浓香型白酒窖内强化酯化方法研究
2021-07-28 14:45周成龙倪海斌潘建军赵晨捷
酿酒科技 2021年6期
周成龙,刘 念,倪海斌,潘建军,赵晨捷
(1.四川轻化工大学酿酒生物技术及应用四川省重点实验室,四川宜宾 644000;2.四川省食品发酵工业研究设计院,四川成都 611130)
在浓香型白酒的品评标准中,酯类物质含量一直是判断浓香型白酒酒质的重要依据之一。酯类物质生成方式主要有两个途径,其一:醇和酸在酿酒过程中产生酯化作用生成酯类物质,其二:某些产酯酵母在代谢活动中的产物为酯类物质。酯类物质作为浓香大曲酒的呈香呈味主要风味成分,其含量对产品质量影响极大[1]。在发酵过程中,醇和酸作为酯化反应的底物会在产酯期间被大量的消耗,然而窖内醇或酸生成的含量并不稳定,可能会导致产酯期生成酯类物质含量偏少,又可能会导致酯化反应底物的醇类或酸类物质的大量余留,使得产品品质无法达到要求。
目前有多篇文献对如何提高浓香白酒优质品率相关课题进行了阐述[2-8]。酯化反应是一类有机化学反应,是醇与羧酸或含氧无机酸在一定温度和催化剂条件下生成酯和水的可逆反应。白酒酿造中属于醇和羧酸的酯化反应,在酿造过程允许的温度范围内,温度越高,推测酯化反应可能越强烈,同时反应底物的醇类和酸类物质浓度越高,酯化效果可能越好。由于黄水里和酒尾中含有大量的酸类物质,本试验设计酸的浓度和温度梯度不仅为了探究酯化的最佳反应条件,还可探究在不同反应条件下酯化后糟醅的物理性状和酸度是否满足糟醅下次的入窖要求,当糟醅酸度不够时,所产白酒不够香,味道单调;而糟醅酸度过高时会抑制有益微生物(主要为酵母菌)的生长繁殖,而导致出酒率低且酒味欠协调[9]。
本研究将黄水与酒尾按一定比例的混合液加入糟醅中进行模拟试验,通过调整糟醅的酒精含量、酸度、混合液的初始温度来探索不同条件下的酯化效果。可通过添加食用酒精与高酸糟醅发生酯化反应,解决糟醅酸度过高导致酒质下降、出酒率低和影响下一轮发酵的问题。本研究使用酸度高于黄水与酒尾的高酸糟醅,将黄水和酒尾混合液按比例添加到糟醅中,在一定程度上既可以起到降低酸度的作用,也可以通过醇酸酯化反应生成更多的酯类物质,以期为浓香型白酒生产的提质降耗提供理论依据。
1 材料与方法
1.1 材料、仪器
材料:出窖高酸度糟醅、优质窖泥、窖皮泥、发酵容器、优质黄水、优质酒尾12%vol、谷壳、粉碎后酿酒高粱、优质液态法高度白酒。
仪器设备:DNP-9082 型电热恒温培养箱、DHG-9071A 型电热恒温干燥箱、LDZX-75KBS 立式压力蒸汽灭菌器、安捷伦7890A-5975B气相色谱质谱联用仪、H1300A型固相微萃取。
1.2 试验方法
将优质老窖泥分别均匀地涂抹在8 个发酵容器的底面,每一个发酵容器内放入2.5 kg 的出窖高酸度糟醅,通过理化分析可得黄水、酒尾和出窖高酸度糟醅的酒精度和酸度,再通过计算混合反应体系中总酸含量与体积,推算出加入固定体积的黄水与酒尾混合液所能降低到最低的酸度为4.7 mmol/10 g,根据添加混合液比例差异显著的原则设计5.2 mmol/10 g 的酸度与之对比。两种比例的混合液又以25 ℃、40 ℃、50 ℃和60 ℃共4 个温度梯度分别加入到发酵容器中,加入食用酒精提升酒精度,最后涂抹窖皮泥进行封窖处理,使整个反应体系处于密闭的空间进行试验,经历20 d 左右的酯化期,在酯化期间每3 d对发酵容器进行翻转,使整个容器内的糟醅与混合液能够均匀混合。酯化结束后对糟醅进行风味物质的检测分析。试验以无混合液为空白对照组,以有混合液为试验组;以两组平行进行重复性试验验证结论可行性。
1.3 检测方法
糟醅指标参照现行DB34/T 2264—2014《固态发酵酒醅分析方法》[9]进行分析(糟醅酸度:酸碱滴定法,糟醅水分含量:恒温干燥法,糟醅酒精度:蒸馏法与相对密度法,糟醅还原糖测定:斐林试剂法);风味物质采用半定量方法测定[10]。
固相微萃取:称取5 g 糟醅置于样品瓶,加入内标20 μL(12 mL/100 mL 乙酸戊酯)将萃取纤维头插入顶空部分,在50 ℃下预热10 min,再萃取30 min,随后迅速插入进样孔在230 ℃下热解析3 min,随后将萃取头取出。相同条件下进行3次平行,数据取平均值。
色谱条件:J&W122-7062毛细管色谱柱(60 m×250 μm×0.25 μm);不分流模式;进样口温度230 ℃;压力16.909 psi;载气为99.999%氦气;流速为1 mL/min。进样口温度230 ℃,采用程序升温:初始温度50 ℃保持2 min,以4 ℃/min 升至70 ℃保持1 min,以8 ℃/min 升至200 ℃保持2 min,以15 ℃/min升至230 ℃保持2 min。
2 结果与分析
2.1 黄水、酒尾和糟醅的理化分析结果
在试验开始前,对所需的样品进行基本理化检测,为了计算在混合后反应体系的理化数据,通过计算得出最低酸度不低于4.7,再通过计算设置5.2酸度试验组与之进行试验对比。酒精度测定是为了计算混合后的乙醇含量,从而得出需要添加多少优级液态法高度白酒才能达到所需酒精度。总酸总酯测定是为了探究混合体系中本身带有的酸和酯含量为多少,从而证明酯的生成不单是黄水和酒尾带入的,而是通过酯化反应所生成的产物。还原糖测定为了说明生物代谢活动强弱程度以及判断微生物对整个反应体系影响的大小。黄水、酒尾和糟醅样品的理化指标检测结果如表1。
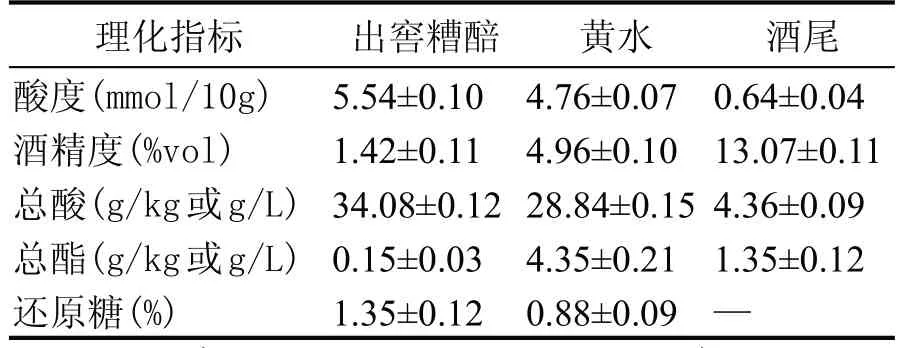
表1 黄水、酒尾和糟醅样品理化分析
通过验证试验与计算,在2.5 kg糟醅中加入黄水与酒尾混合液500 mL(混合液体积到达容器中部位置,根据发酵容器大小进行调整)的条件下,调整混合后的酸度达到4.7 mmol/10 g(A组)和5.2 mmol/10 g(B 组)所需黄水与酒尾的含量如下,无混合液试验组仅添加食用酒精而不添加混合液。
通过计算调整混合反应体系的酸度A组所需黄水与酒尾的比例为13∶487,而混合反应体系的酸度B组所需黄水与酒尾的比例为304∶196。糟醅酸度调整后,对糟醅酒精度进行调整,通过计算并使用食用酒精将所有试验组的酒精度都调整到10 mL/100 g,则A 组所需食用酒精171 mL,B 组所需食用酒精191 mL。
2.2 混合反应体系理化指标分析
本试验对调整好酸度和酒精度的糟醅进行酯化试验,通过混合反应后糟醅的理化指标检测结果如表2 所示;不同温度下反应后的糟醅酸度变化如图1 所示;不同温度下反应后的糟醅酸度降低情况如表3 所示;不同温度下反应后的糟醅酒精度变化如图2 所示;不同温度下反应后糟醅的还原糖含量变化如图3所示。
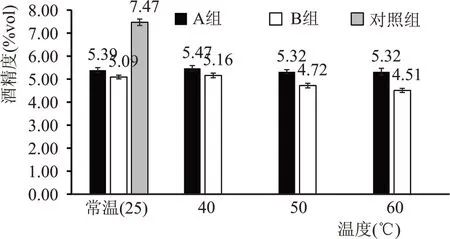
图2 不同温度下反应后糟醅的酒精度变化
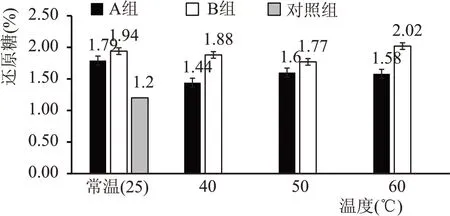
图3 不同温度下反应后糟醅的还原糖含量变化

表2 反应后糟醅理化检测结果
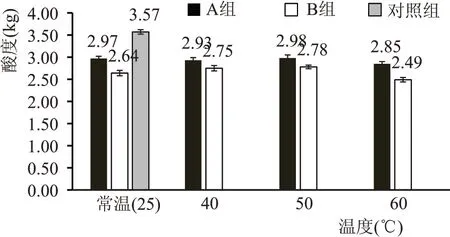
图1 不同温度下反应后的糟醅酸度变化
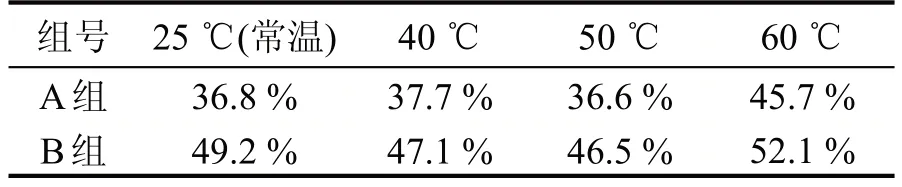
表3 不同温度下反应后糟醅的降酸率
由表2可得出,由于添加混合液体积一致,故A组与B 组水分含量差距不大且无明显规律性,对照组由于不添加混合液则水分含量最小。
由图1 和表3 可得,由于对照组没有添加混合液,酯化不强烈,故酸度最高。图1 中A 组整体酸度比B 组高,说明B 组酯化反应更剧烈,消耗的总酸物质更多,从而使反应后糟醅酸度更低。A 组和B 组在不同温度下反应程度不同,在60 ℃时反应后的酸度降低最明显,A组降幅达45.7%,B组降幅达52.1 %。主发酵结束后,乙醇的生成基本停止。窖池进入产酸期,从这一时间开始窖池也同时进入了产酯期。酯类物质的生成主要是生化反应,窖池中的酸和醇在某些微生物所分泌的酯化酶作用下反应生成酯[11]。
由图2 可得,糟醅中乙醇是作为酯化反应的底物,酯化越强烈,则乙醇消耗量越大,可以看出,B组测得的酒精度均比A 组低,无混合液对照组酒精度最高。试验组内对比发现,酒精度随着混合液温度升高整体呈现下降趋势,A 组酒精度变化较小,而B 组酒精度下降幅度较大且在60 ℃时含量最低为4.51%vol,A 组和B 组所有试验组酒精度降幅接近50%,无混合液对照组降幅达25%。
由图3 可得,对两个试验组组内进行对比,在温度梯度下反应后的还原糖无明显规律性。由于B 组所用黄水比A 组多,而黄水中还原糖和淀粉含量丰富,淀粉在酶的作用下分解为葡萄糖,在酯化反应过程中附着在糟醅上,故B 组的还原糖含量普遍比A组高,而无混合液对照组还原糖含量最低。
2.3 酯化反应前后糟醅风味成分对比分析
2.3.1 酯化反应前后糟醅的酯类物质含量分析
本试验对混合反应前后的糟醅的酯类物质进行了GC-MS分析,结果如表4所示。
由表4可知,B组酯类物质总含量均比A 组多,而其中处理前总酯含量远少于加混合液后的试验组,无混合液对照组由于添加了乙醇作为反应底物并且在发酵容器内同样进行了酯化反应,酯含量依然有所增加但增幅最小。其中A 组的乙酸乙酯含量普遍比B 组高。而乙酸己酯、己酸丙酯、庚酸乙酯、乳酸乙酯、己酸丁酯、辛酸乙酯、己酸异戊酯等酯类物质含量又普遍低于B 组,可以看出在以己酸为酯化反应前驱物质的酯类成分中,B 组中的含量均比A 组高,其中体现浓香型白酒主体香气成分的己酸乙酯含量差异尤为突出。
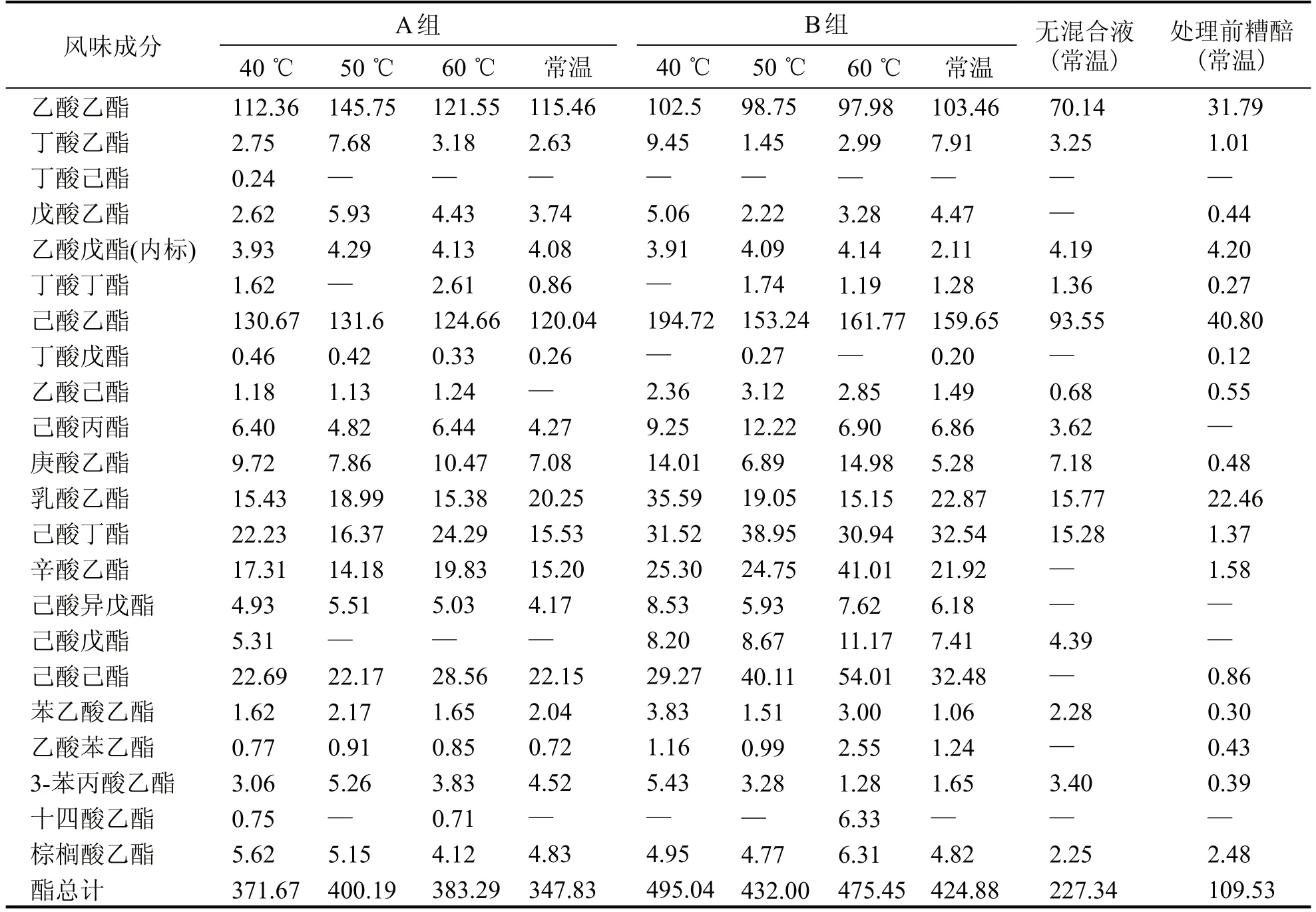
表4 糟醅风味物质中酯类物质含量 (mg/kg)
2.3.2 酯化反应前后糟醅的酸类物质含量分析
本试验对混合反应前后的糟醅的酸类物质进行了GC-MS分析,结果如表5所示。
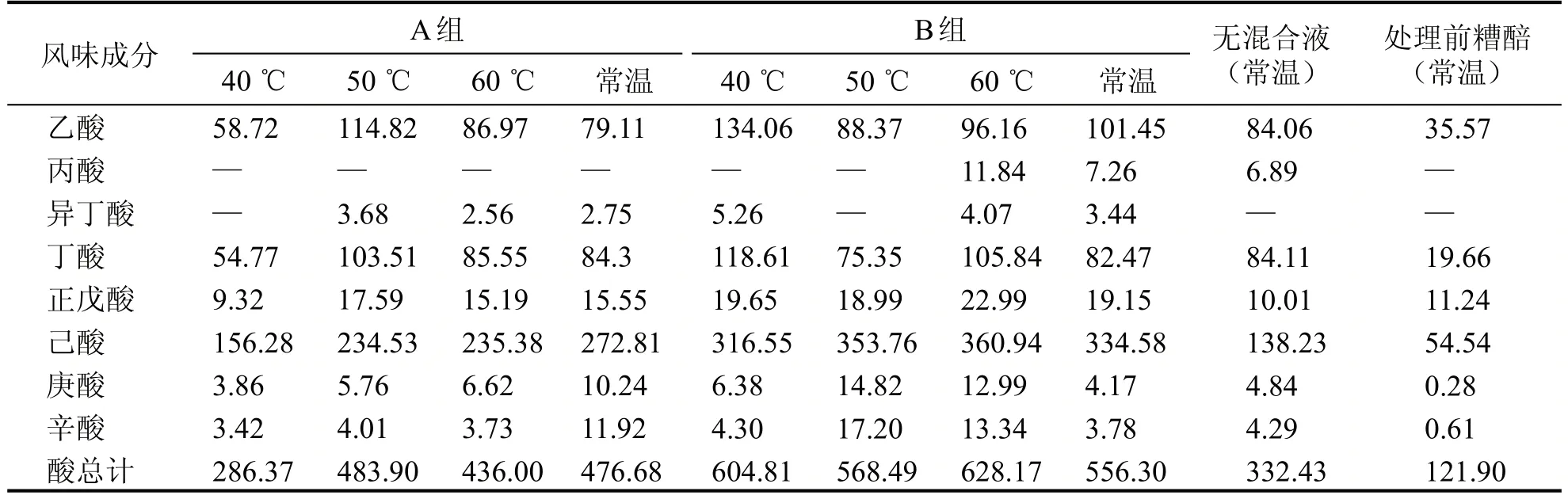
表5 糟醅风味物质中酸类物质含量 (mg/kg)
由表5 可知,B 组反应后混合体系的总酸含量明显高于A 组,其中异丁酸、正戊酸、庚酸、辛酸和己酸含量在B 组中均比A 组和对照组高,尤其是己酸含量明显,由于B 组添加黄水含量远高于A 组,而黄水中酸类物质种类丰富,故在添加的同时也提供了大量的酸类物质作为反应底物。综合表4 可得出,B 组酯化后所得总酯含量大于A 组,但酸度过高会影响下次发酵和出酒质量,因此后期需进一步研究探讨合适的配比方案,可检测入池糟醅各项理化是否符合入池要求,也可辅以用物性仪对糟醅的感官质量进行探索[12-13]。
3 结论
本研究通过对出窖糟醅添加黄水和酒尾后进行强化酯化的试验,探究了反应前后糟醅的理化指标和风味成分变化情况,结果表明混合液的不同温度对促进酯化反应效果不明显,通过测定处理后糟醅的酸度和酒精度变化,发现A 组酒精度和酸度略高于B 组,由于酯化反应的进行,醇类物质和酸类物质作为反应底物其含量便会相对减少,可证明B组酯化反应较A 组更剧烈。研究发现加入黄水与酒尾混合液后进行酯化反应的效果显著,添加混合液前后的酯类物质总含量相差3 倍以上。即使不进行黄水与酒尾的添加,仅添加食用酒精也能因提高了乙醇含量而促使酯化反应的正常进行,其酯类物质含量也超过了处理前糟醅的2 倍,而总酸含量在试验前糟醅中最少,无混合液的总酸含量较高,可能由于好氧微生物的代谢作用在酯化期间产酸速度快于酯化速度。而B 组酸类物质含量高于A组,其中己酸的含量最明显。
本研究将黄水与酒尾和糟醅结合探索对糟醅进行强化酯化的方法,后续可以通过物性分析、理化分析和感官分析,进一步考察更多的影响因素来达到更好的酯化和酿酒效果,从而提升酒质,实现黄水、酒尾、糟醅的资源化利用。
猜你喜欢
发明与创新(2022年27期)2022-09-16
世界中医药(2021年15期)2021-09-15
文萃报·周二版(2021年1期)2021-06-15
酿酒科技(2021年5期)2021-06-06
赢未来(2018年27期)2018-01-22
检察风云(2017年3期)2017-02-20
检察风云(2017年3期)2017-02-20
科技视界(2014年34期)2014-10-21
中国当代医药(2014年19期)2014-09-02