
基于SIMOTION D455的大部件调姿对合系统研制
2021-07-23 07:23李志强何华兵沈玉军
制造技术与机床 2021年7期
李志强 何华兵 王 飞 刘 旭 沈玉军
(成都飞机工业(集团)有限责任公司,四川 成都 610092)
近年来,国外以波音、空客、洛马等为代表的航空制造企业都在大力发展数字化装配技术,大量采用数字化装配系统;国内以成飞等为代表的主机厂也开始了大规模数字化装配应用。
数字化装配技术已经成为飞机制造业发展的必然趋势,国内外飞机制造企业将其视作一项非常重要的核心技术。国内的数字化装配系统目前主要由浙江大学、清华大学、南航、625所及日发等高校和企业生产制造。由于航空产品生产工艺更新快,对产品的要求越来越多,原有的设备已经不能适应公司快节奏的需求,通过重新设计制造新的大部件调姿对合系统以满足生产的需要很有必要。
1 大部件调姿系统介绍
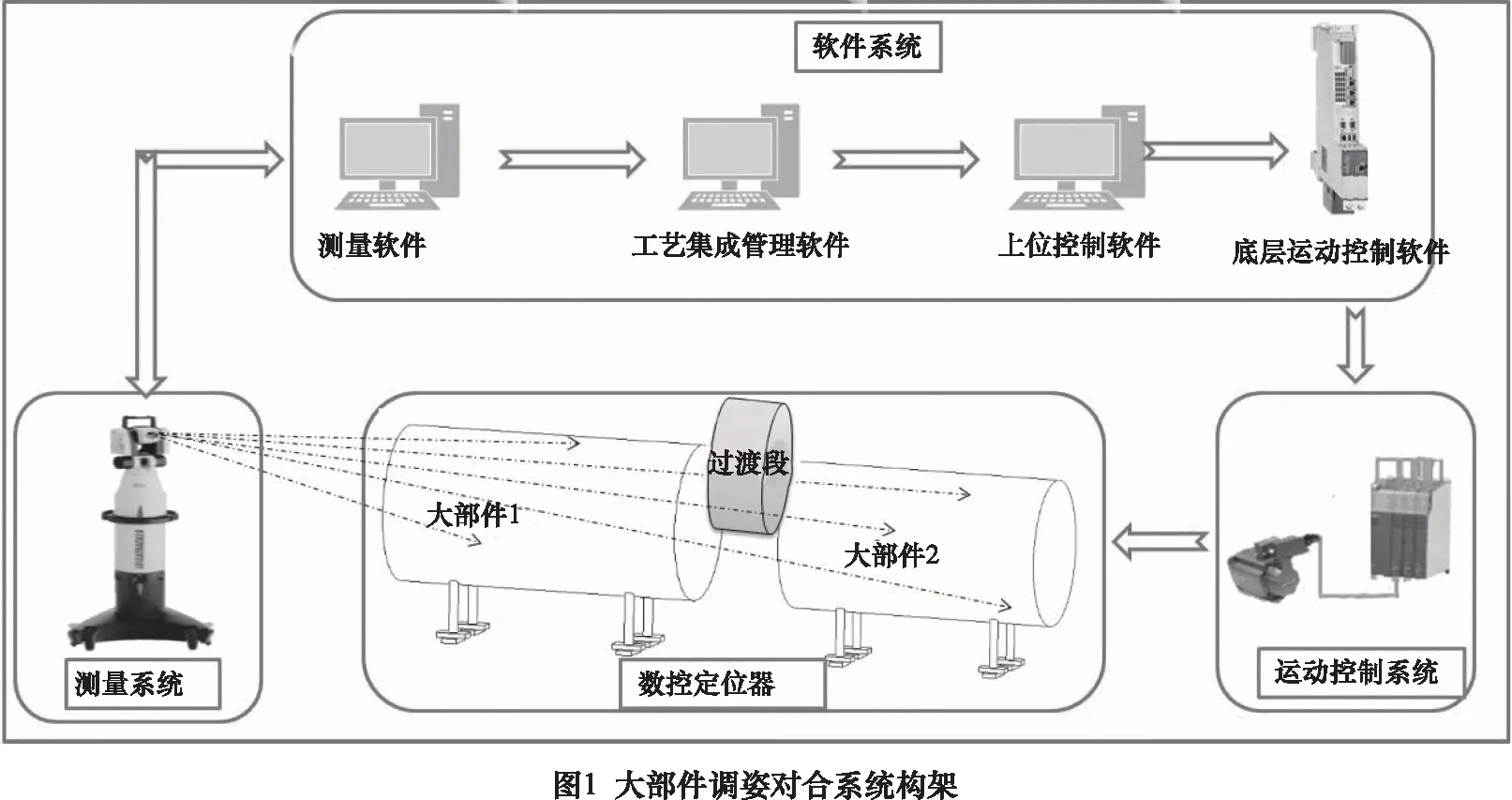
大部件调姿对合系统主要由测量系统、软件系统、运动控制系统和数控定位器4大部分组成,如图1所示。
测量系统通过测量现场固定的ERS点,使仪器的测量坐标系与装配坐标系一致,以使不同站位的仪器可具有相同的测量结果,并测量大部件姿态测量点,进行各大部件段姿态评价,以调整各大部件段姿态;以工艺集成管理软件为核心的软件系统实现了测量数据的处理、位置姿态的计算、运动轨迹的规划等;Siemens SIMOTION D455 运动控制系统和数控定位器的结合,实现了多个定位器同步、协调运动,完成大部件对合过程中的产品支承,数字化调姿、对合控制等工作。
2 系统组成
2.1 机械系统组成
本大部件调姿对合系统机械部件主要由多个数控定位器组成,该定位器为三坐标数控定位器,如图2所示,Y采用伺服电机、减速器、丝杠螺母传动,光栅尺实现全闭环控制,Y轴底座之上为X滑台,X滑台为十字滑台结构,下部与Y轴驱动系统连接实现Y向运动,上部安装X轴驱动系统与导向系统实现X轴运动,X轴驱动系统与Y轴驱动系统相同,同样采用伺服电机连接减速器和滚珠丝杠的形式,通过线性导轨导向,X滑台之上是X滑枕,Z立柱通过螺钉连接X滑枕,Z轴驱动方式也为伺服电机连接滚珠丝杠的方式,3个运动方向均采用封闭式光栅尺,实现全闭环控制,提高系统的控制精度。Z滑枕内装有球头锁紧装置,该装置可以实现球头的入位锁紧,球头锁紧装置内装有三维力传感器,传感器可实时监控机身受力状态,有效避免姿态调整时,机身受力过大而损坏。X、Y、Z这3个方向均设置限位开关和机械限位,在结构上提高工作的安全性。三轴采用风琴罩密封防护,既保证了内部传动装置的清洁,又使定位器简洁美观。

本系统的三坐标数控定位器分为两组,如图3所示,每组各4件,共计8件,两两面对面对称分布于两侧,两组定位器的主要结构(如驱动系统、导向系统等)形式相同,区别在于两种定位器的小部分零件呈镜像关系,定位器整体在Y轴方向上呈镜像关系。每4台承接一个大部件产品及相应托架,所有定位器协调运动完成产品的调姿、对合及装配工作。

2.2 电气系统组成
大部件调姿对合系统包含的两组共8台三坐标数控定位器采用Drive-CLiQ实时运动控制网络进行硬件集成,实现单个定位器各运动轴的位置伺服控制和多定位器之间的协同运动控制功能。在大部件调姿对合系统中,总共需要集成24根伺服运动轴,且每个大部件调姿对合单元内的12根运动轴需要同步协同控制。图4为控制系统硬件集成网络结构图,采用1个西门子Simotion D455运动控制器和4个西门子CU320-PN控制单元,以2个CU320为一组控制一段调姿定位单元的4个POGO柱,共计8个轴。4个CU320总共控制两个站位调姿定位单元的8个数控定位器,共计24个轴。

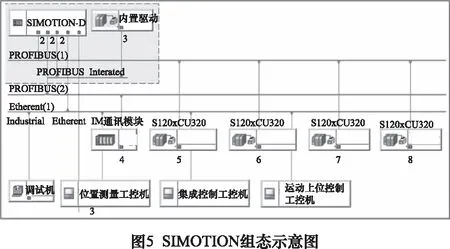
每台定位器的传感器信号,包括力传感器的模拟量信号以及上下电等数字量信号等都耦合在个ET200SP分布式I/O组合模块中,各个定位器的IO模块组成Profinet网络,由Simotion D455运动控制器进行控制,其基本组态如图5所示。
3 软件系统
3.1 软件架构
3.1.1 系统架构
基于.Net平台的C#语言进行开发,以工艺集成管理软件为中枢,通过事件驱动机制对测量、
数据库、运动控制软件及底层控制软件进行调用。包含工艺集成管理软件、测量软件、数据库管理软件、上位控制软件和底层控制软件5部分,如图6所示。

3.1.2 运动控制单元系统架构
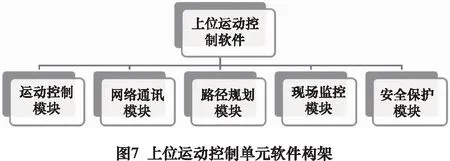
运动控制软件分为两个部分,上位运动控制软件和底层运动控制软件。上位控制软件运行于上位工控机,基于C#语言进行开发,主要功能是将装配现场参考坐标系下生成的各定位器驱动轴的调姿路径数据转换成相应伺服电机的运动控制参数,并根据选定的运动模式(如position-time、position-velocity-time等),将电机运动控制指令和运动参数通过下发到SIMOTION运动控制器。上位运动控制软件按功能需求划分为5个子功能模块,如图7所示。
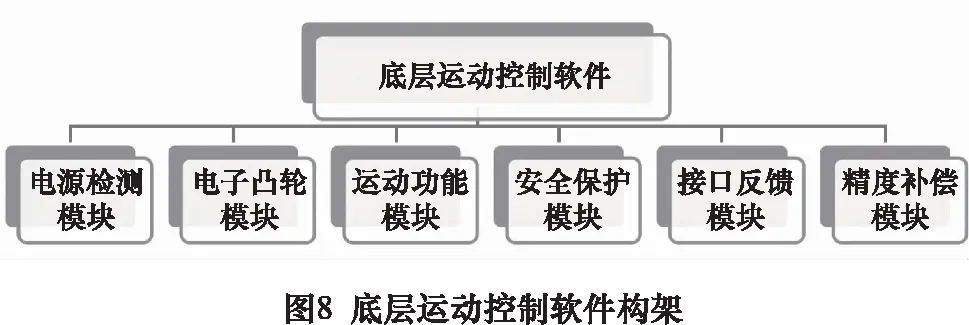
在接收到上位运动控制软件下发到SIMOTION运动控制器的电机运动控制指令和运动参数后,运动控制器控制各电机驱动器实现驱动轴同步协调运动到位,最终实现大部件的位姿调整和对接装配等任务。底层控制软件运行于SIMOTIOND 455上,模块化设计,采用ST语言进行底层运动控制开发,由六大功能模块组成,如图8所示。
3.2 运动控制
在大部件调姿运用领域,要实现各轴的同步协调运动,除了必须保证上位运动控制软件规划出的定位器各驱动轴运动轨迹同步协调外,还必须由SIMOTION运动控制器保证执行层各轴运动同步协调运动,如图9所示。
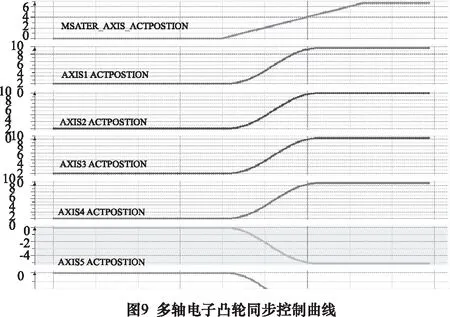
基于SIMOTION D455运动控制器的电子凸轮功能,通过对PID参数优化,对上位机发送位置信息进行拟合,以一个虚拟主轴的运动来牵引12个物理轴的同步运动,防止出现单个运动轴未执行的故障,确保多轴的速度、位置的协调运动,降低了运动过程中对产品的拉扯风险。
4 结语
本次大部件调姿对合系统研制,通过采用用西门子SIMOTION D455作为主控制器,其内部集成的模块化功能,使开发周期大大缩短;通过OPC数据和上位机之间的数据处理以及基于流程的程序控制,保证了系统的可靠运行;基于电子凸轮的多轴同步控制,在接收到上位运动控制软件下发到SIMOTION运动控制器的电机运动控制指令和运动参数后,运动控制器控制各电机驱动器实现驱动轴同步协调运动到位,最终实现大部件的位姿调整和对接装配等任务。该大部件调姿对合系统的控制原理及实现方法对其他大部件调姿对合系统的应用具有借鉴作用。
猜你喜欢
减速顶与调速技术(2021年1期)2021-08-14
科技创新导报(2021年33期)2021-04-17
微特电机(2020年11期)2020-12-30
电子制作(2018年17期)2018-09-28
车迷(2018年12期)2018-07-26
通信电源技术(2018年3期)2018-06-26
中国老区建设(2016年3期)2017-01-15
现代电子技术(2016年15期)2016-12-01
山东工业技术(2016年15期)2016-12-01
工业设计(2016年6期)2016-04-17
