概率接近斜上方的二次拉茎齿辊组,二次拉茎齿辊组相向旋转准确抓取茎叶,进而带动整个穗茎复合体喂入二次拉茎齿辊组,齿辊方钢将茎秆持续斩切成小段经排杂风机排出机体外,果穗自由落体到升运输送带上继续向后输送,从而实现果穗二次拉茎。在此过程中由于果穗始终在拉茎辊组下方,其受损程度较小。台架试验确定齿辊转速范围为700~900 r/min,根据作物情况无级调节以防止堵塞。
参照OXBO2460型玉米种穗收获机排杂风机工作原理和布置形式对排杂风机进行比例设计[18],确定主要技术参数:工作形式为立式负压离心方式;扇叶为8片后倾15°直叶片;叶轮直径为672 mm;排杂风机转速为1 000~1 400 r/min无级可调。
2.3 发动机选型
按照GB 20891—2014《非道路移动机械用发动机排气污染物排放限值及测量方法(第3、4阶段)(发布稿)》的规定,发动机选用东康6-QSB6.7型国Ⅲ柴油发动机,动力为164 kW。发动机自带预热装置,保证在-20℃可以正常起动,配有冷却水箱,采用吸风方式冷却,可保证水箱表面洁净,确保冷却效果。发动机自带空气压缩机,能够为种子清理系统提供足量稳定压缩空气气源。
由于本机工作部件全部为液压驱动,工作部件主要工作参数无级可调,驾驶员可以根据收获地块作物长势和具体地理地况适时调整机器工作参数,自主选定发动机工作点来获得最大发动机工作效率,减少发动机能耗,有利于降低整机收获成本,提高驾驶员综合收益。本机发动机工作区间设定为最大功率点和最大扭矩点之间(如图13所示),即[149 kW/949 N·m@1 500 r/min,172 kW/819 N·m @2000 r/min],发动机工作转速区间为1 500~2 000 r/min,发动机怠速为800 r/min。
2.4 快速清种系统设计
清种是制种玉米果穗收获机的独特功能。按国家标准 GB 4404.1—2008《粮食作物种子第1部分:禾谷类》要求杂交玉米种子纯度大于等于95%,因此玉米种穗收获机在收获不同品种玉米种子前,要求无死角充分清理整个种穗输送通道(含腔室),防止混种。本机割台、过桥和二次升运器等工作部件均能从主机架上快速拆装(图14),使用发动机自备空压机产生压缩空气分别进行清理;另外收获机各主要工作部件均具备倒转反吐功能,便于清种工作。
本机清种用压缩空气由发动机自带空压机供给,压缩空气系统主要由空压机、储气罐、气水分离器和吹气枪等组成,如图15所示。系统压力0.8 MPa,空压机排气量大于等于280 L/min,满足清种用气要求。
3 试验与结果分析
选择影响玉米种穗收获机性能的指标进行试验。制种玉米收获时不需要对果穗进行剥皮或者脱粒,因此,本试验选取果穗损失率和落地籽粒损失率为试验指标,主要是试验整机工作效果和收获质量。
3.1 试验条件
试验时间:2020年9月27—28日;试验地点:甘肃省武威市凉州区清源镇某制种玉米种植地;试验设备:4YZS-4型制种玉米种穗收获机(图16)、8203型钢卷尺、米尺、游标卡尺、PS-930型秒表和摄像机。
试验玉米品种为“佳玉3550号”。试验时,由于极少部分玉米植株因生长情况不好,应予以清除。试验玉米地长度为50 m,性能测定区长度为20 m,测定区前的机具调整稳定区为20 m,测定区后的停车区为10 m。在测定区内,随机选取50株玉米植株进行测量,测量过程重复3次,测量结果取平均值,得到试验制种玉米的主要物理参数如表2。
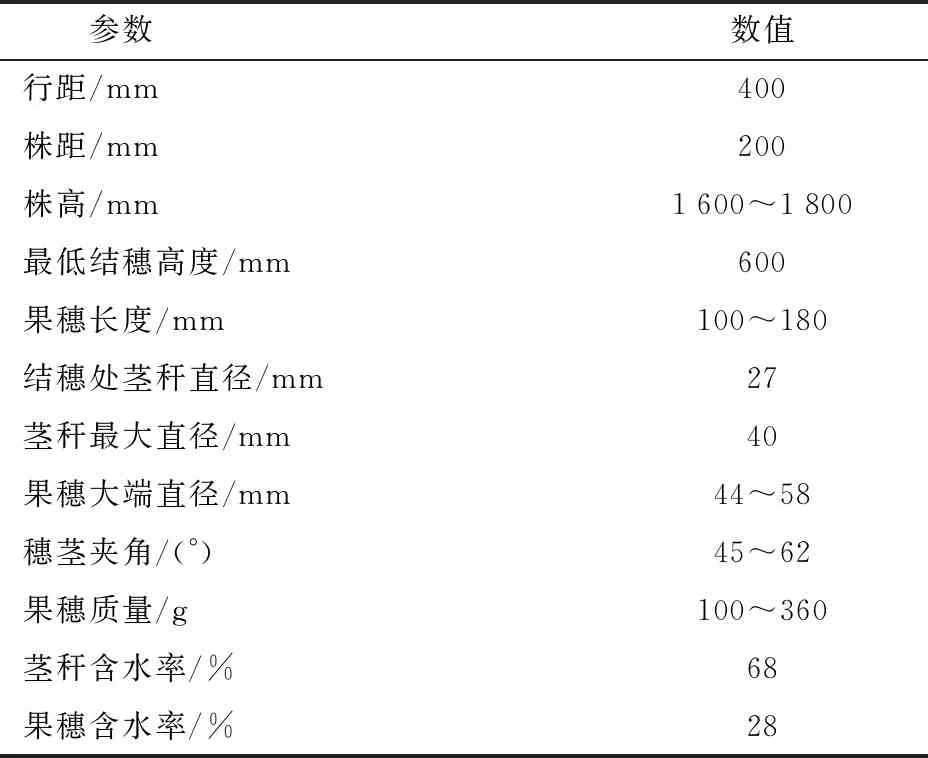
表2 制种玉米植株参数
3.2 试验方案与结果
针对试验过程分析可知,割台高度过高摘穗板可能直接撞击果穗造成果穗损伤,过低造成收获机行走困难;拉茎辊转速过高导致摘穗力度过大损伤果穗,转速过低导致无法顺利拉茎切柄、造成割台通道堵塞;摘穗板间隙过大拉茎辊容易啃伤果穗,间隙过小易造成茎秆堵塞。摘穗台高度、拉茎辊转速、摘穗板间隙是检验摘穗台的关键因素。由于试验地制种玉米结穗高度和结穗处茎秆直径一致性较好,摘穗台高度和摘穗板间隙可取为定值,因此本试验将拉茎辊转速选定为试验因素,分析其对整机工作效果的影响。
整机前进速度和排杂风机转速直接影响种穗二次拉茎效果和果穗损失,因此本试验选定前进速度和排杂风机转速为试验因素。
3.2.1试验指标测定
本试验主要考察整机工作效果和收获质量,选取果穗损失率和落地籽粒损失率为试验指标,试验过程中按试验因素分次分测区计时作业。作业后,在测定区内收集落地果穗和落地籽粒分别计算出果穗损失率和落地籽粒损失率,进行试验结果分析[1]。
测量收集测区内漏摘和落地的果穗(长度大于50 mm以上)上的玉米籽粒质量Wu和测区内所有的玉米籽粒总质量W,计算得
(4)
式中Su——制种玉米果穗损失率,%
在测定区、清理区内,收集全部落地籽粒、茎秆中夹带籽粒和小于50 mm长的碎果穗,脱净后称出的质量ms与籽粒总质量mi的百分比为落地籽粒损失率
(5)
3.2.2试验方案确定
依据试验区制种玉米植株参数,为寻求制种玉米种穗收获机作业过程中各参数的最佳状态,对所选的拉茎辊转速、前进速度、排杂风机转速3个参数进行三因素三水平正交试验与分析。正交试验的每个试验组重复3次,统计结果取平均值。各参数水平的选取以满足机具高性能作业的要求确定,其因素水平如表3所示,试验方案及结果如表4所示[19]。

表3 试验因素水平
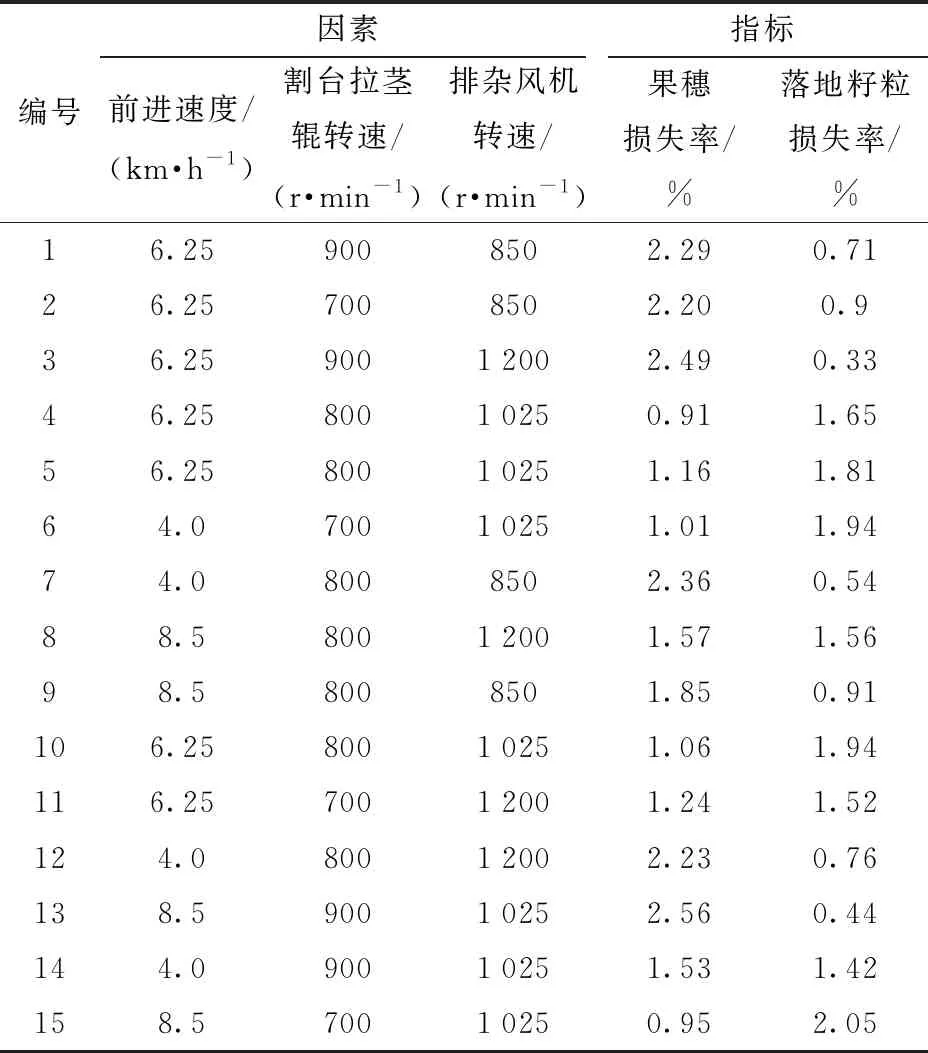
表4 试验方案与结果
3.3 试验结果分析
3.3.1回归模型建立与检验
试验数据采用Design-Expert数据分析软件进行回归分析,得到果穗损失率、落地籽粒损失率2个试验指标的回归方程,并检验其显著性。
(1)果穗损失率回归模型与显著性检验

(6)
对上述回归方程进行失拟性检验,其中P=0.352 7,不显著(P>0.1),说明不存在其他影响试验指标的主要因素,试验指标和试验因素存在显著的二次关系。
(2)落地籽粒损失率回归模型与显著性检验

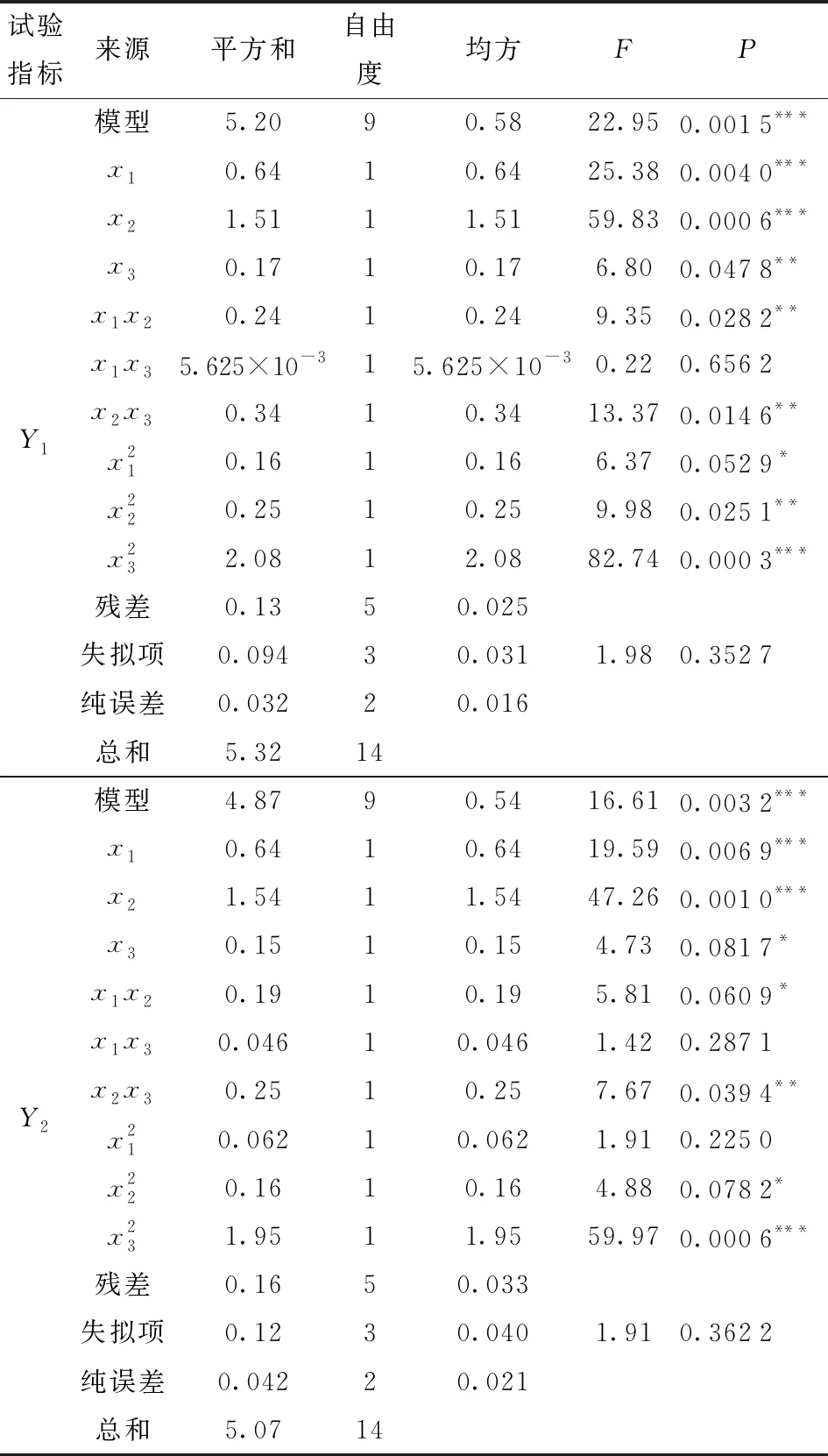
表5 果穗损失率和落地籽粒损失率方差分析

(7)
对上述回归方程进行失拟性检验,其中P=0.362 2,不显著(P>0.1),说明不存在其他影响试验指标的主要因素,试验指标和试验因素存在显著的二次关系。
3.3.2各因素对性能指标的影响规律
通过Design-Expert软件对数据处理,运用响应曲面法分析各因素对果穗损失率和落地籽粒损失率的影响,通过固定3个因素中某个因素为零水平,考察其他两个因素对作业指标的影响。
对于果穗损失率,各因素的交互作用影响如图17a、17b所示。如图17a所示,当排杂风机转速为1 025 r/min,割台拉茎辊转速一定时,果穗损失率随前进速度的增大稍微有所升高,原因是随前进速度的增大,单位时间内收获的果穗数增加,拉茎辊不能及时将所有果穗进行处理,导致果穗损失率增大;当前进速度一定时,果穗损失率随割台拉茎辊转速的增大呈逐渐上升趋势,原因是随割台拉茎辊转速的增大,果穗在拉茎时的初速度较大,拉茎辊对果穗的碰撞加大,导致果穗的损失率增加。割台拉茎辊转速和排杂风机转速交互作用对果穗损失率的影响如图17b所示,当前进速度为6.25 km/h,割台拉茎辊转速一定时,果穗损失率随排杂风机转速的增大先减小后增大,原因是随着排杂风机转速的增大果穗中杂叶的含量减少,拉茎辊对果穗的拉茎效果越好,果穗损失率也随之减小;随着排杂风机转速的继续增大,产生的风量可能直接将果穗吹打在拉茎辊上,造成果穗损失率增加。
对于落地籽粒损失率,各因素交互作用影响如图17c、17d所示。当排杂风机转速为1 025 r/min、割台拉茎辊转速一定时,落地籽粒损失率随前进速度的增大先增大后减小,原因是前进速度越大,果穗喂入量越大,导致籽粒落地越多,当达到一定前进速度时,过多果穗使机器堵塞,落地籽粒损失减小。当前进速度一定时,落地籽粒损失率随割台拉茎辊转速先增大后减小,原因是割台拉茎辊转速越大,果穗与割台拉茎辊碰撞落粒越多;当前进速度为6.5 km/h、割台拉茎辊转速一定时,落地籽粒损失率随排杂风机转速增大呈先增大后减小,原因是排杂风机转速不能使机器中的籽粒悬浮,籽粒从机器下方掉落,随着排杂风机转速不断增大,籽粒不会随着输送带进入果穗箱;当排杂风机转速一定时,落地籽粒损失率随割台拉茎辊转速的增大呈先增大后减小的趋势,原因是割台拉茎辊转速不足时,果穗与摘穗板形成挤压,使果穗籽粒落地,当拉茎辊达到一定速度时,果穗穗柄可被拉茎辊一次性切断,不会形成果穗与摘穗板的挤压,籽粒落地损失减小。
3.3.3各因素对各试验指标的影响
通过计算因素贡献率的方法确定影响的主次顺序,数学模型为
(8)
根据目标函数各项对应的F值计算得出贡献率
(9)
其中
(10)
式中Δj——因素对试验指标的贡献率
δj——第j个因素一次项贡献率
δjj——第j个因素二次项贡献率
δij——第j个因素交互项贡献率
各试验指标的因素贡献率如表6所示,对果穗损失率Y1的贡献率从大到小依次为割台拉茎辊转速、排杂风机转速、前进速度;对落地籽粒损失率Y2的贡献率从大到小依次为割台拉茎辊转速、排杂风机转速、前进速度。

表6 各因素对各试验指标的贡献率
3.3.4工作参数优化
综合二次回归模型响应曲面分析和对装置作业时的要求,各试验因素设定约束同时建立数学模型
(11)
利用Optimization模块进行优化分析,在试验因素的约束区间,对其最优水平进行选取,得出当前进速度4.83 km/h,割台拉茎辊转速为788 r/min,排杂风机转速为1 200 r/min时,果穗损失率为1.83%,落地籽粒损失率为1.01%,通过验证试验对优化后的组合进行试验验证,试验结果为果穗损失率1.85%,落地籽粒损失率1.01%,基本与优化结果一致,满足制种玉米种穗收获机性能要求[19]。
4 结论
(1)设计了一种对中拉茎切柄、柔性摘穗、快速清种制种玉米种穗收获机,该机能一次完成分禾、摘穗、输送、二次穗秆分离、负压气流清选分离、集料与卸车等联合作业,有效解决了制种玉米机械收获总损失大的问题。
(2)经过试验,该机各项性能指标均达到使用要求,整机流程通畅、工作平稳。当前进速度为4.83 km/h、割台拉茎辊转速为788 r/min、排杂风机转速为1 200 r/min时,果穗损失率为1.85%,落地籽粒损失率为1.01%,作业效果较为理想。
猜你喜欢
江西农业大学学报(2022年3期)2022-07-07
有色冶金节能(2022年1期)2022-03-11
农机使用与维修(2022年2期)2022-02-21
农机使用与维修(2021年7期)2021-11-29
农机使用与维修(2021年12期)2021-11-27
今日农业(2021年1期)2021-11-26
中国生态农业学报(中英文)(2021年9期)2021-09-10
中国种业(2021年7期)2021-08-02
农民致富之友(2019年33期)2019-12-20
海外星云(2016年19期)2016-10-24
