一种空实向结构橡胶牵引球铰圆度减小的方法
2021-07-23 08:07曹广如姜良广
橡胶工业 2021年12期
曹广如,易 星,张 仟,姜良广,曾 怀,李 斌,林 胜
(1.株洲时代瑞唯减振装备有限公司,湖南 株洲 412007;2.株洲时代新材料科技股份有限公司,湖南 株洲 412007)
轨道车辆转向架对牵引装置要求越来越高,橡胶牵引球铰是牵引装置的重要部件,用于传递车辆的牵引力和制动力,并提供柔性连接和吸收车辆悬挂产生的振动。橡胶牵引球铰多要求具有非线性变刚度特性,为实现这一要求,橡胶牵引球铰通常需要进行空实向设计,即在橡胶牵引球铰的橡胶层上进行开孔设计,通常橡胶层开孔方向称为空向,未开孔方向称为实向[1-7]。
由于橡胶牵引球铰的橡胶层不连续,各方向的应力应变水平不一致,导致空实向结构橡胶牵引球铰在硫化后的停放过程中容易出现椭圆现象,即橡胶牵引球铰的圆度不合格,从而影响后续工序的加工,尤其在冬季气温低时这个问题更加严重[8-10]。具体而言,空实向结构橡胶牵引球铰在硫化后的停放过程中,橡胶层发生收缩,导致产品出现实向直径变小、空向直径变大的现象;对橡胶牵引球铰金属外套施加外力进行径向预压缩,橡胶层在实向受到压缩,表现出一定的膨胀力,会使产品发生实向直径变大、空向直径小的现象[11-12]。
为解决以上问题,孟兆荣等[13-14]提出了热挤压、延长产品热挤压后停放时间以及二次硫化等方法,但这些方法较为繁琐,耗时耗能,在实际生产过程中较难实施。
本工作针对空实向结构橡胶牵引球铰,设计出一种弹性多瓣椭圆孔缩径工装(简称椭圆孔缩径工装)及相应预压缩工艺,并对该预压缩工艺下的橡胶牵引球铰圆度、径向刚度、粘合性能和耐疲劳性能进行检测,以期为解决空实向结构橡胶牵引球铰圆度过大的问题提供一种新思路。
1 实验
1.1 主要原材料
天然橡胶(NR),3#烟胶片,马来西亚产品;炭黑N330,中昊黑元化工研究设计院有限公司产品;胶粘剂底胶CH205和面胶CH6108,洛德化学(上海)有限公司产品;铁件,株洲时代新材料科技股份有限公司自制。
1.2 试验配方
NR 100,炭黑N330 60,氧化锌 10,硬脂酸 2,防老剂 4,软化剂 3,硫黄 2.5,促进剂2.2,其他 3。
1.3 主要设备和仪器
K4型密炼机,英国法雷尔公司产品;XK-450型开炼机,宜兴阳昇机械有限公司产品;100 t平板硫化机,湖州宏侨橡胶机械有限公司产品;CSS-55100型电子万能试验机,长春机械科学研究院有限公司产品;十二通道疲劳试验机,北京富力通达科技有限公司产品。
1.4 试样制备
先将已表面处理的铁件装入已预热的模具中并合拢模具,再将胶料注入模具,然后进行硫化成型,硫化条件为155 ℃×40 min。
1.5 分析测试
(1)圆度测试。使用外径千分尺分别测量空实向结构橡胶牵引球铰空向和实向直径,以两者差值绝对值除以2的值表征橡胶牵引球铰圆度。其值越大,表明橡胶牵引球铰圆度越大,空实向直径差异越大。
(2)径向刚度测试。沿空实向结构橡胶牵引球铰空向径向施加载荷(最大至40 kN),计算载荷为1~35 kN间橡胶牵引球铰的刚度。
(3)径向破坏测试。将空实向结构橡胶牵引球铰外套对称切割出2个缺口,将外套分为两部分,用工装插入缺口支撑住其中一部分,对芯轴施加向下的压力,直至橡胶牵引球铰破坏分离,如图1所示。
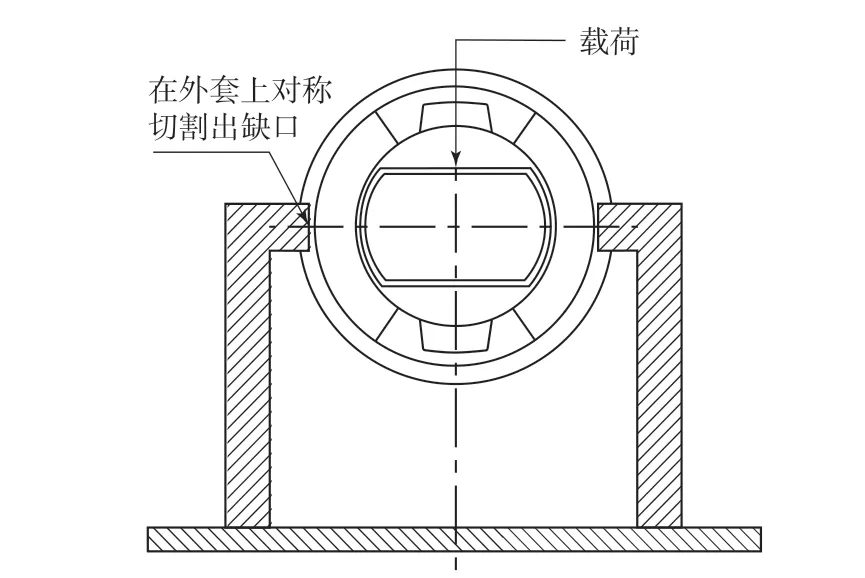
图1 空实向结构橡胶牵引球铰径向破坏试验示意Fig.1 Radial failure test diagram of hollow solid structure rubber traction bush
(4)其他性能。其他各项性能均按相应国家标准进行测试。
2 预压缩工装设计
2.1 产品结构分析
空实向结构橡胶牵引球铰结构如图2所示。橡胶牵引球铰的外套为整体式圆筒,外套直径在橡胶牵引球铰硫化后为104 mm,在预压缩后为101 mm,在精加工后为98.5 mm。
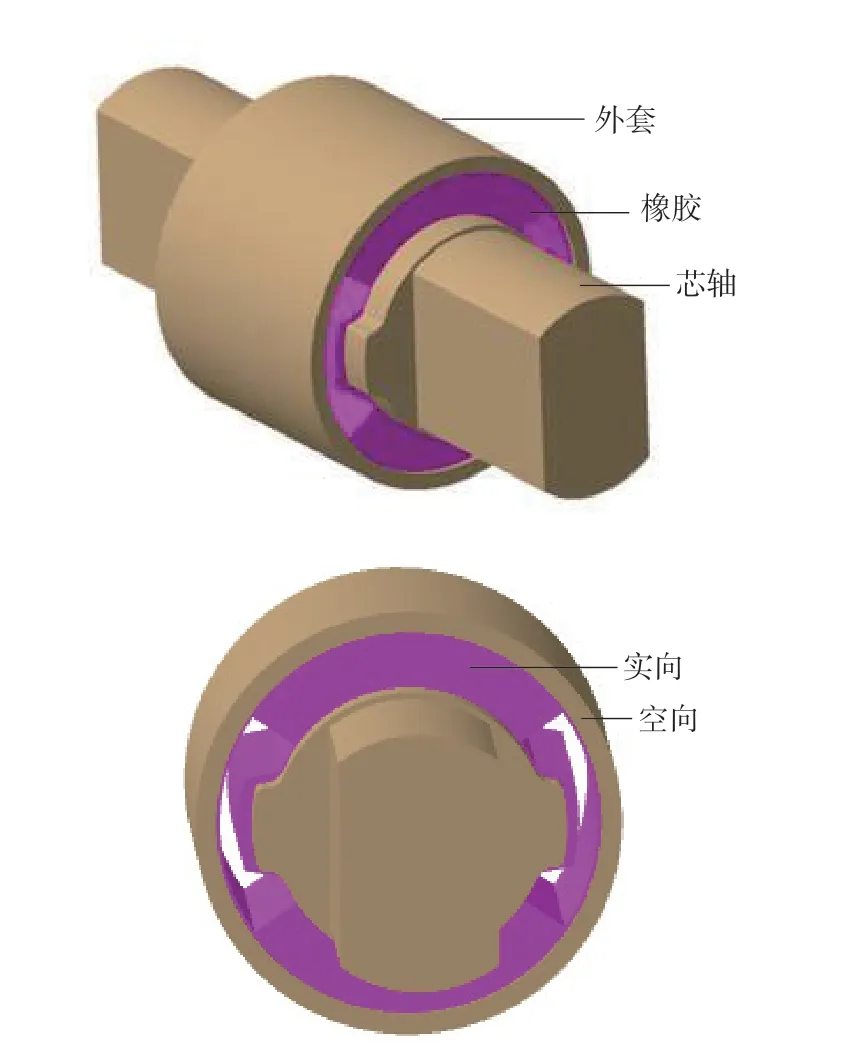
图2 空实向结构橡胶牵引球铰结构示意Fig.2 Structure diagram of hollow solid structure rubber traction bush
2.2 传统预压缩工艺
橡胶牵引球铰的一种传统预压缩工艺是轴向圆孔挤压工艺,即通过施加轴向力使硫化后的橡胶牵引球铰通过比其外径小的圆孔工装,实现橡胶牵引球铰径向预压缩[15-16]。该预压缩工艺的工装加工制作相对简单快捷、成本低廉,被普遍应用。但采用该预压缩工艺的空实向结构橡胶牵引球铰圆度明显过大,甚至超过0.5 mm。
橡胶牵引球铰的另一种传统预压缩工艺是弹性多瓣圆孔径向压缩工艺,即将橡胶牵引球铰放在闭合后内孔为圆孔的弹性多瓣缩径工装内,通过施加径向力直至多瓣模完全闭合,实现橡胶牵引球铰径向预压缩[17]。径向预压缩完成后卸去加载力,瓣模弹开,取出橡胶牵引球铰。该预压缩工艺的工装制作要求较高,但应用时效率高,操作简便,近年来其被逐步推广。但采用该预压缩工艺的空实向结构橡胶牵引球铰圆度仍然过大,圆度仍达0.5 mm以上。
2.3 新型椭圆孔缩径工装
结合空实向结构橡胶牵引球铰的特点以及2种传统缩径工装内孔为圆孔的不足,创新性地设计出内孔为椭圆孔的椭圆孔缩径工装,其结构如图3所示。
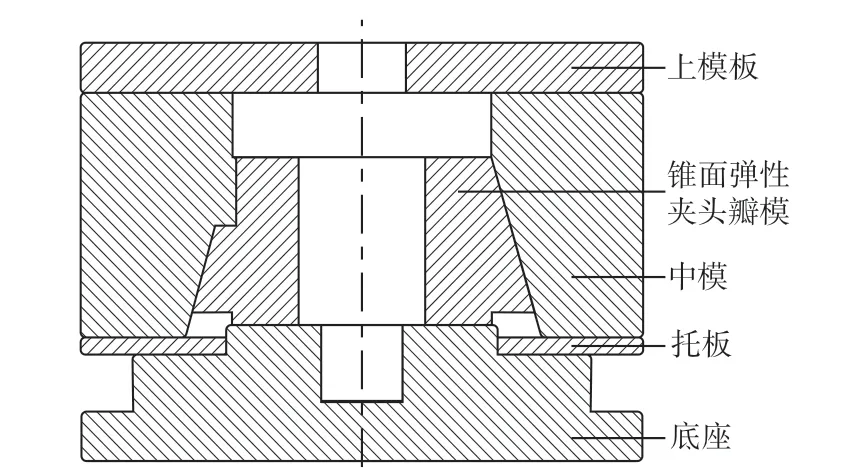
图3 新型椭圆孔缩径工装结构示意Fig.3 Structure diagram of new elliptical hole reducing diameter tooling
从图3可以看出,新型椭圆孔缩径工装由底座、托板、中模、锥面弹性夹头瓣模和上模板组成。底座设有一个定位孔,其形状随橡胶牵引球铰芯轴形状变化而变化,以便实现对橡胶牵引球铰空实向的定位。托板主要作用为开模后托起锥面弹性夹头瓣模,不让其坠落。中模内锥孔壁的锥面凸台与锥面弹性夹头瓣模外表面锥面凹槽配合,为锥面弹性夹头瓣模提供周向定位。锥面弹性夹头瓣模闭合后内孔为椭圆,其长轴对应橡胶牵引球铰的实向,其短轴对应橡胶牵引球铰的空向。
新型椭圆孔缩径工装的工作原理为:首先将椭圆孔缩径工装的底座、上模板分别与压力机台的下板、上板连接固定;利用机台驱动打开工装,将空实向结构橡胶牵引球铰定位于底座,机台合拢并加压锁紧缩径工装,对橡胶牵引球铰进行缩径;利用机台驱动打开工装,取出橡胶牵引球铰,其缩径完成。椭圆孔缩径工装的工作步骤如图4所示。
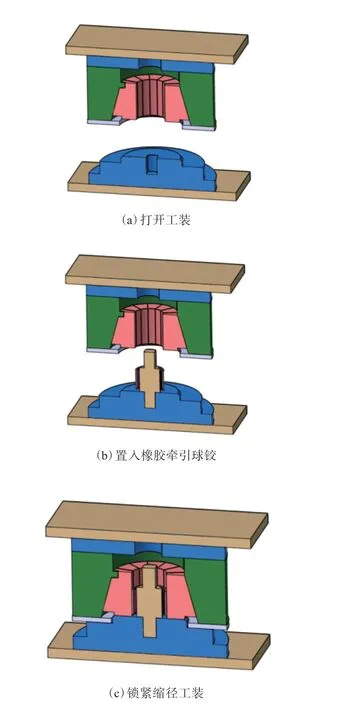
图4 新型椭圆孔缩径工装的工作步骤示意Fig.4 Working step diagram of new elliptical hole reducing diameter tooling
3 结果与讨论
3.1 圆度
从图5和6可以看出,传统轴向圆孔挤压工艺橡胶牵引球铰圆度的平均值为0.732 4,新型椭圆孔缩径工艺橡胶牵引球铰圆度的平均值为0.130 4,与传统轴向圆孔挤压工艺橡胶牵引球铰相比,新型椭圆孔缩径工艺橡胶牵引球铰圆度的平均值减小了82%,表明椭圆孔缩径工艺明显减小了空实向橡胶牵引球铰圆度。另外,新型椭圆孔缩径工艺橡胶牵引球铰圆度的极差平均值及控制上限都远小于传统轴向圆孔挤压工艺橡胶牵引球铰。这些表明椭圆孔缩径工艺橡胶牵引球铰圆度的稳定性更佳,该工艺可用于批量生产[21-24]。
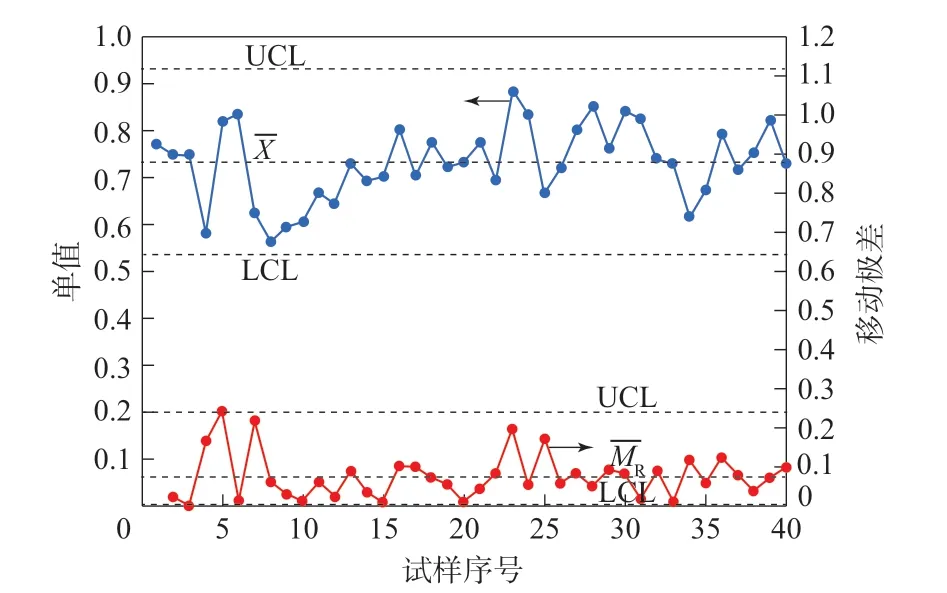
图5 传统轴向圆孔挤压工艺空实向结构橡胶牵引球铰圆度的单值和移动极差曲线Fig.5 Individual value and moving range curves of roundnesses of hollow solid structure rubber traction bushes by traditional axial circular hole extrusion process
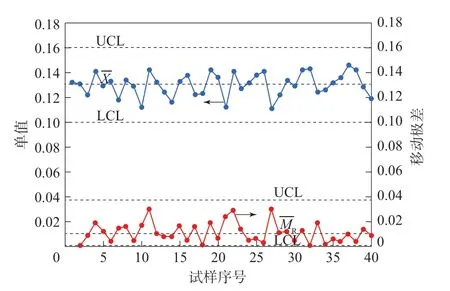
图6 新型椭圆孔缩径工艺实向结构橡胶牵引球铰圆度的单值和移动极差曲线Fig.6 Individual value and moving range curves of roundnesses of hollow solid structure rubber traction bushes by new elliptical hole reducing diameter process
3.2 径向刚度
任意选取2种预压缩工艺空实向结构橡胶牵引球铰各5件,外圆精加工至成品尺寸,室温下停放24 h后进行径向刚度试验,结果如图7所示。
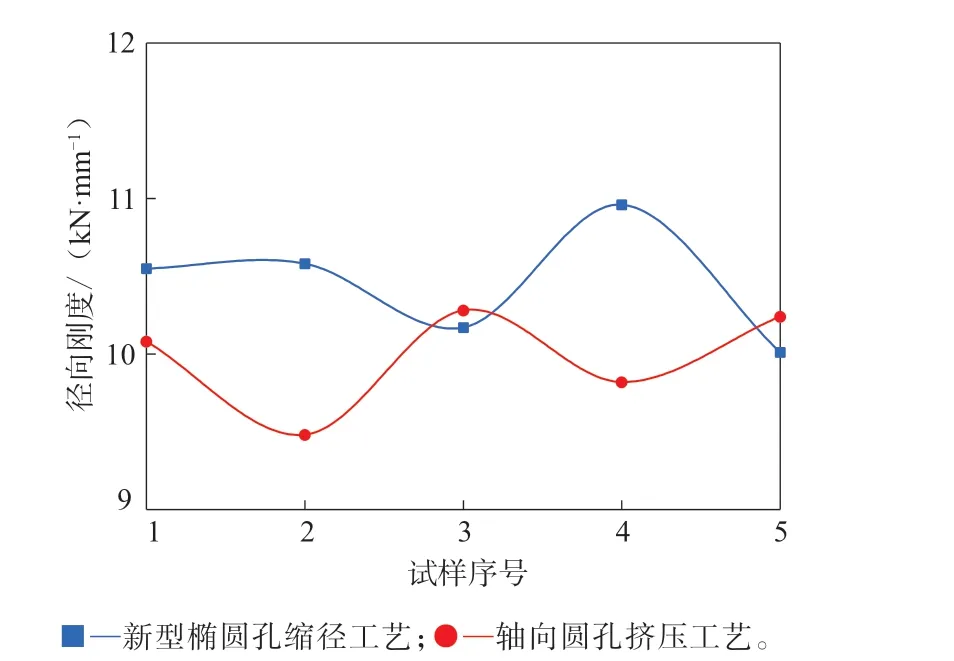
图7 不同预压缩工艺空实向结构橡胶牵引球铰径向刚度Fig.7 Radial stiffnesses of hollow solid structure rubber traction bushes with different pre-compression processes
从图7可以看出,2种工艺橡胶牵引球铰刚度相差不大,波动值在合理范围之内,不影响其使用性能。新型椭圆孔缩径工艺橡胶牵引球铰刚度略大,这与其圆度稍小有关,圆度越小,橡胶层预压缩量相对越大,橡胶牵引球铰径向刚度越大。
3.3 粘合性能
任意选取2种预压缩工艺空实向结构橡胶牵引球铰各1件,进行径向破坏试验,破坏实物如图8所示,粘合性能测试结果如表1所示。

图8 径向破坏的空实向结构橡胶牵引球铰Fig.8 Hollow solid structure rubber traction bush with radical damage

表1 不同预压缩工艺空实向结构橡胶牵引球铰的粘合性能测试结果Tab.1 Adhesive property test results of hollow solid structure rubber traction bushes with different pre-compression processes
从图8和表1可看出,传统轴向圆孔挤压工艺和新型椭圆孔缩径工艺橡胶牵引球铰的橡胶-金属粘合力和附胶率都很大且相近,说明新型椭圆孔缩径工艺不会对橡胶牵引球铰橡胶-金属粘合性能产生不利影响。
3.4 耐疲劳性能
抽取径向刚度相近的2种预压缩工艺空实向结构橡胶牵引球铰各1件,进行径向耐疲劳试验,结果如表2所示。
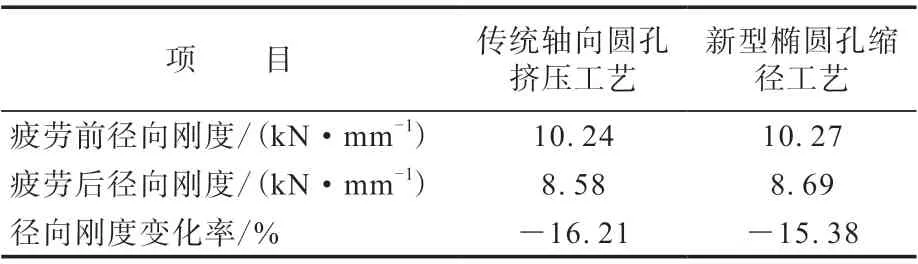
表2 不同预压缩工艺空实向结构橡胶牵引球铰的耐疲劳性能Tab.2 Fatigue resistance of hollow solid structure rubber traction bushes with different pre-compression processes
由表2可看出,传统轴向圆孔挤压工艺和新型椭圆孔缩径工艺橡胶牵引球铰耐疲劳性能相当,这表明新型椭圆孔缩径工艺不会对橡胶牵引球铰耐疲劳性能产生不利影响。这是由于橡胶牵引球铰耐疲劳性能主要与其结构、胶料配方、硫化程度和预压缩量有关,而2种预压缩工艺并未明显改变以上影响因素,因此2种工艺橡胶牵引球铰耐疲劳性能相近。
4 结论
(1)针对空实向结构橡胶牵引球铰预压缩设计了新型椭圆孔缩径工装。与传统轴向圆孔挤压工艺橡胶牵引球铰圆度相比,新型椭圆孔缩径工艺橡胶牵引球铰圆度减小82%。
(2)新型椭圆孔缩径工艺橡胶牵引球铰径向刚度略微增大,粘合性能和耐疲劳性能未产生明显变化。因此,采用新型椭圆孔缩径工艺可解决橡胶牵引球铰圆度过大的问题,并不影响橡胶牵引球铰的使用性能。
猜你喜欢
中国临床医学影像杂志(2022年6期)2022-07-26
装备制造技术(2021年4期)2021-08-05
哈尔滨轴承(2021年1期)2021-07-21
防爆电机(2020年6期)2020-12-14
制造技术与机床(2019年11期)2019-12-04
模具制造(2019年4期)2019-06-24
电子测试(2015年18期)2016-01-14
Coco薇(2015年10期)2015-10-19
温州职业技术学院学报(2014年2期)2014-03-11
振动、测试与诊断(2014年1期)2014-03-01