聚合物与铝合金特异性材料搅拌摩擦焊*
2021-07-27 05:58孟祥晨曹炳琪李玉龙黄永宪
航空制造技术 2021年10期
孟祥晨,曹炳琪,李玉龙,谷 晨,万 龙,黄永宪
(1.哈尔滨工业大学先进焊接与连接国家重点实验室,哈尔滨 150001;2.北京航天发射技术研究所,北京 100076;3.首都航天机械有限公司,北京 100076)
在国家节能减排和建设制造强国的大环境下,轻量化设计是提高构件性能、降低能耗、减少环境污染的有效途径之一[1–2]。目前,能够满足结构使役性能和轻量化设计的重要途径为材料本体性能的提高和材料的优化配置。在新一代的飞行器中,波音787梦幻客机和空客A350XWB采用了结构质量约为53%的聚合物基复合材料和轻金属,实现结构的轻量化设计。中国商飞C919大飞机整体构造重量上聚合物基复合材料使用数量占20%[3]。将聚合物基复合材料应用在无人机尾部时,可减少传统铝合金重量的60%左右,可满足超声速飞行飞机的设计要求。目前,金属与聚合物材料连接主要采用机械连接或胶接[4–5]。机械连接操作相对简单,但在连接部位易出现应力集中,降低可靠性,且连接件使接头重量增加,不利于轻量化设计。胶接技术相对成熟,但工艺周期长,接头抗冲击、抗疲劳和耐湿热等性能不足,降低接头服役性能。可见,聚合物与铝合金异质结构能够达到结构性能要求和轻量化设计的双重技术指标,但仍未有效解决其轻量化设计中涉及的焊接与连接等关键技术问题。
搅拌摩擦焊(Friction stir welding,FSW)作为一种固相连接技术,涉及温度、力学、冶金及其相互作用,具有焊接温度低、塑性变形剧烈、接头质量高、绿色无污染等特点,可有效避免熔化焊接过程中所引起的气孔和裂纹等缺陷[6]。FSW基本不受材料的晶体结构和物理化学性质等因素的影响,能够有效地克服异质材料由于性能差异导致的焊接困难等问题,因此在金属与聚合物特异性材料焊接领域具有巨大的优势。本文从金属与聚合物FSW焊接参数、焊缝成形、组织特征、力学性能与性能提升策略等方面进行综述,并在此基础上展望了金属与聚合物特异材料FSW的未来发展趋势。
焊接参数
聚合物与铝合金在组成结构上存在显著差异。与传统铝合金的晶体结构不同,热塑性聚合物拥有不同长度的分子链,焊接过程中短分子链已达到熔点时,长分子链还未熔化,因此热塑性聚合物无固定的熔点而是熔化范围,且远低于铝合金的熔点。焊接过程中,可能导致铝合金未充分塑化,而聚合物材料已发生老化或降解等情况。同时,聚合物与铝合金难以发生直接的界面反应,易导致焊缝成形差和界面结合强度过低等问题。对聚合物及其复合材料与金属的FSW而言,影响接头成形和性能的关键因素主要分为3大类:工艺参数、焊具结构和材料性能,如图1所示[7]。工艺参数和焊具结构取决于聚合物和金属的力学性能,如刚度、强度和塑性等。对高熔点或高比热容材料,在保证焊缝成形的基础上,适当降低热输入有利于控制高熔点材料接头性能;低熔点或低比热容材料则需要相对较低热输入。材料的热物理性能主要影响焊接热循环和传热能力;高热导率材料易实现热量传导到聚合物,但热耗散现象严重。聚合物材料热导率远低于铝合金,难以传导焊接热输入以预热前侧材料,在保证聚合物材料不老化的基础上,适当提高热输入可促进材料流动和接头成形。
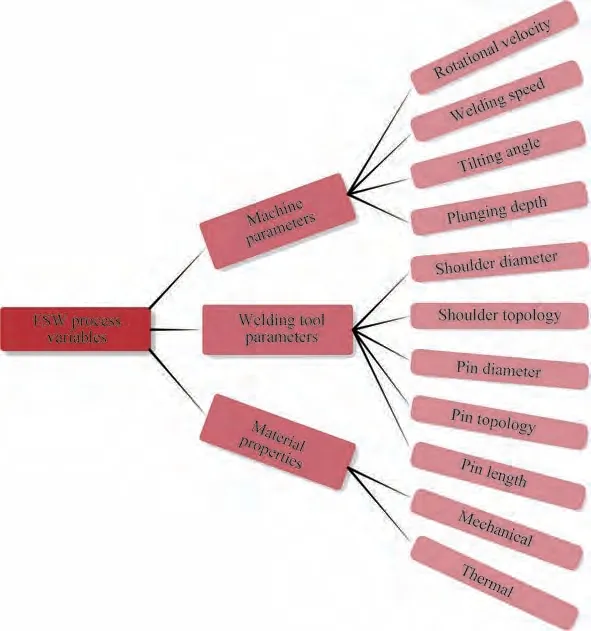
图1 影响热塑性聚合物FSW接头质量的因素Fig.1 Factors affecting friction stir welded joint quality of thermoplastic polymers
1 工艺参数
旋转速率和焊接速度控制焊接热输入,影响聚合物材料结晶行为和力学性能。在保证材料充分软化的条件下,热输入越低,结晶度越小,反之亦然。高旋转速率提供高热输入,而低焊接速度增加接头高温区的停留时间,反之亦然。此外,塑性材料溢出程度与焊接倾角、偏移量、下扎深度及焊具与工件的接触面积等密切相关。Shahmiri等[8]表明对于铝合金与聚合物的搅拌摩擦搭接焊(Friction stir lap welding,FSLW),旋转速率从800r/min增加到1200r/min,提高了焊接热输入,热膨胀系数差异大导致界面裂纹缺陷。Liu等[9]进行了PA与6061铝合金之间摩擦搭接焊(Friction lap welding,FLW),焊接过程中无针焊具与铝合金板摩擦产热,通过热传导传递热量至聚合物,实现焊接,如图2和图3所示[9]。他们使用Lb/LLR评价焊接参数,Lb为接头横截面所有气泡宽度之和,LLR为搭接界面总长度。增加焊接速度降低焊接产热,减小气泡生成率且降低Lb/LLR值。但当旋转速率从1000r/min增加到3000r/min,焊接热输入的增加导致Lb/LLR从0.53降低到0.17,主要是软化的铝合金板向聚合物侧弯曲挤压塑性聚合物,降低了缺陷数量并增加有效界面连接长度,提高了力学性能。Khodabakhshi等[10]指出对于5059铝合金和HDPE的FSW,当旋转速率高于710r/min时,HDPE易老化且焊缝中易出现沟槽缺陷;低于710r/min时,不充分热输入易引起孔洞缺陷。Wu等[11]指出对于FLW技术,搅拌针偏向后退侧(Retreating side,RS)可降低RS材料的冷却速率、增加RS连接界面宽度并减小接头与前进侧(Advancing side,AS)非均匀温度场差异,降低气泡数量,获得高强接头。
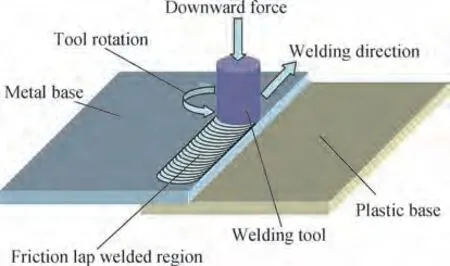
图2 金属与聚合物FLW示意图Fig.2 Schematic illustration of joining metal and polymer by FLW
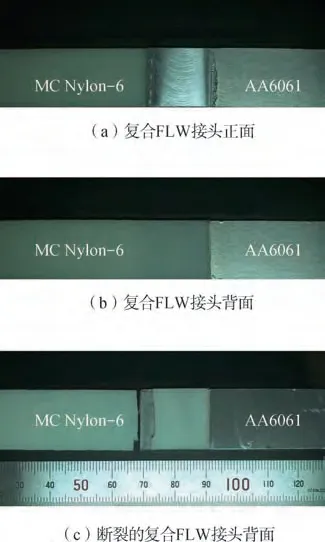
图3 典型铝合金与聚合物FLW接头Fig.3 Typical FLW polymer/Al alloy joint
2 焊具结构
焊具作为FSW的核心,主要包含轴肩和针直径、轴肩和针形貌以及针长度[12]。以上因素均影响焊接过程材料流动和产热。Wu等[13]采用无针焊具成功实现了Cu与CFRP材料的FLW连接,界面无缺陷,且连接界面主要以Cu2O为过渡层。Ravi等[14]指出对于Al6082–T6/HDPE/Al6082–T6/HDPE/Al6082–T6三明治结构的搅拌摩擦点焊(Friction stir spot welding,FSSW),方形搅拌针可制造更大的连接面积和适当长度、宽度与高度的“钩状”组织,提高了聚合物与铝合金机械咬合能力。Huang等[15]提出了三铣平面螺纹搅拌针连接PEEK与AA2060–T8铝合金,焊缝内部形成了大尺寸的铝铆结构,有效地增加了异质结构的宏观机械咬合能力,接头最大拉剪强度达33MPa,焊具结构和接头组织如图4和图5所示[15]。除了以上影响因素以外,焊接预热对于低热导率的聚合物是非常必要的。Adyin等[16]分别采用室温、预热温度50℃和80℃连接4mm厚超高分子量PE,发现焊接预热促进了沿厚度方向温度的均匀一致性。此外,Vijendra等[17]提出了感应加热焊具,实现待焊板材短时加热并提升搅拌效果,影响焊接过程的结晶机制,提高接头力学性能。

图4 形性共控FSW示意图Fig.4 Schematic of friction stir welding with co-controlling shape and performance
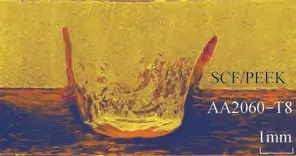
图5 SCF/PEEK与2060–T8铝合金FSLW宏观组织Fig.5 Macro structure of FSLW joint between SCF/PEEK and 2060–T8 Al alloy
力学性能
聚合物与铝合金FSW接头的力学性能与聚合物结晶度、焊接缺陷(弱连接、微裂纹、气泡、根部未连接等)、连接界面特性及机械连接行为密切相关。不充分的材料流动或高热输入易导致塑性材料溢出焊缝,形成焊接缺陷,极易在拉伸过程中引起裂纹,降低接头力学性能。图6为铝合金与聚合物异质接头FSW最大强度[8–10,18–24]。Yusof[25]和Rahmat等[26]进行了3mm厚PC板和7075铝合金FSW,采用了轴肩直径、针直径和针长度分别为9mm、1mm和1mm的焊具。材料流动促使塑性变形的7075铝合金转移到PC并与其形成互锁结构,成为铝合金与聚合物之间的主要连接模式,但无扩散和陶瓷相。在下扎深度、焊接速度和旋转速率分别为0.2mm、100mm/min和3250r/min时,接头抗拉强度和延伸率分别为4.72MPa和0.18%。Liu等[9]采用AA6061为上板且PA为下板的配置进行了FLW。焊缝无明显的变形和翘曲现象,减少了矫正变形所需的巨大花费和时间。当旋转速率和焊接速度分别为2000r/min和600mm/min时,拉伸断裂未发生在铝合金与聚合物连接界面,而是位于靠近NZ边缘PA板处。在较宽参数范围内,均可获得强度为5~8MPa高质量接头。增加旋转速率不仅增加热输入,而且提高了AA6061铝合金向PA板材的弯曲程度。但过高热输入易导致铝合金与聚合物之间形成气泡,降低承载能力。Liu等[18]采用800目粒度砂纸对AZ31B镁合金进行表面预处理增加粗糙度,并与PA板材进行连接。通过控制PA的高温分解和气体溢出,气孔体积得到有效控制,极大地提高了接头强度。不同于FLW,Ratanathavorn等[19]采用FSLW连接6111铝合金和PPS聚合物。其中,旋转针扎入下板促进铝合金碎片与熔融聚合物混合,制备了铝合金/聚合物异质接头;聚合物填充区与周围铝合金之间形成宏观机械咬合;铝合金与聚合物之间热膨胀系数差异导致铝合金与熔化再凝固聚合物界面形成气孔缺陷。当焊接速度较低或搅拌针与垫板之间的距离较大时,易引起熔融聚合物材料过量地垂向流动并溢出焊缝,降低接头断裂载荷,导致接头断裂位于铝合金/聚合物界面。Shahmiri等[8]表明聚合物与铝合金焊接反应层主要包含C、O和Al元素;剪切强度达5.1MPa,约为聚合物基体剪切强度20%,高于或相当于其他方法接头;提高热输入增加了反应层厚度和界面层宽度,降低了接头剪切强度,反之亦然;此外,高热输入引起的热降解和低结晶度诱导的分子量损失亦导致接头强度降低。兰州理工大学彭军[20]指出点焊接头结合力来自于两种材料之间接触界面的分子力与机械结合力,其中ABS分子与铝合金表面、Al2O3氧化物在摩擦热的作用下发生交联固化,形成分子间结合力。Rout等[21]采用分子动力学方法研究PP与纯铝FSW,表明范德华力为主要连接机制,拉伸强度仅为1MPa。可见,基于FSW技术,铝合金与聚合物异质结构连接潜力巨大,但通过焊接参数和焊具结构调控,由于界面结合难控制,仍难以取得优质聚合物与铝合金异质FSW接头。
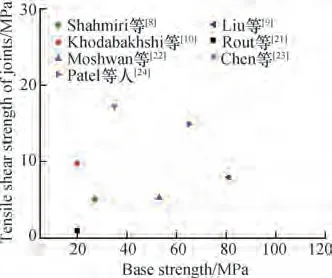
图6 不同FSW技术下异质接头最大拉剪强度Fig.6 Maximum tensile shear strengths of heterogeneous joints by different FSW techniques
典型焊接缺陷及成因
当参数或焊具不合理时,焊接缺陷易出现在接头内部,恶化接头成形和性能。表1为聚合物/铝合金FSW典型缺陷图、定义及成因[27-31],主要为飞边、表面未填充、根部未焊透、气泡、隧道、孔洞与裂纹等。

表1 聚合物与铝合金FSW接头典型缺陷Table 1 Typical defects appeared at joints during FSW between polymers and Al alloys
在聚合物与铝合金FSW过程中,低热输入引起材料流动不充分,导致孔洞或隧道缺陷形成于SZ中,可通过调控下扎深度、旋转速率和焊接速度消除。通常来讲,以上两种缺陷常出现在焊缝AS。对于接头AS材料,材料所承受的剪切力和压力方向相反,而RS两种作用力方向相同。因此,更多的材料易流向搅拌针后方的RS,导致孔洞或隧道缺陷出现在AS。表面未填充缺陷是孔洞或隧道缺陷的加剧情况,主要由不充分的材料流动引起。针对厚度减薄问题,Zafar等[27]指出高旋转速率导致的过热和半熔态材料溢出焊缝,导致接头的有效承载厚度减薄,降低接头性能。气孔缺陷的形成与结构水演变、气体溢出、材料热降解和热胀冷缩密切相关。基于碳纤维增强聚合物和钢的激光焊,Tan等[28]提出了热降解和热膨胀差的假说:CTE差异大诱导的气孔呈现出不规则且粗糙的内壁,热降解引起的气体演化引起的气孔呈现光滑的内壁。Abibe等[32]发现当PEI材料焊接前未干燥处理且包含0.48%结构水时,焊接过程中结构水蒸发是导致气泡的主要原因。气孔的出现常导致承载面积降低,形成接头裂纹源,降低力学性能。RS孔洞缺陷是聚合物与铝合金FSW接头中最致命的缺陷,易导致应力集中和有效结合面积减小,降低接头力学性能。在FSW过程中,接头AS材料比RS材料承受更大的塑性变形,引起AS变形热高于RS。同时,聚合物材料较低的热导率限制了摩擦热从AS传导至RS。因此,RS不充分热输入和材料流动导致孔洞缺陷出现在接头RS。除此之外,另一个重要的缺陷是根部未焊透。对于高热导率材料,根部未焊透缺陷主要由较短的搅拌针或下扎深度过小所致。但是,对于低热导率聚合物材料(0.5W/(m ·K)),位于针尖和背部垫板之间的材料难以被加热和软化。在较低的焊接峰值温度下,材料难以被搅拌并流动,产生根部未焊透缺陷,降低接头有效承载面积并易变成裂纹源,恶化接头拉伸性能。
聚合物与铝合金FSW强化技术
根据以上的讨论可知,热塑性聚合物及其复合材料与铝合金FSW中,当焊接参数或焊具不合理时,引起表面成形差、内部缺陷严重和界面结合不良等问题,不利于接头成形和性能。通过大量的文献调研发现,对于聚合物与铝合金特异性材料搅拌摩擦焊连接机制,主要为聚合物与铝合金之间的机械咬合、化学连接、分子间作用力等。为了促进材料流动、机械咬合和界面反应,提高接头成形性和性能,从焊具结构设计、表面预处理与焊接结构设计3方面开展了相关的研究工作。
1 焊具结构设计
为了减小或消除传统FSW的大飞边和孔洞等焊接缺陷,一些研究者对传统FSW搅拌头进行了改进。Strand[31]、Rezgui[33]、Eslami[34]和Huang等[35]提出“静止靴”FSW,该焊具主要包含搅拌针、静止靴和加热装置。搅拌针主要产生摩擦热,软化和搅拌材料;与常规静止轴肩不同,“静止靴”为长条形,可预热材料、防止材料溢出并降低冷却速率;加热装置内部具有一个温度控制器,可额外提供辅助热源,降低焊缝冷却速率。Rezgui等[33]采用木质静止靴焊接HDPE材料并采用数值模拟方法进行验证,取得了较好的一致性。但静止靴FSW最大挑战是阻止塑性材料溢出和长焊缝中轴肩断裂。为了避免该问题的发生,Eslami等[34]研究了PC、Teflon、铝、木材和铜旋转轴肩对接头成形的影响规律,发现Teflon静止靴最优,可取得高质量表面成形,原因在于外部的铜套可吸收更多的热量。通过以上的结果可知,静止靴可有效解决焊缝表面成形问题,但需辅助加热措施,其增加了焊具结构的复杂性。但是,针对焊接工作部核心部件之搅拌针,研究内容匮乏。
2 表面预处理
铝合金与聚合物之间的连接主要依靠物理吸附(范德华力和氢键)、化学连接(化学成键)和机械连接(宏观/微观机械咬合)。范德华力和氢键连接极弱,因此胶接和机械连接是主要的连接方式。虽然通过异质材料的混合可实现机械咬合,但巨大的CTE差异易引起铝合金与聚合物之间形成裂纹缺陷,减小胶接结合面积,降低接头性能。目前,通过改善材料表面能来提高胶接和微观机械连接的有效途径之一是表面预处理,从而保证待焊材料表面能高于或等于可取得完全润湿且良好的粘接能。表面预处理方法主要分为机械预处理、电化学预处理和其他外源能量辅助处理,如图7所示。机械预处理是将SiC等粒子高速喷射到铝合金表面,能够有效增加表面粗糙度;化学预处理、电化学预处理和激光表面预处理都能够在铝合金表面形成不同形状和尺寸的孔洞或凹槽结构。相比较来说,化学刻蚀工艺参数不稳定且形成的孔洞尺寸和形状不均匀;电化学阳极氧化处理能够制备纳米孔洞,其阳极氧化工艺相对稳定,形成的孔洞均匀且密度高,其孔径大小和厚度可调;激光处理可在合金表面形成格子状、沟槽状及圆孔状微型结构,由于其制备的凹槽尺寸较大且对外观形貌影响较大,故该方法多适用于钢铁类材料的表面造型。
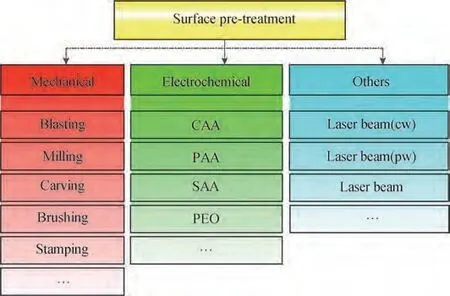
图7 表面预处理方法分类Fig.7 Categories of surface pre-treatment methods
表2为不同预处理技术下金属表面形貌[36-39]。可见,不同方式的预处理均在一定程度上增加了金属表面粗糙度,有利于促进金属与聚合物材料微观机械咬合效果,提升异质接头力学性能。Yusof等[25,40]研究了5052铝合金和PET聚合物的FSSW。高表面粗糙度引起了高质量界面连接形成于5052铝合金和PET聚合物之间。采用原始接收态(表面粗糙度Ra0.31μm)的焊接接头的拉剪载荷仅为0.4~0.8kN,而经过表面预处理的焊接接头拉剪载荷达到4.8~5.2kN。当熔融的聚合物作用在粗糙的表面时,填充基体表面不规则的凹陷和孔洞等,形成机械咬合。Lambiase等[36,41–43]采用激光毛化处理制备了表面微凸起形貌,焊接过程中摩擦挤压力促进金属凸起进入塑性聚合物中,同时局部微凹陷亦被聚合物所填充,促进微观机械咬合效果。Fuchs等[37]也采用激光毛化制备了锥状凸起形貌,当无针焊具经过上层铝合金时,摩擦产热软化下层聚合物,挤压力促进锥状凸起扎入聚合物中,形成宏观机械连接,提升接头性能。铬酸阳极化和磷酸阳极氧化是航空工业中最常用的表面预处理方式。铝表面的氧化层作为隔离层防止铝合金腐蚀。氧化膜的厚度和形貌主要依靠电流、电压和相应的电阻率。同时,铝合金表面的氧化膜包含大量细小的微观孔洞,呈六角形结构均匀分布。因此,当熔融的聚合物填充进这些微小孔洞后,与金属形成微观机械咬合和胶接效果,提高了接头强度。同时,表面的Al2O3易与–OH基团形成共价键,提高胶接效果。Aliasghari等[44]探讨了PEO预处理对5052铝合金和PP聚合物FSSW的影响。制备的热隔离且多孔的陶瓷层为聚合物的填充和咬合提供有利位置,形成微观机械连接,提高接头强度。但聚合物的热降解和气泡缺陷导致承载面积减小和应力集中,降低接头强度。值得强调的是,为得到优质的铝合金/聚合物异质接头,合适的表面预处理工艺极其必要。
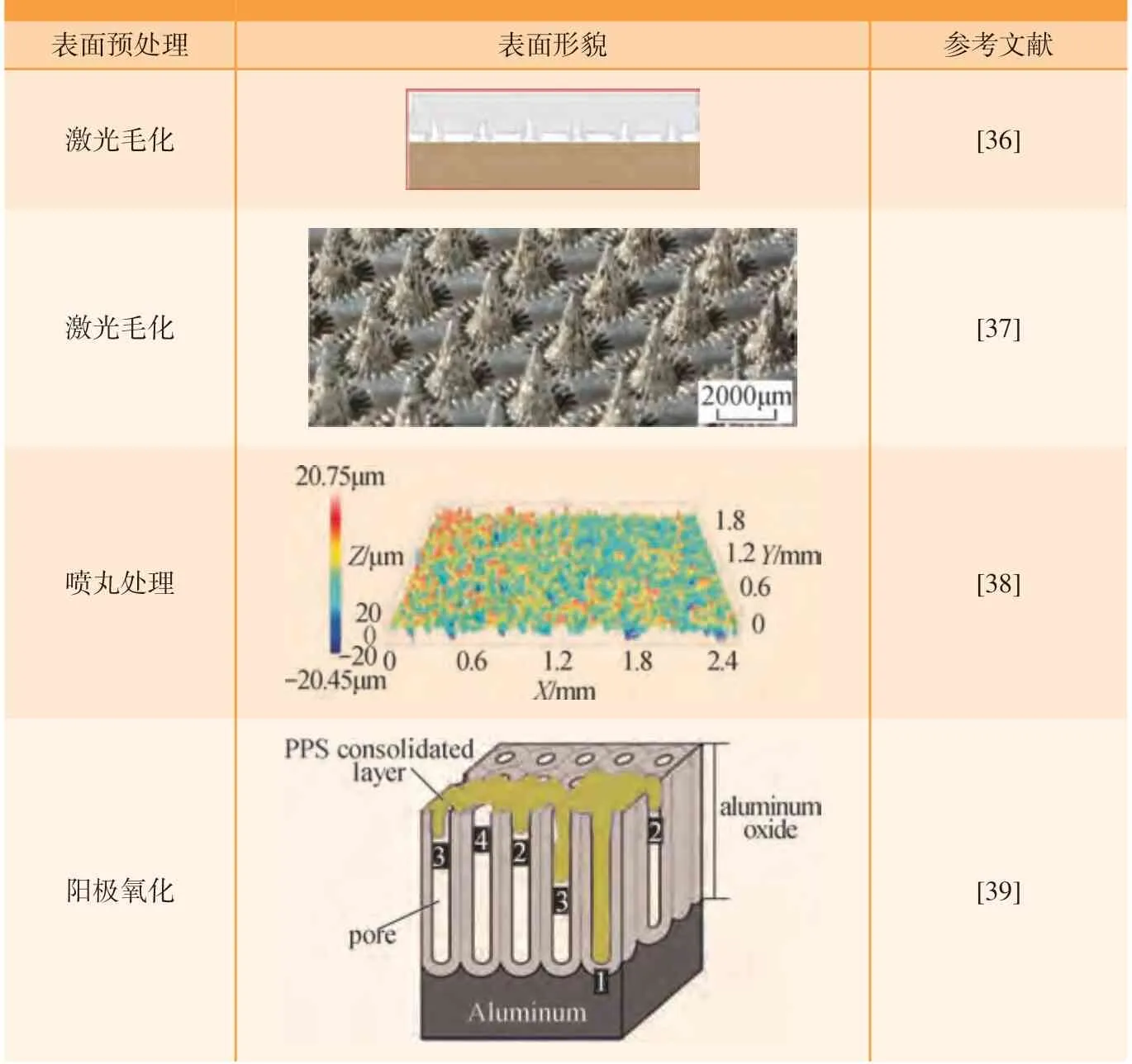
表2 不同预处理技术下表面形貌Table 2 Surface morphologies under different pre-treatment techniques
3 新型摩擦铆焊结构形式
3.1 回填式搅拌摩擦点焊
回填式搅拌摩擦点焊(Friction spot joining,FSpJ)是基于FSW的衍生技术,由德国亥姆霍兹联合会发明并注册专利。FSpJ焊具主要包含压紧环、套筒和搅拌针。焊接过程中,套筒旋转并扎入待焊板材一定深度,但并未与下层热塑性聚合物基复合材料接触,同时搅拌针旋转向上回抽[45];在摩擦热和轴向力的共同作用下,部分塑性变形的铝合金流向由搅拌针回抽留下的空腔;同时,聚合物板材熔化或软化并与铝合金接触。最后,搅拌针再次下扎而套筒回抽,实现铝合金板材的二次填充,完成整个焊接过程。图8[46]为典型铝合金与聚合物基复合材料FSpJ接头。铆钉结构形成于铝合金/复合材料界面且微扎入复合材料,形成机械咬合结构,提高接头强度。同时,焊接过程中产生的摩擦热通过热传导的方式由上层铝合金传导至下层聚合物基复合材料,产生了较薄的熔融层,形成焊接接头。此外,FSpJ接头具有无匙孔、厚度减薄小、焊接时间短、工艺简单、无纤维断裂和力学性能高等优势。
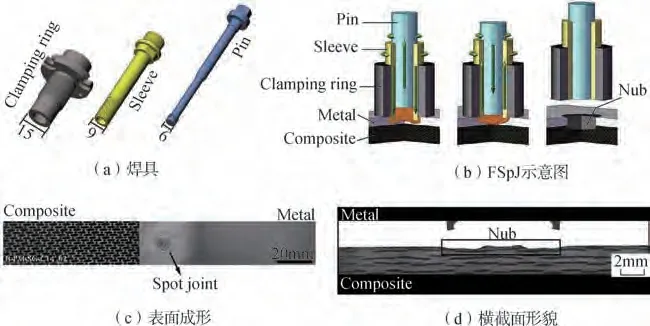
图8 铝合金与CFRP的FSpJ示意图与接头成形Fig.8 Schematic and joint formation during FSpJ between CFRP and Al alloys
3.2 摩擦注射铆焊
当前,连接金属与聚合物部件广泛使用的一种方法为堆叠焊,其主要通过金属或聚合物发生变形诱导形成机械连接。目前,堆叠焊技术在汽车车体等典型位置取得应用[47–48]。堆叠焊过程如下:将热塑性聚合物的表面凸出的圆柱装配进入金属表面预制几何兼容孔,对聚合物圆柱施加能量使其软化并变形,产生类似铆钉的结构单元,实现机械咬合。根据能量类型和圆柱软化方式,堆叠焊可分为冷堆叠、热具堆叠、热气堆叠、超声堆叠及红外/激光堆叠等[49]。冷、热堆叠工艺存在聚合物弹性恢复问题;超声波堆叠技术设备昂贵;红外/激光堆叠仅适用于光学兼容聚合物。Abibe等[32]提出了摩擦注射铆接(Friction-based injection clinching joining,F–ICJ),如图9所示[50]。F–ICJ具有无需表面预处理、操作简单、环境无污染、无任何气体或烟雾、适用于生产线等。
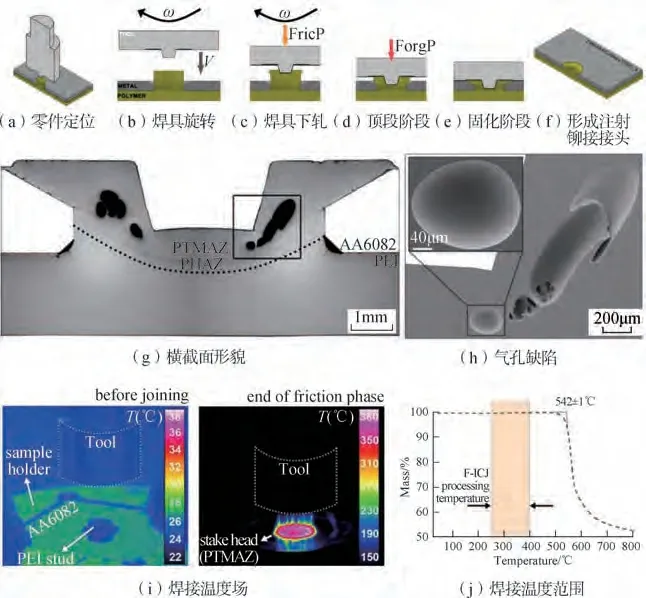
图9 F–ICJ连接过程与组织特征Fig.9 Joining phase and microstructural characteristics of F–ICJ
3.3 摩擦填充点焊
Karami等[51]提出一种新型的螺纹孔摩擦点焊(Threaded hole friction spot welding,THFSW)技术,如图10所示。焊接过程前在铝合金板预置螺纹孔,焊具与螺纹孔同轴装配。随后,焊接过程中焊具旋转且下扎进入铝合金板材0.3mm的深度,当与铝合金板接触时产生摩擦热,通过上层铝合金板材的热传导作用,预热下层聚合物材料。由于聚合物低热导率的特点,聚合物材料软化或塑化仅发生在铝合金与聚合物界面。当焊具进一步下扎时,软化聚合物材料被挤压进入铝合金板螺纹孔中,停留数秒之后,焊具回抽,形成宏观机械咬合效应,接头最大剪切强度达到聚合物材料基体强度的80%。

图10 THFSW示意图Fig.10 Illustration of THFSW
3.4 摩擦自铆焊
兼顾冶金连接与机械连接双重模式,Meng等[52]提出了摩擦自铆焊(Friction self-riveting welding,FSRW)技术,如图11[52]所示。微弧氧化预处理在铝合金表面制备了多孔氧化膜结构,增加了铝合金表面粗糙度,有利于促进聚合物材料在多孔氧化物铝合金表面润湿铺展;多孔氧化膜结构有效地促进了铝合金与复合材料之间的微观机械咬合效应。铝合金侧宏观预制孔为铝合金与复合材料之间的连接提供宏观的机械咬合,表面氧化膜可促进其冶金连接效果,实现异质接头的多重强化。通过FSRW技术,聚合物基复合材料异质接头最大剪切强度为27MPa,拉剪断裂位于复合材料侧,而非复合材料与铝合金的连接界面,呈现良好的界面连接效果。FSRW避免了常规机械铆接过程中复合材料增强纤维破损严重的问题,并转化常规胶接单一界面为多模式复合强化界面,可实现聚合物基复合材料与铝合金的优质连接。
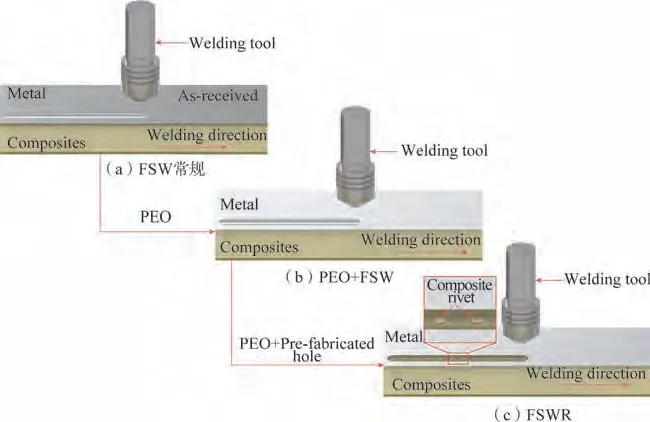
图11 摩擦自铆焊示意图Fig.11 Schematics of friction self-riveting-welding
3.5 摩擦填充铆焊
为进一步提升聚合物与铝合金之间的界面咬合效果,并解决FSRW过程中宏观预制孔过大难以实现有效填充的问题,Huang等[53]提出了摩擦填充铆焊技术(Friction filling staking joining,FFSJ),如图12所示。在铝合金侧制备宏观预制孔,并引入额外聚合物材料填充塞。焊接过程中,填充塞不断地旋转并下扎进入预制孔内部,与预制孔周围铝合金和下层聚合物材料摩擦产热与塑性流变。在顶端力和摩擦热的作用下,促进填充塞与铝合金发生冶金结合,并和下层聚合物材料发生界面愈合与分子扩散。在优化的焊接参数下,取得了完整性高的异质接头。填充塞不仅可作为一个有效的机械铆钉,而且可与铝合金材料产生界面反应,促进异质材料连接。机械咬合与局部冶金连接是FFSJ接头的主要连接机制。FFSJ具有装配精度高、工艺简单、焊接时间短和力学性能优异等优势,在铝合金与聚合物优质连接方面潜力巨大,可满足轻量化设计的需求。
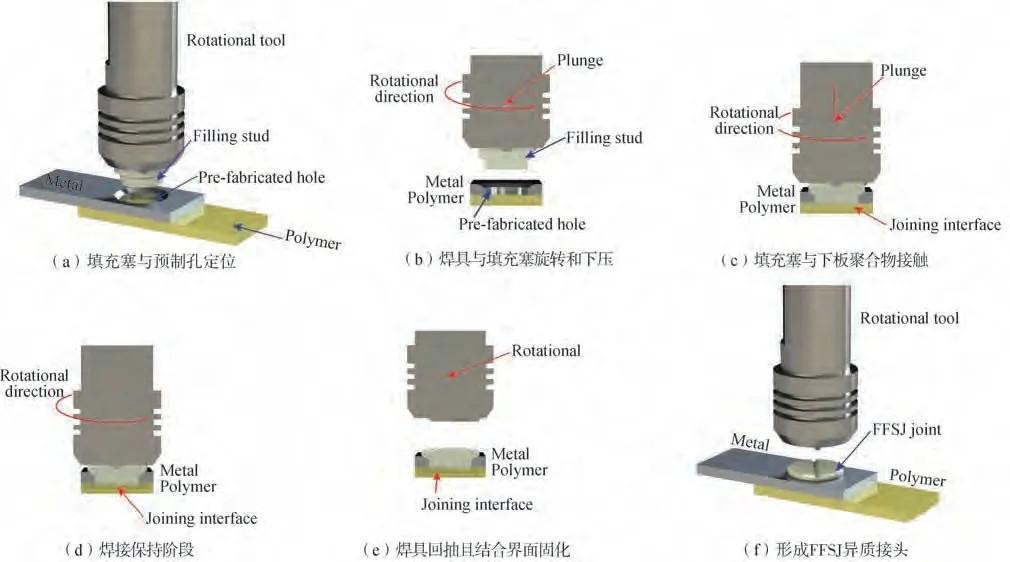
图12 FFSJ技术示意图Fig.12 Schematic of FFSJ technique
结论
(1)FSW技术具有低温和大塑性变形的特点,兼顾冶金连接与机械连接双重模式,焊接聚合物及其复合材料与铝合金材料优势巨大,可满足结构性能和轻量化设计的双重要求。
(2)通过调控工艺参数和优化焊具结构可取得优异的异质接头。通常高旋转速度配合低焊接速度有利于增加焊接热输入,改善接头成形并提高力学性能;三铣平面螺纹搅拌针增加材料应变速率,提升异质材料机械混合效果和咬合能力,形成铝铆结构,提高接头承载能力。
(3)焊接缺陷是造成聚合物与铝合金异质结构FSW性能低的主要原因,具体为铝合金与聚合物异质接头表面成形差且成品率低;界面缺陷严重,焊后残余应力易导致接头开裂;聚合物材料受热易降解或引起气泡等缺陷,降低界面结合效果。
(4)兼顾焊接冶金连接与铆接机械连接双重模式,可有效促进聚合物与铝合金异质接头的成形与承载。通过焊具结构设计、表面预处理与焊接结构优化可消除焊接缺陷并增强异质结构成形与咬合效果。静止靴配合三铣平面螺纹搅拌针可阻碍塑性材料溢出并增强焊缝内部材料流动,提高抗剪强度;表面预处理措施增加待焊材料表面粗糙度并改变表面化学状态,实现了微结构多孔镶嵌及冶金连接,提高了接头力学性能。
(5)未来,针对不同聚合物与不同铝合金之间连接的产业化应用,设计合适的接头形式及连接方式,开发适用于工业生产的柔性搅拌摩擦焊接装备,满足聚合物及其复合材料/铝合金异质材料大尺寸复杂结构的可靠连接和生产效率需求。
猜你喜欢
材料与冶金学报(2022年2期)2022-08-10
温州大学学报(自然科学版)(2022年2期)2022-05-30
家庭教育报·教师论坛(2021年42期)2021-12-23
建材发展导向(2021年9期)2021-07-16
河北画报(2021年2期)2021-05-25
北方论丛(2021年2期)2021-05-22
舰船科学技术(2021年12期)2021-03-29
建材发展导向(2021年23期)2021-03-08
制导与引信(2017年3期)2017-11-02
汽车维护与修理(2015年6期)2015-02-28