
Tuning microstructure,transformation behavior,mechanical/functional properties of Ti–V–Al shape memory alloy by doping quaternary rare earth Y
2021-07-30 14:05:12XioyngYiKuishnSunHizhenWngYifuGongXinglongMengZhiyongGoHuZhngWeiCi
Xioyng Yi ,Kuishn Sun ,Hizhen Wng ,Yifu Gong ,Xinglong Meng ,Zhiyong Go,* ,Hu Zhng,Wei Ci
a College of Nuclear Equipment and Nuclear Engineering,Yantai University,Yantai,264005,China
b School of Materials Science and Engineering,Harbin Institute of Technology,Harbin,150001,China
cInstitute for Advanced Studies in Precision Materials,Yantai University,Yantai,264005,China
Keywords:Light weight shape memory alloy Ti–V–Al alloy Microstructure Phase transformation Mechanical properties
ABSTRACT The microstructure features,martensitic transformation behavior and mechanical/functional properties of Ti–V–Al alloy were tailored by changing rare element Y content in the present investigation.The results showed that Y doping resulted in the grain refinement and formation of Y-rich phase mainly distributing along grain boundary in Ti–V–Al alloys.The martensitic transformation temperatures of Ti–V–Al alloys slightly increased due to the variation of matrix composition induced by the presence of Y-rich phase.The mechanical and functional properties of Ti–V–Al alloys doped moderate Y addition were significantly improved,which can be ascribed to grain refinement,solution strengthening and precipitation strengthening.The 1.0 at.%Y-doped Ti–V–Al alloy exhibited the highest ultimate tensile stress of 912 MPa and largest elongation of 17.68%.In addition,it was found that the maximum recoverable strain of 5.42% can be obtained in Ti–V–Al alloy with adding 1.0 at.%Y,under the pre-strain of 6%condition,which is enhanced by approximate 0.6%than that of Ti–V–Al alloy without Y addition.
1.Introduction
Ti–Ni based shape memory alloys have been used in couplings,valves,medical guide wires and switches owing to their unique functional properties such as shape memory effect and superelasticity[1–4].However,it has been a trend for developing high temperature shape memory alloys to meet the requirement of automotive,aerospace and energy exploration industries [5–7].Up to now,the dominant high temperature shape memory alloys consist of Ti–Ni-X(X=Zr,Hf,Pd,Pt,Au) alloys [8–10],Ni–Mn based alloys [11,12],Zr–Cu based alloys[13,14],Cu based alloys[15,16]and β Ti-based alloys[17]and so on.The β Ti-based alloys have been studied extensively including Ti–Nb based alloys [18],Ti–Mo based alloys [19],Ti–Ta based alloys [20,21],Ti–Pd/Pt based alloys[22,23],and Ti–V based alloys[24,25]and so on.In comparison,Ti–V–Al alloys in β Ti-based alloys possess various advantages including the higher transformation temperature,lower density and cost,superior workability,as well as the relatively good mechanical and functional properties [25].These promote Ti–V–Al alloys to be the most potential high temperature shape memory alloys in the aerospace fields.Moreover,it is found that the Ti–V–Al alloy exhibits outstanding strain recovery characteristics after thermo-mechanical treatment.For instance,the cold rolled Ti–13V–3Al alloy annealed at 700°C for 0.5 h shows a larger fully recoverable strain of 7.5% due to the uniformly distributed α phase [26].Besides,adding quaternary element into Ti–V–Al alloys is another measure to enhance the matrix strength and improve strain recovery characteristics[27–29].To date,the quaternary elements include Fe,Co and Cu etc.,but the addition of the above alloying elements decrease the martensitic transformation temperature of Ti–V–Al alloys[27–29].Especially,excessive quaternary element can dramatically reduce the martensitic transformation temperatures of quaternary Ti–V–Al-X alloys (<100°C),which are not suitable to the higher temperature fields.
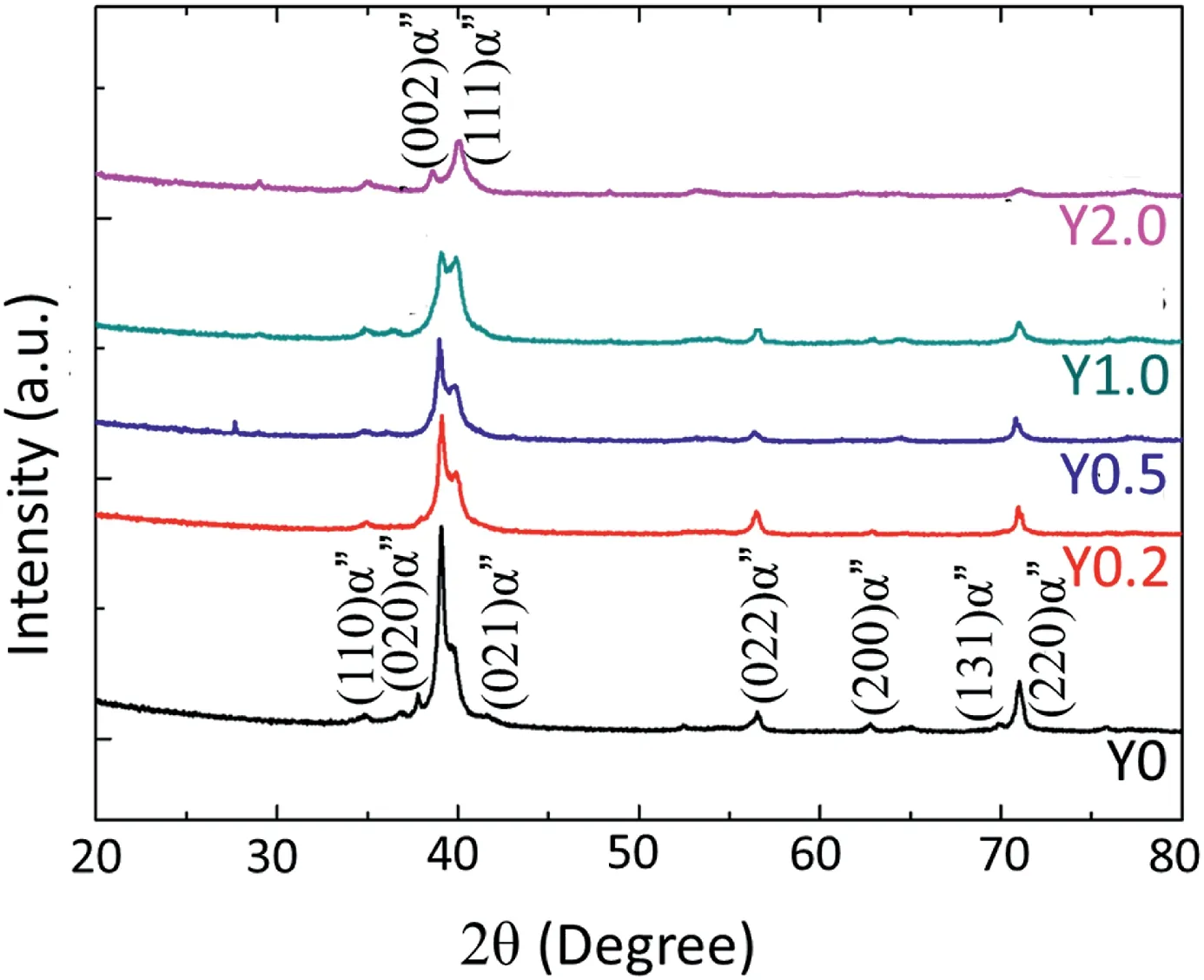
Fig.1.Room temperature XRD patterns of solution treated (Ti–13V–3Al)100-XYX alloys.
It has been reported that precipitation hardening is an effective method to strengthen the matrix,since the precipitates can act as barriers to prevent the motion or slip of dislocations [26,30].In addition,the matrix strength also can be enhanced by reducing the grain size [31].Currently,it has been confirmed that the addition of rare earth element Y into Ti–Ta alloy or Ti–Ni based alloys can increase the martensitic transformation temperatures [32,33].Besides,the Y addition significantly refines the grains and leads to the formation of a Y-rich second phase.The grain refinement and precipitation strengthening contribute to the superior mechanical and shape memory properties.Hence,it is expected to improve the mechanical/functional properties of Ti–V–Al alloy without sacrificing severely the higher martensitic transformation temperature by adjusting the content of rare earth Y element.
The purpose of the present study is to tailor the martensitic transformation behavior and mechanical/functional properties of Ti–V–Al alloy through controlling the content of rare earth element Y.And the effect of Y content on the microstructure features,martensitic transformation behavior and mechanical/functional properties of Ti–V–Al alloy is investigated systematically.
2.Experimental procedures

Fig.2.Optical micrographs of solution treated(Ti–13V–3Al)100-XYX alloys(a):x=0;(b):x=0.2;(c):x=0.5;(d):x=1.0;(e):x=2.0;and(f):Effect of Y content on the grain size of solution treated (Ti–13V–3Al)100-XYX alloys.
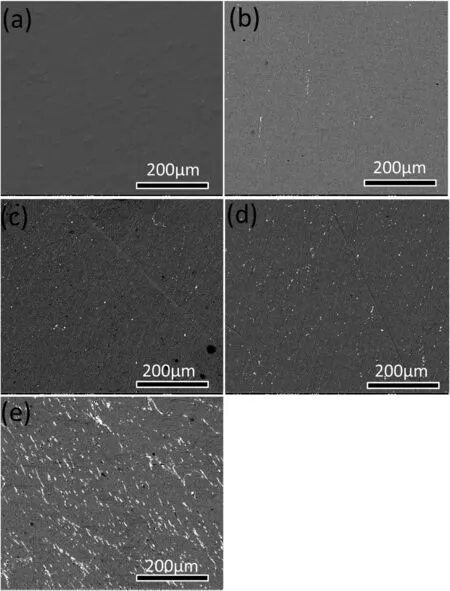
Fig.3.Backscattered electron image of solution treated (Ti–13V–3Al)100-XYX alloys (a):x=0;(b):x=0.2;(c):x=0.5;(d):x=1.0;(e):x=2.0.
A series of (Ti–13V–3Al)100-XYX(X=0,0.2,0.5,1.0,2.0 at.%)alloy ingots were prepared by arc-melting of 99.99% Ti plate,99.99% V dendritic particle,99.9% Al sheet and 99.9% Y piece in a water cooled copper crucible under an argon atmosphere.To ensure the homogeneity of chemical composition,the ingots were remelted at least four times.Besides,the ingots were homogenized at 900°C for 3 h in vacuum-sealed quartz tubes,then quenched in ice water.After quenching,the ingots were cold-rolled with a thickness reduction of 70%.The specimens for the following characterization were prepared by wire cut electrical discharge machining.Then the samples were solution treated at 900°C for 1 h inside sealed vacuum quarts tube,followed by quenching in ice water.X-ray diffraction (XRD,Panalytical Xpert’pro)was used to determine the phase constitutions of the (Ti–13V–3Al)100-XYXalloys at room temperature using a Cu Kα radiation.The microstructure feature was observed on an optical microscope(OM,OLYMPUSPM).The samples for OM characterization were mechanically polished and then etched in a solution of 5% HF+5% HNO3+90% H2O (volume fraction).In addition,the field-emission scanning electron microscope (FE-SEM,FEI Quanta 200F) equipped with EDS was also adopted.The martensitic transformation behavior was analyzed by differential scanning calorimetry(DSC,PerkinElmer Diamond)with a heating/cooling rate of 20°C/min.The tensile tests at room temperature were performed on a mechanical testing machine (Instron-5569) with a strain rate of 0.2 mm/min.The strain recovery characteristics were measured by bending tests[34].That is,one end of the quaternary Ti–V–Al–Y alloy sheets was clipped at the center of the plate,the specimens were bent to 6%pre-strain and unloaded at room temperature,then followed by heating up to above Af.
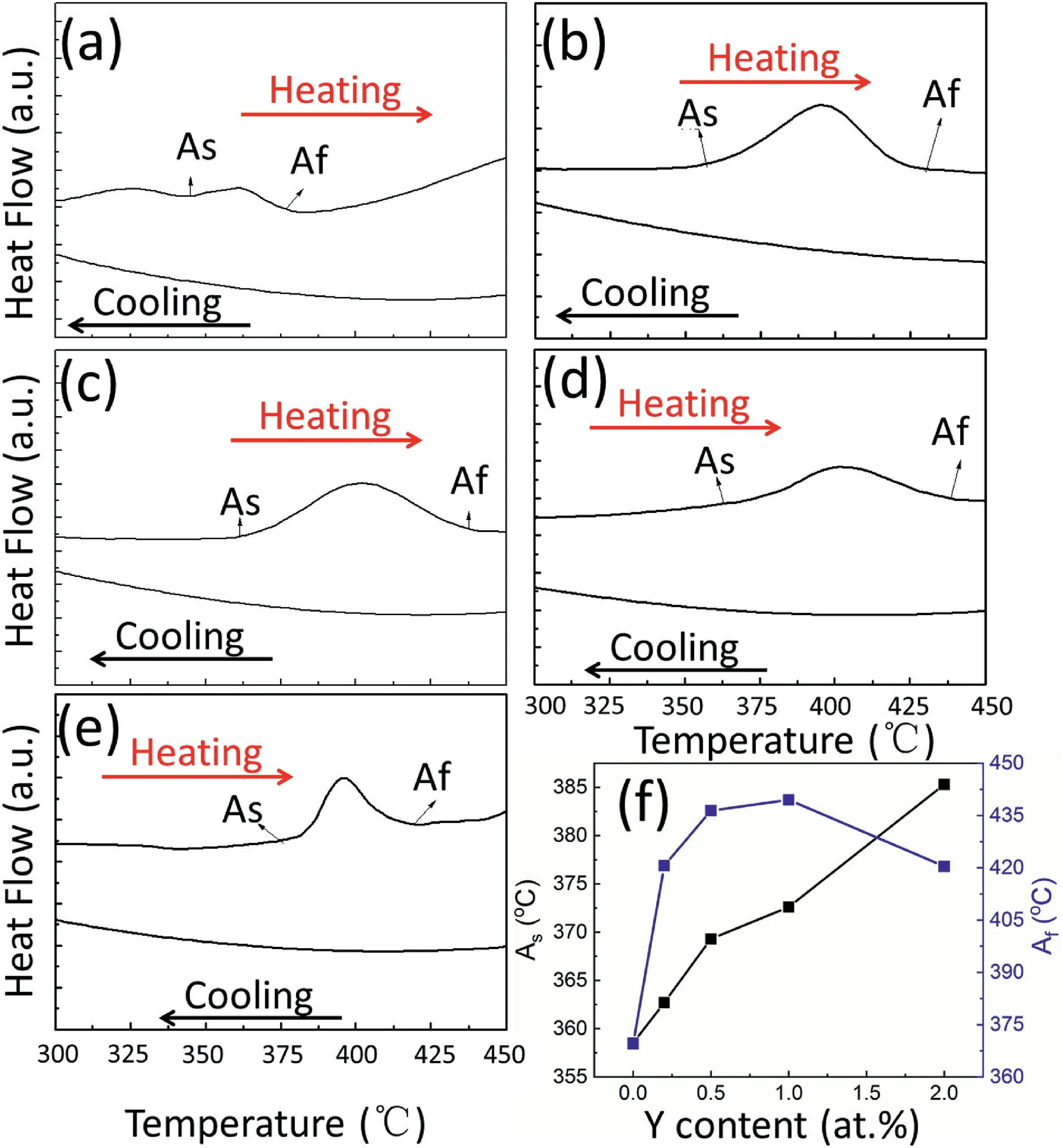
Fig.4.(a~e):DSC curves of solution treated (Ti–13V–3Al)100-XYX alloys (a):x=0;(b):x=0.2;(c):x=0.5;(d):x=1.0;(e):x=2.0;(f):Dependence of reverse martensitic transformation temperatures of Ti–V–Al–Y alloys on Y content.
3.Results and discussions
3.1.Microstructure features
Fig.1 displays the XRD patterns of solution treated(Ti–13V–3Al)100-XYXalloys at room temperature.It can be seen that Y addition had no obviously impact on the crystal structure.All diffraction peaks can be indexed as an orthorhombic α’’martensite phase for the solution treated(Ti–13V–3Al)100-XYXalloys,which means that the forward martensitic transformation temperatures were higher than room temperature,irrespective of Y content.The notable distinction was that,the intensity of(002) diffraction peak became stronger and stronger with Y content increasing,while intensity of (111) diffraction peak was gradually weaken and its location shifted slightly to the lower angle.The lattice constant of Ti–V–Al alloys with different Y contents were calculated,and the results are listed in Table 1.The results reveal that Y addition can cause the decrease of lattice constant a and c.In Contrast,the lattice constant b increased slightly due to Y addition.The change of lattice constant can be attributed to the Y dissolved in the matrix and their different atomic radius between Y and Ti,V,Al element.

Table 1 Lattice parameters of solution treated(Ti–13V–3Al)100-XYX alloys.
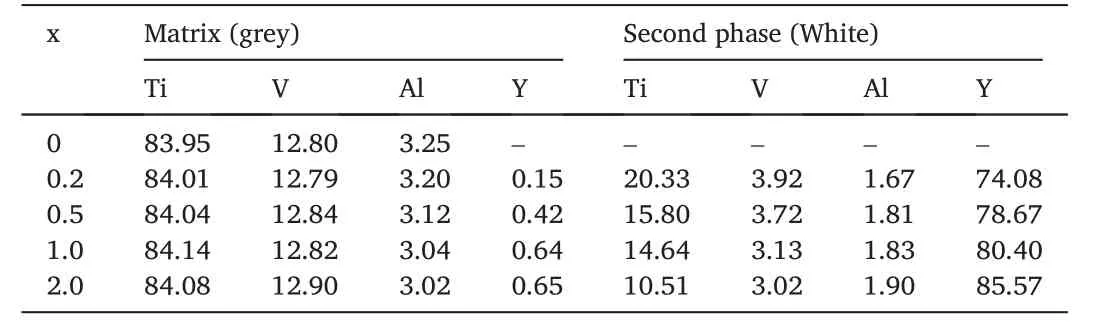
Table 2 Chemical composition analysis results of the matrix and second phase for the solution treated (Ti–13V–3Al)100-XYX alloys (at.%).
Fig.2(a)~(e) exhibits the optical micrographs of solution treated Ti–V–Al–Y alloys containing various Y contents.A typical α’’martensite with a lath-like was found in all Ti–V–Al–Y alloys,regardless of Y content.This phenomenon was frequently observed in β-Ti based shape memory alloys [28,29].In addition,the grain size was clearly reduced due to rare earth Y addition.As shown in Fig.2(f),the grain size of Ti–V–Al alloys decreased from 150 μm to 40 μm,as Y content was ranging from 0 at.%to 2.0 at.%.The grain refinement is beneficial to the enhancement of mechanical and functional properties.In addition,some black second phase particles started to appear in Ti–V–Al alloys with the Y content higher than 0.5 at.%.Moreover,the second phase particles mainly distributed along the grain boundary with the increasing of Y content.
Fig.3 shows the backscattered electron micrographs of the solution treated (Ti–13V–3Al)100-XYXalloys.It is evident that Y addition had a significant influence on the microstructure of Ti–V–Al alloys.Only single matrix phase was observed in Ti–V–Al alloy without Y addition.Whereas,two phases including a grey matrix and a white second phase were found due to Y addition,as shown in Fig.3 (b)~(e).Moreover,the amount of white second phase became more and more with the increased Y content.Especially for Ti–V–Al alloy containing 2.0 at.%Y,the amount and dimension of the second phase increased significantly.Besides,the white second phase primarily distributed along the grain boundary and began to closely connect with each other.The chemical compositions of the grey matrix and white second phase for the (Ti–13V–3Al)100-xYxalloys measured by EDS are listed in Table 2.The results reveal that content of Y in the matrix for Ti–V–Al–Y alloys increased with the increasing of Y content.Nevertheless,the Y content in the matrix was not more than 1.0 at.%,which was almost consistent with the solubility(~1%)of Y in β-Ti alloys [32].The rare earth element Y was rich in white second phase.Furthermore,the Y content in Y-rich phase also continuously increased with the increased content of Y.
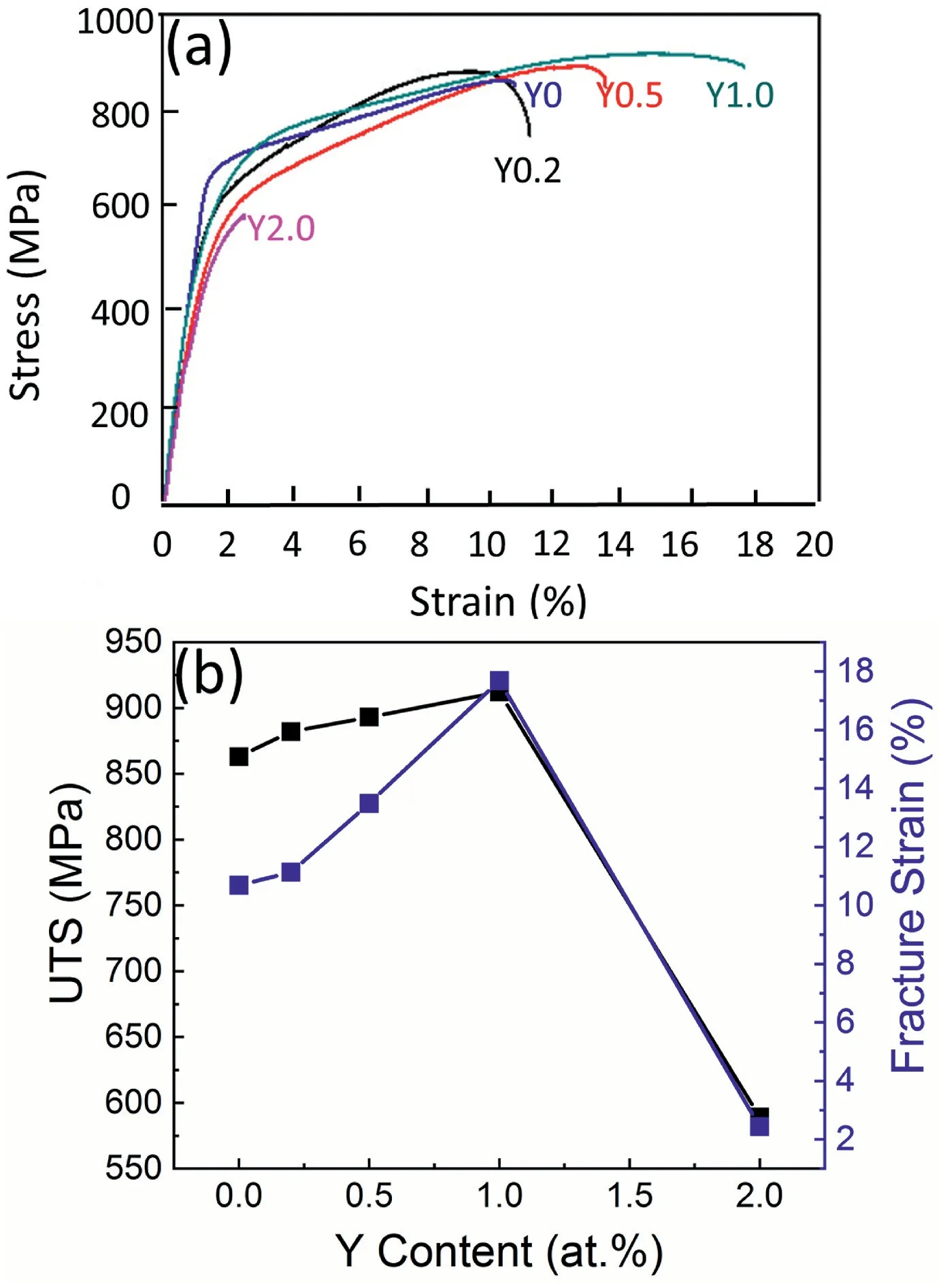
Fig.5.(a):Tensile stress-strain curves of solution treated (Ti–13V–3Al)100-XYX alloys at room temperature;(b):Effect of Y content on the UTS and fracture strain of Ti–V–Al–Y alloys.
3.2.Martensitic transformation behavior
Fig.4 (a)~(e) represent the DSC curves of solution treated(Ti–13V–3Al)100-XYXalloys.One endothermic peak corresponding to α’’→β transformation could be seen during heating and no exothermic peak was observed in all Ti–V–Al–Y alloys,regardless of Y content.The similar phenomenon has been reported in the existing literatures [25,27–29].To date,the possible reasons for the absence of exothermic peak during cooling in β-type Ti based shape memory alloys are as follows:(1)The enthalpy of martensitic transformation of β→α’’ is too low to detected by DSC;(2) partial β phase transforms into ω phase during cooling owing to the slow cooling rate,making the exothermic peak too weak to be detected by DSC.In addition,the endothermic peak shifted to the higher temperature with the increased Y content,indicating that Y addition causes the rise of reverse martensitic transformation temperatures.Dependence of reverse martensitic transformation temperatures on Y content is plotted in Fig.4(f).It is evident that the starting temperature of reverse martensitic transformation (As) sustainably raised with the increased Y content.However,a significant rising of the finishing temperature of reverse martensitic transformation(Af)also occurred,when Y content increased from 0 at.% to 1.0 at.%.Further increasing of Y content,the Af slightly decreased.Firstly,it is reported that the martensitic transformation temperatures of β-Ti based alloys can be reduced by adding Al [25].Y addition brings about the changing of chemical composition in the matrix,as listed in Table 2.Al content in the matrix of Ti–V–Al–Y alloys decreased with increasing of Y content.Thus,martensitic transformation temperature of Ti–V–Al alloy can be increased owing to the decrease of Al content in matrix caused by Y addition.Secondly,the lattice distortion of matrix can be induced due to the difference in atomic radius between Y and Ti,V,Al atoms,which also can lead to the rising of the martensitic transformation temperature[32].Thirdly,the martensitic transformation process includes a lattice invariant shear.Grain refinement and precipitation of Y-rich phase can make martensitic transformation become difficult,resulting in the reduction of martensitic transformation[33].Nevertheless,both As and Af continuously increased,which implies that the drop of Al content and lattice distortion played the main role in controlling the changing of martensitic transformation temperatures.Upon the content of Y was 2.0 at.%,Af showed a decline.It is well known that martensitic transformation temperatures are closely related to the matrix composition.In the present Ti–V–Al–Y alloys,excessive Y addition can result in the formation of Y-rich phase,further leading to the continuous decrease of Al content in matrix and the chemical composition in the matrix at different distances from the Y-rich phase may exist a certain distinction.Thus,As increases continuously.However,with the Y content increasing,amount of Y-rich phase also increases,which reduces the distance between the adjacent Y-rich phases.This means that the composition of matrix at different distances from the Y-rich phase was relatively uniform and the temperature intervals between As and Af for completing the martensitic transformation was less,which also can be confirmed by the DSC results of Ti–V–Al alloy without Y addition.Hence,the Af started to decrease,as the excessive Y is added into Ti–V–Al alloy.
3.3.Mechanical and functional properties
Fig.5(a) demonstrates the tensile stress-strain curves of solution treated Ti–V–Al–Y alloys with various contents of Y at room temperature.It can be seen that the stress-strain curves of Ti–V–Al–Y alloys are featured with a single stage yielding,irrespective of the Y content.In addition,both the ultimate tensile strength (UTS) and fracture strain of the Ti–V–Al alloy were improved obviously because of the addition of Y element.However,the fracture failure of Ti–V–Al–Y alloy took place at the UTS of 589 MPa and fracture strain of 2.43%,as the content of rare earth element Y was up to 2.0 at.%.The evolution of UTS and fracture strain of Ti–V–Al–Y alloys with the increased Y content is plotted in Fig.5(b).Apparently,both the UTS and fracture strain firstly increased and then decreased with the Y content increasing.When the content of Y was ranging from 0 at.% to 1.0 at.%,the UTS of Ti–V–Al–Y alloys increased continuously from 863 MPa to 912 MPa and the fracture strain of Ti–V–Al–Y alloys was increased by approximate 7%.The moderate Y addition resulted in the grain refinement and the formation of fine Y-rich phase in Ti–V–Al alloy,which could prevent the movement of dislocations and subsequently enhance the critical stress for the deformation.Moreover,it is found from Table 2 that the solubility of Y in Ti–V–Al alloy was about 0.65%,which means that the solution strengthening also played a certain role in improvement of mechanical properties.Thus,Ti–V–Al alloys doping moderate rare earth Y showed the superior mechanical properties.In comparison,Y addition seems to be a more effective quaternary element in improving the mechanical properties,compared with quaternary Ti–V–Al-X (X=Fe,Co,and Cu etc.) alloys[27–29].The poor mechanical properties of Ti–V–Al–Y alloy with doping 2.0 at.%Y can be attributed to appearance of larger numbers of Y-rich phase continuously distributing along the grain boundary.On the one hand,the excessive Y addition leads to the further growth of Y-rich phase.The fine precipitate can play a more significant role in improving mechanical/functional properties,compared with the larger precipitate[35].On the other hand,the amount of Y-rich phase distributing along the grain boundary also increased markedly,which was not favor to the coordination of adjacent grain during deformation.In conclusion,both UTS and fracture strain of 2.0 at.%Y doped Ti–V–Al alloy with massive of Y-rich phase deteriorate.
The fracture morphologies of the solution treated (Ti–13V–3Al)100-XYXalloys after tensile are displayed in Fig.6.The fracture morphological characteristics of Ti–V–Al–Y alloys with Y content ranging from 0 at.%and 1.0 at.% were found to be similar,which was featured with a great amount of dimples.This is a typical feature of ductile fracture.However,some second phase particles (Y-rich phase) could be detected in the interior of the dimples in Ti–V–Al alloys with Y addition,as directed by arrows.When Y content was up to 2.0 at.%,the fracture morphology of Ti–V–Al–Y alloy changed noticeably.Only a bit of dimples,accompanied with a few tearing edges,were observed,which belongs to the typical feature of quasi-cleavage.This indicates that the fracture mode changed from ductile fracture to brittle fracture with Y content increasing,which is almost coincident with the evolution of mechanical properties.
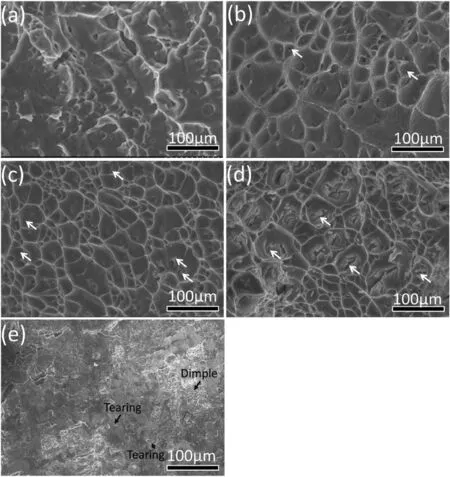
Fig.6.Fracture morphologies of solution treated (Ti–13V–3Al)100-XYX alloys (a):x=0;(b):x=0.2;(c):x=0.5;(d):x=1.0;(e):x=2.0.
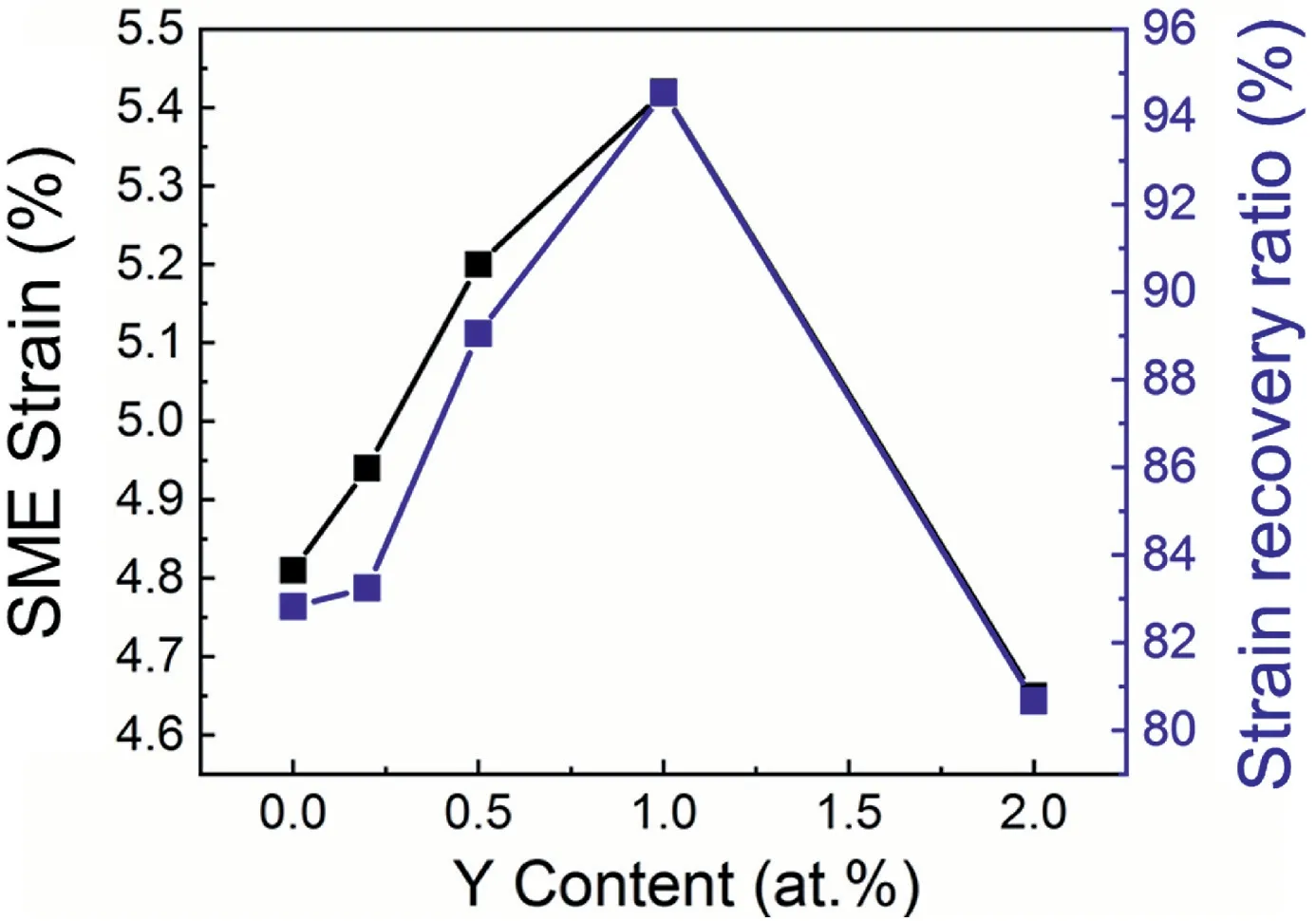
Fig.7.Effect of Y on the strain recovery characteristics of solution treated Ti–V–Al–Y alloys.
Fig.7 shows the variation of shape memory effect (SME) strain and strain recovery ratio of solution treated Ti–V–Al alloys as a function of Y content.Obviously,both the SME strain and strain recovery ratio continuously increased,when Y content increased from 0 at.% to 1.0 at.%.The maximum SME strain and strain recovery ratio were 5.42%and 94.54%,which was obtained in Ti–V–Al–Y alloy with adding 1.0 at.%.It has been proved that the matrix strength of Ti–V–Al alloys could be enhanced due to the grain refinement,precipitation strengthening and solution strengthening.Meanwhile,the critical stress for dislocation slip raised,further causing the decrease of irreversible plastic deformation during deformation.Compared to the reported quaternary Ti–V–Al-X(X=Fe,Co and Cu etc.) alloys [27–29],Y addition not only can dramatically improve the strain recovery characteristics of Ti–V–Al alloy,but also maintains the higher transformation temperatures of Ti–V–Al high temperature shape memory alloy,which are suitable to the high temperature application fields.Upon Y content exceeding 1.0 at%,the SME strain and strain recovery rate of Ti–V–Al–Y alloy showed a sharp decline,which can be attributed to a larger number of closely connected Y-rich phases at the grain boundary.Similar to Cu–Al–Be–Zr alloys containing massive second phases at grain boundary [34],larger numbers of Y-rich phases accumulating at the grain boundary can serves as a barrier for the movement of thermo-elastic martensite plate,blocking the coordination between the adjacent grains.
4.Conclusions
The effect of Y addition on microstructure,martensitic transformation behavior and mechanical/functional properties of Ti–V–Al alloy is explored.
(1) The microstructure of Ti–V–Al–Y alloys is composed of α’’martensite phase and Y-rich phase mainly distributing along the grain boundary.Moreover,the amount of Y-rich phase increases with Y content increasing.
(2) The solid solubility limit of Y in Ti–V–Al alloy is approximate 0.65 at.%.The average grain size of Ti–V–Al alloy is significantly reduced due to Y addition.
(3) Ti–V–Al–Y alloys undergo reverse martensitic transformation from orthorhombic α’’ martensite phase to cubic β phase during heating.In addition,the reverse martensitic transformation temperatures is increased as a consequence of Y addition.
(4) The mechanical/functional properties firstly increase and then decrease with increased Y content.The superior mechanical properties including UTS of 912 MPa and fracture strain of 17.68%can be obtained in Ti–V–Al–Y alloy containing 1.0 at.%Y.Besides,it shows the maximum strain recovery ratio of 94.54%at the pre-strain of 6%.
Declaration of competing interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Acknowledgements
This work is financially supported by the National Natural Science Foundation of China (No.51571074 and No.51731005) and Talent Training Program for Shandong Province Higher Educational Youth Innovative Teams(2019).
 Progress in Natural Science:Materials International2021年2期
Progress in Natural Science:Materials International2021年2期
- Progress in Natural Science:Materials International的其它文章
- Introduction to Progress in Natural Science:Materials International
- Effect of superplastic deformation on precipitation behavior of sigma phase in 3207 duplex stainless steel
- Hydrothermal synthesis of hydroxyapatite coating on the surface of medical magnesium alloy and its corrosion resistance
- Reversible hydrogenation of AB2-type Zr–Mg–Ni–V based hydrogen storage alloys
- Formation mechanism of interfacial microstructures and mechanical properties of Ti2AlNb/Ni-based superalloy joints brazed with NiCrFeSiB filler metal
- Influence of γ’ precipitate on deformation and fracture during creep in PM nickel-based superalloy