隔声阻尼丁腈橡胶/氯丁橡胶复合材料的制备及性能研究
2021-07-23 08:07:58赵羽劲姜晓妍朱维浩陈明同曾宪奎
橡胶工业 2021年12期
赵羽劲,姜晓妍,朱维浩,陈明同,曾宪奎*,王 东
(1.青岛科技大学 机电工程学院,山东 青岛 266061;2.青岛澳泰交通设备有限公司,山东 青岛 266061)
橡胶复合材料在隔声阻尼方面具有独特的优势,进一步拓宽有效阻尼温域、提高隔声和阻尼性能将使这类材料的应用越来越广泛[1-3]。有效阻尼温域通常是指材料损耗因子(tanδ)大于0.3的温度范围,但一般橡胶阻尼材料的有效阻尼温域只有20~40 ℃,阻尼性能欠佳[4-5],可以通过橡胶与橡胶并用或橡胶与塑料共混的方法来有效提高材料的阻尼性能。
符刚等[6]将丁腈橡胶(NBR)和聚氯乙烯(PVC)共混,发现NBR/PVC共混比为70/30时,tanδ不小于0.5的复合材料的阻尼温域为-16~+34 ℃,该阻尼材料适用于常温。庄婷婷[7]研究发现天然橡胶(NR)/丁基橡胶(IIR)并用比为90/10时,复合材料的tanδ达到1.0,阻尼温域为-59.6~-29.5 ℃,阻尼性能较好。罗仡科等[8]在三元乙丙橡胶(EPDM)与乙烯-醋酸乙烯酯共聚物(EVA)共混物中加入了云母粉,云母粉对复合材料的低频隔声性能影响显著。汤振杰等[9]研究玻璃微珠(GB)对IIR胶料隔声性能的影响规律发现,随着GB含量的增大,胶料的隔声性能提高。王建功等[10]研究NR/NBR复合材料发现,随着有机蒙脱土(OMMT)用量的增大,NR/NBR复合材料的滞后能量密度和阻尼因数增大。
NBR与氯丁橡胶(CR)都是阻尼性能较好的橡胶,但各自的有效阻尼温域有限,一般为20~30℃[11]。由于NBR和CR的玻璃化转变温度相差约30℃,且两种橡胶都呈一定极性,因此两种橡胶复合材料的有效阻尼温域较宽[12];且添加云母粉、中空玻璃微珠(HGB)、蒙脱土(MMT)可以有效改善复合材料的阻尼性能和隔声性能。本工作以NBR和CR为主体材料,通过添加云母粉、HGB和MMT制备阻尼温域宽度及隔声阻尼性能好的NBR/CR复合材料,并利用正交试验研究NBR/CR并用比、云母粉用量、HGB用量、MMT用量对NBR/CR复合材料阻尼性能和隔声性能的影响,确定NBR/CR复合材料的优化配方组合。
1 实验
1.1 原材料
CR,牌号230,上海山橡化工有限公司产品;NBR,牌号N41,上海多康实业有限公司产品;云母粉,粒径10 μm,灵寿县华源云母有限公司产品;HGB,牌号qp550,东营一诺新材料有限公司产品;MMT,粒径5 μm,灵寿县云涛矿产产品贸易有限公司提供。
1.2 配方
NBR母炼胶的配方:NBR 100,炭黑N219 66,白炭黑 18,氧化锌 5,硬脂酸 1,二辛脂9,防老剂MB 1.5,促进剂 TMTD 1.5,促进剂DM 1.5,硫黄 1.5。
CR母炼胶的配方:CR 100,炭黑N219 68,白炭黑 8,氧化镁 4,氧化锌 5,二辛脂 16,防老剂4010 1,防老剂BLE 1,促进剂TMTD 0.5,促进剂NA-22 1。
本试验考虑的影响因素较多,进行四因子五水平的正交试验,因子与水平如表1所示;将因子与水平按L25(56)正交表设计的25个有代表性的NBR/CR复合材料的配方组合如表2所示。表中,NBR/CR并用比以NBR母炼胶与CR母炼胶中NBR与CR用量比计,云母粉用量、HGB用量、MMT用量单位为份。
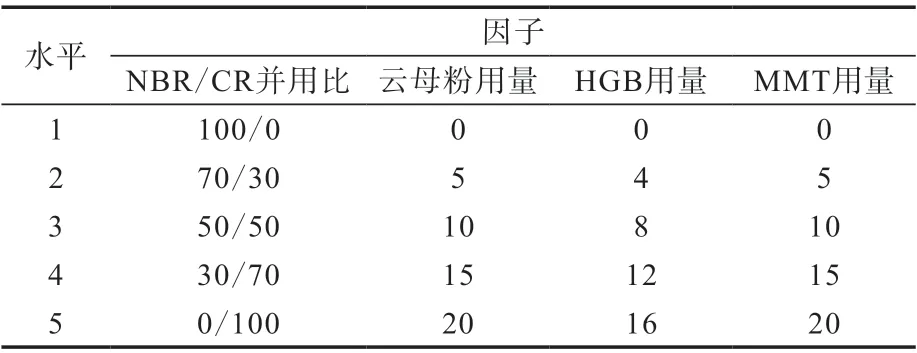
表1 因子与水平表Tab.1 Factors and levels
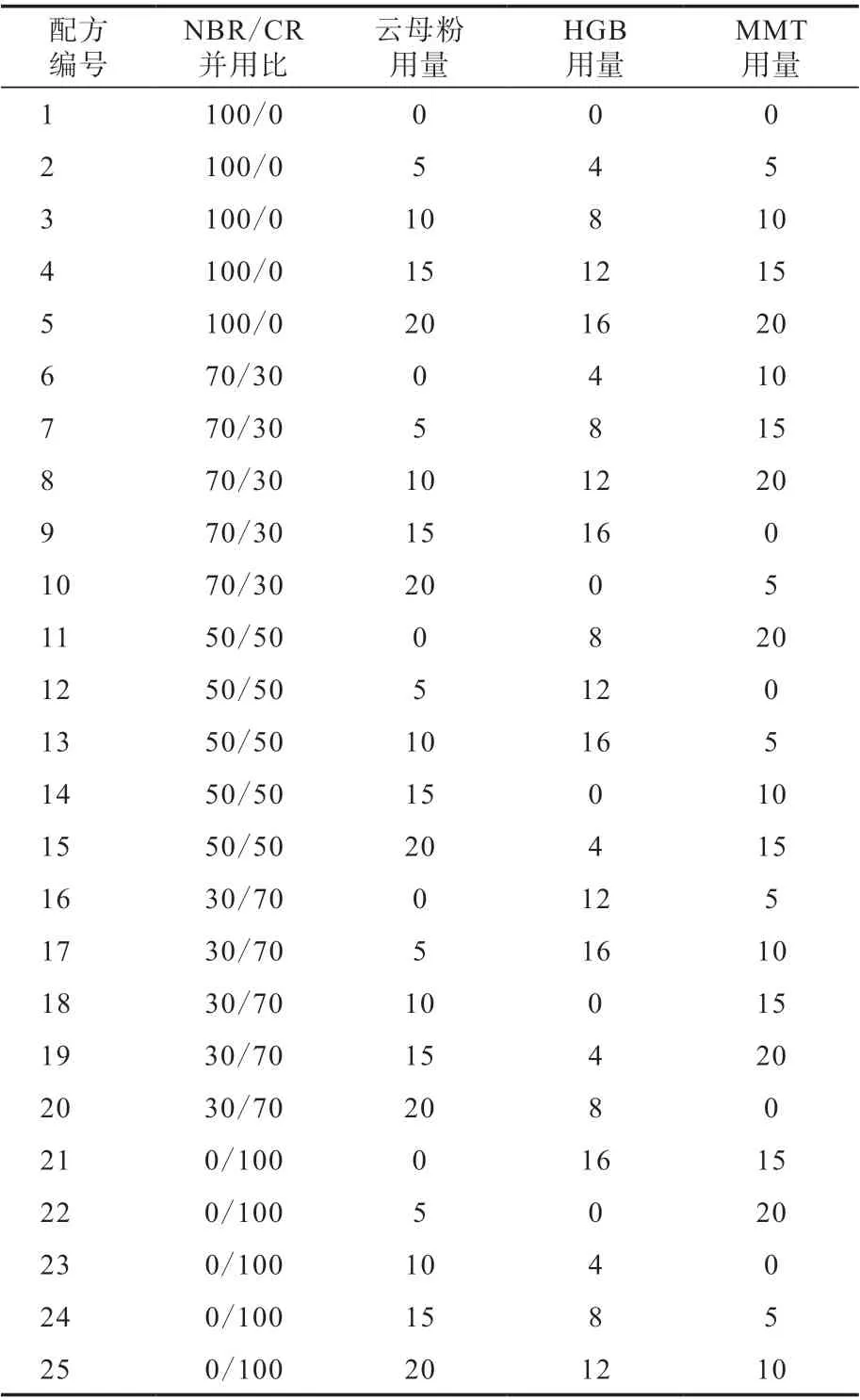
表2 NBR/CR复合材料的配方组合Tab.2 Formular combinations of NBR/CR composites
1.3 主要设备和仪器
X(S)K-160型开炼机,上海第一橡胶机械厂有限公司产品;XLD-400×400×2型平板硫化机,青岛亿朗橡胶装备有限公司产品;QP-16型橡胶塑料试验切片机,中国台湾高铁检测仪器有限公司产品;DMA-150型动态力学分析仪,德国GABO公司产品;SW422/SW477型双通道阻抗管声学分析仪,北京声望声电技术有限公司产品。
1.4 试样制备
NBR母炼胶和CR母炼胶按常规混炼工艺混炼,即将生胶在开炼机上薄通5次,加入炭黑和白炭黑,待炭黑和白炭黑完全混入后,再加入加工助剂,混炼均匀后加入硫黄和促进剂,打三角包、打卷各5次,出片。
按照试验配方,在开炼机上同时加入NBR母炼胶、CR母炼胶和填料共混,打三角包、打卷各7—8次后下料,停放8 h。胶料在平板硫化机上硫化,硫化条件为162℃/15 MPa×15 min。
1.5 测试分析
阻尼性能[最大损耗因子(tanδmax)和有效阻尼温域宽度]采用动态力学分析仪按照GB/T 33061.1—2016《塑料 动态力学性能的测定 第1部分:通则》进行测试,测试条件为:频率 10 Hz,升温速率 2 ℃·min-1,温度范围-40~+40 ℃,应变 0.1%,试样尺寸 30 mm×6 mm×2 mm,采用拉伸模式。
隔声性能(平均隔声量)按照GB/T 19889.3—2005《声学 建筑和建筑构件隔声测量 第3部分:建筑构件空气声隔声的实验室测量》进行测试,SW422大管直径为100 mm,测试频率范围为1.6~63 kHz;小管SW477直径为30 mm,测试频率范围为1.0~6.3 kHz;采用直径为100和30 mm、厚度为2 mm的圆片试样。
2 结果与讨论
2.1 试验数据
NBR/CR复合材料的性能测试结果如表3所示。
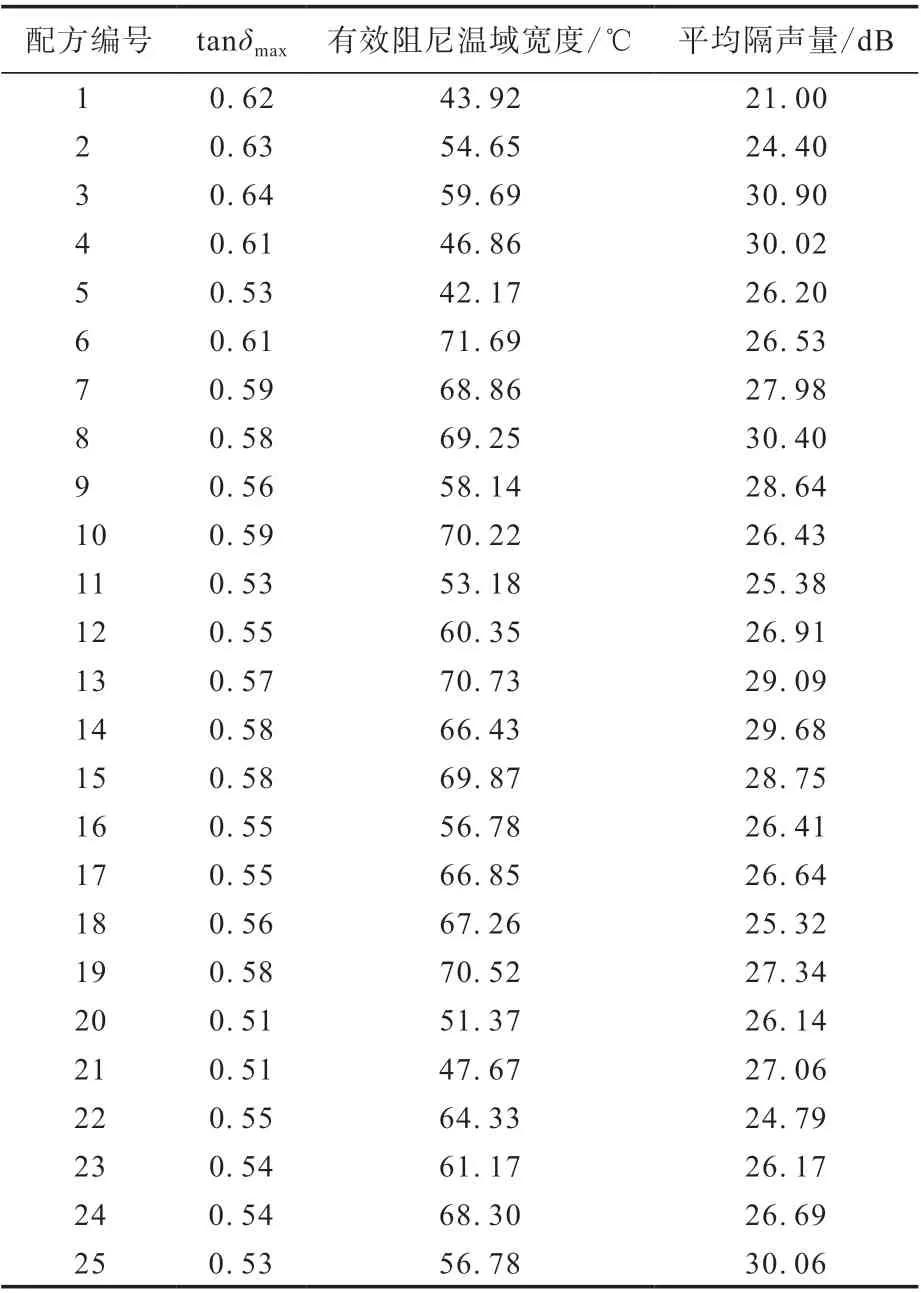
表3 NBR/CR复合材料的性能测试结果Tab.3 Properties test results of NBR/CR Composites
2.2 阻尼性能影响因素
2.2.1 NBR/CR并用比
篇章格律论是对Halliday衔接理论的补充与延展,它将Halliday等从语法角度提出的句子层面以上非结构性衔接理论补充、扩展至超越小句的语篇层面,关注语篇的旋律,为我们从结构上对语篇衔接进行分析提供了新的有效手段。
NBR/CR并用比对NBR/CR复合材料tanδmax和有效阻尼温域宽度(tanδ≥0.3)的影响分别如图1和2所示。
从图1和2可知:随着NBR/CR并用比的减小,NBR/CR复合材料的tanδmax略微减小,有效阻尼温域宽度先增大后减小;当NBR/CR并用比为70/30时,NBR/CR复合材料的有效阻尼温域宽度最大,达到67.63 ℃,与NBR胶料相比增大了36.7%,NBR/CR复合材料的tanδmax为0.586,比NBR胶料减小了3%,但仍远大于0.3。分析认为:由于NBR和CR都呈一定极性,两者并用具有一定的相容性,从而使NBR/CR复合材料的两个玻璃化转变区的波谷上升为平坦区,NBR/CR复合材料的有效阻尼温域宽度增大[13-14];NBR分子链上有大量的极性侧氰基,分子间作用力强,随着NBR/CR并用比的减小,NBR分子链间的作用力变弱,链段更易运动,NBR/CR复合材料的tanδmax变小[15]。
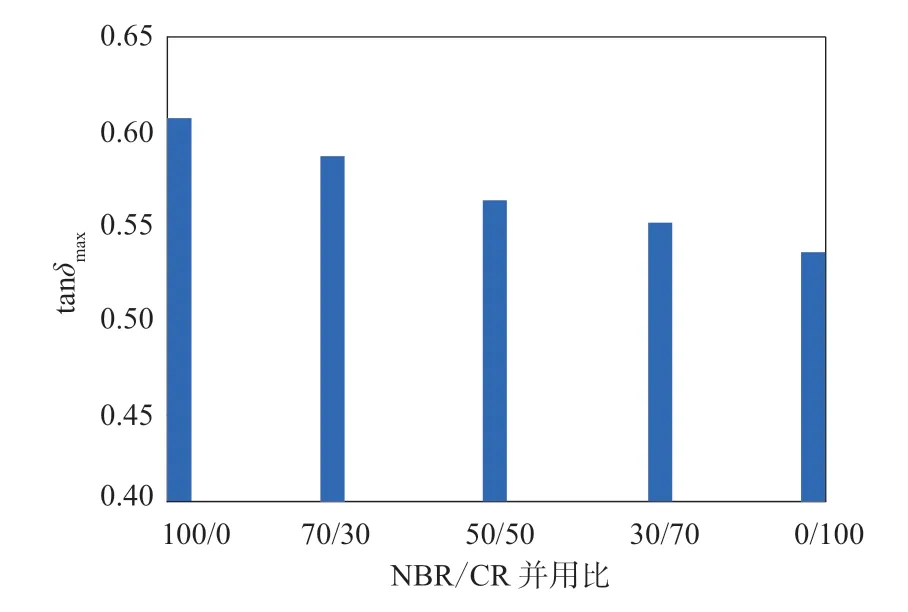
图1 NBR/CR并用比对NBR/CR复合材料tan δmax的影响Fig.1 Effect of NBR/CR blending ratios on tan δmax of NBR/CR cmposites
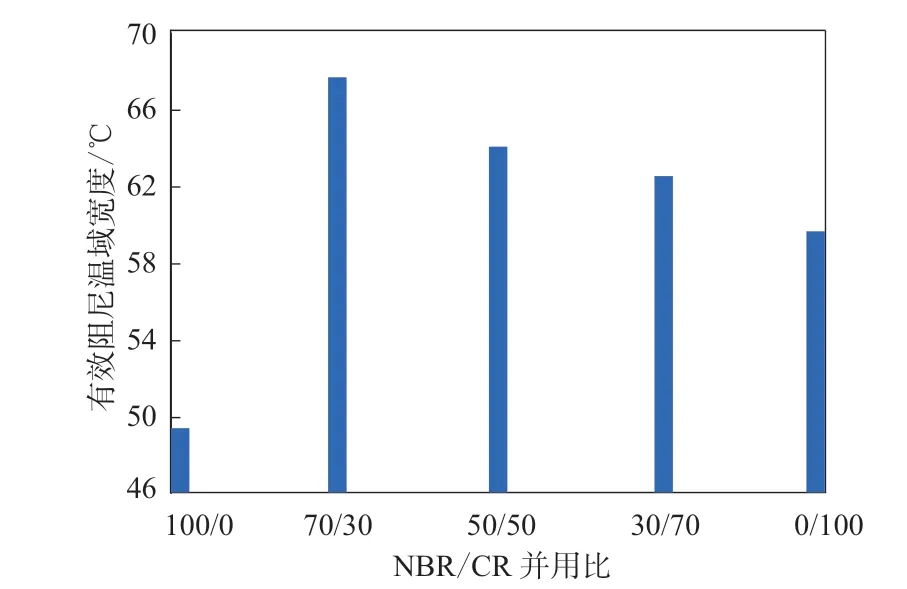
图2 NBR/CR并用比对NBR/CR复合材料有效阻尼温域宽度的影响Fig.2 Effect of NBR/CR blending ratios on effective damping temperature range widths of NBR/CR cmposites
2.2.2 云母粉用量
云母粉用量对NBR/CR复合材料的tanδmax和有效阻尼温域宽度(tanδ≥0.3)的影响分别如图3和4所示。
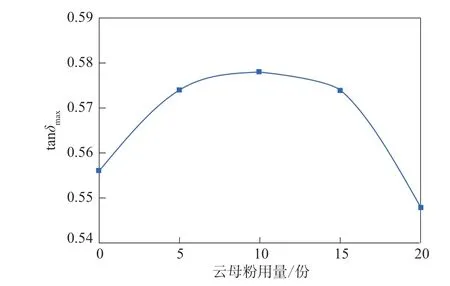
图3 云母粉用量对NBR/CR复合材料tan δmax的影响Fig.3 Effect of mica powder dosages on tan δmax of NBR/CR cmposites

图4 云母粉用量对NBR/CR复合材料有效阻尼温域宽度的影响Fig.4 Effect of mica powder dosages on damping temperature range widths of NBR/CR cmposites
从图3和4可以看出:添加适量云母粉会提高NBR/CR复合材料的阻尼性能,但添加过量的云母粉反而会降低NBR/CR复合材料的阻尼性能;当云母粉为10份时,NBR/CR复合材料的阻尼性能最好,tanδmax为0.578,有效阻尼温域宽度为65.62 ℃,tanδmax比不添加云母粉的NBR/CR复合材料的tanδmax增大了4%,有效阻尼温域宽度增大了20%。分析认为:云母粉具有特殊的层状结构,比表面积大,与橡胶基体的接触面积也大,物理结合点多,在动态应变中,其物理结构不断分解与生成,导致NBR/CR复合材料的力学损耗增大;另外,云母粉的每一层结构之间都会相互摩擦产生热量,从而使NBR/CR复合材料的内耗加大,阻尼性能提高[16-17]。但云母粉用量过大时,其在橡胶基体中分散不均匀,产生团聚现象,使NBR/CR复合材料的阻尼性能降低。
2.2.3 HGB用量
HGB用量对NBR/CR复合材料tanδmax和有效阻尼温域(tanδ≥0.3)的影响分别如图5和6所示。

图5 HGB用量对NBR/CR复合材料tan δmax的影响Fig.5 Effect of HGB dosages on tan δmax of NBR/CR cmposites
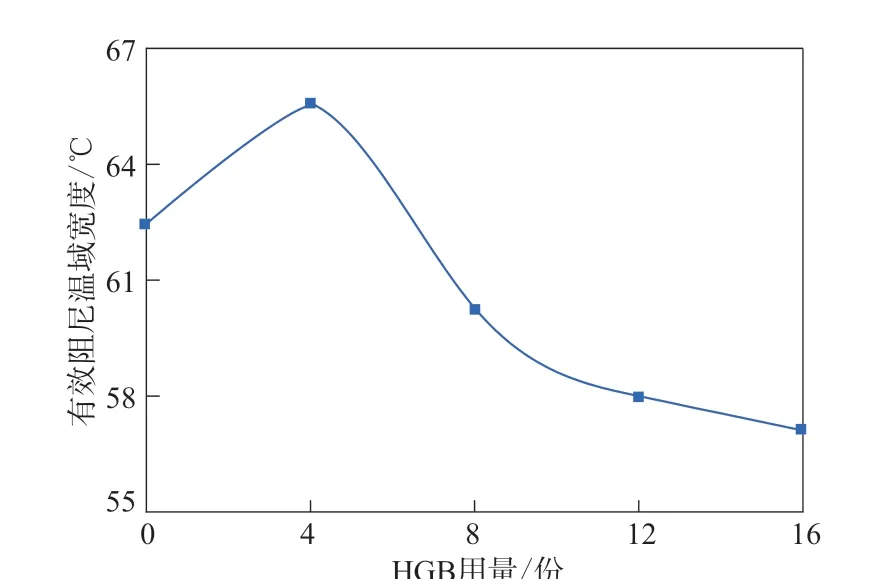
图6 HGB用量对NBR/CR复合材料有效阻尼温域宽度的影响Fig.6 Effect of HGB dosages on damping temperature range widths of NBR/CR cmposites
2.2.4 MMT用量
MMT用量对NBR/CR复合材料tanδmax和有效阻尼温域(tanδ≥0.3)的影响分别如图7和8所示。
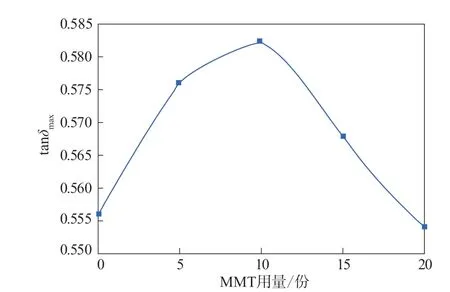
图7 MMT用量对NBR/CR复合材料tan δmax的影响Fig.7 Effect of MMT dosages on tan δmax of NBR/CR cmposites

图8 MMT用量对NBR/CR复合材料有效阻尼温域的影响Fig.8 Effect of MMT dosages on damping temperature range widths of NBR/CR cmposites
由图7和8可以看出:MMT用量增大会使NBR/CR复合材料的阻尼性能先提高后降低;当MMT用量为10份时,NBR/CR复合材料的阻尼性能最好,tanδmax为0.582,有效阻尼温域宽度为64.29 ℃,与不添加MMT的NBR/CR复合材料相比,tanδmax增大了4.7%,有效阻尼温域宽度增大了16.9%。分析认为:MMT为膨胀型片状结构,具有优异的吸附能力和分散性能,添加适量的MMT,其能够均匀地分散于橡胶基体中,增大橡胶与橡胶、橡胶与填料、填料和填料之间的摩擦,使NBR/CR复合材料的内耗变大,阻尼性能提高[10,18-19]。但添加过量MMT后,橡胶基体所占比例降低,使参与形变的橡胶分子链段减少,且MMT会在橡胶基体内产生团聚现象,使NBR/CR复合材料的阻尼性能降低。
由上述数据得出,NBR/CR并用比、云母粉用量、HGB用量、MMT用量对NBR/CR复合材料tanδmax的极差分别为0.072,0.030,0.044,0.028,即影响因素的主次顺序为NBR/CR并用比、HGB用量、云母粉用量、MMT用量;tanδmax的配方优组合为:NBR/CR并用比 100/0,云母粉用量10份,HGB用量 4份,MMT用量 10份。NBR/CR并用比、云母粉用量、HGB用量、MMT用量对NBR/CR复合材料有效阻尼温域宽度的极差分别为18.17,10.97,8.47和9.30,即影响因素的主次顺序为NBR/CR并用比、云母粉用量、MMT用量、HGB用量;有效阻尼温域宽度的配方优组合为:NBR/CR并用比 70/30,云母粉用量 10份,HGB用量 4份,MMT用量 10份。
2.3 隔声性能影响因素
2.3.1 NBR/CR并用比
NBR/CR并用比对NBR/CR复合材料平均隔声量的影响如图9所示。
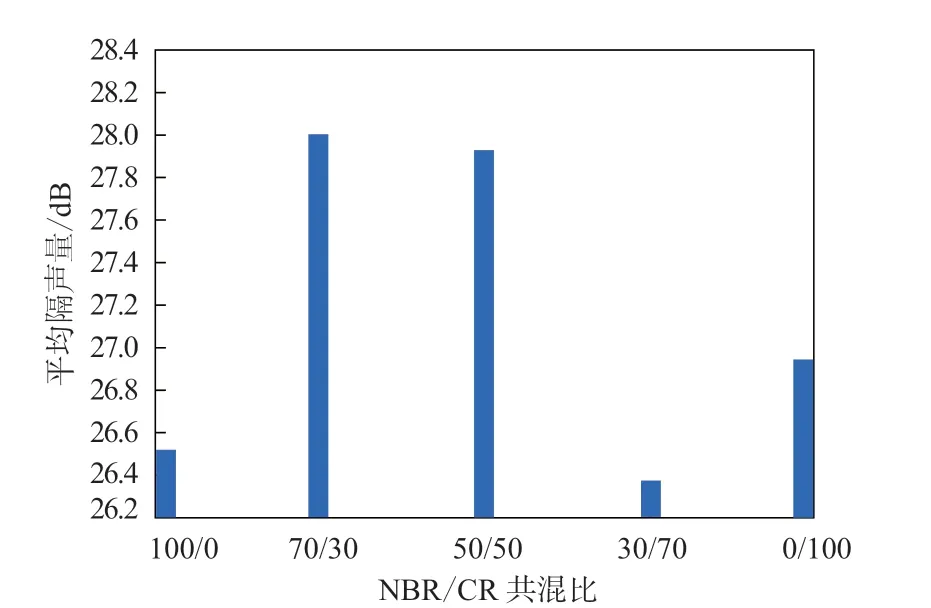
图9 NBR/CR并用比对NBR/CR复合材料平均隔声量的影响Fig.9 Effect of NBR/CR blending ratios on average sound insulation losses of NBR/CR cmposites
由图9可知:随着NBR/CR并用比的减小,NBR/CR复合材料的平均隔声量先增大后减小再增大;NBR/CR并用比为70/30时,NBR/CR复合材料的平均隔声量最大,为27.996 dB,比NBR的平均隔声量增大了5.6%。这与NBR/CR复合材料的阻尼性能有关,阻尼性能好,其隔声性能好。2.3.2 云母粉用量
云母粉用量对NBR/CR复合材料平均隔声量的影响如图10所示。
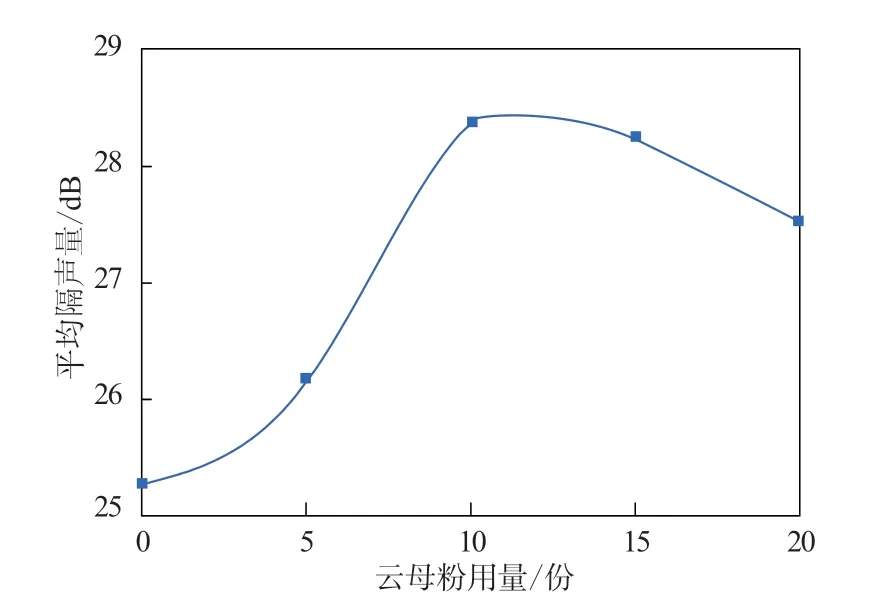
图10 云母粉用量对NBR/CR复合材料平均隔声量的影响Fig.10 Effect of mica powder dosages on average sound insulation losses of NBR/CR cmposites
由图10可知:随着云母粉用量的增大,NBR/CR复合材料的平均隔声量先增大后减小;当云母粉用量为10份时,NBR/CR复合材料的平均隔声量最大,为28.35 dB,比不添加云母粉的NBR/CR复合材料平均隔声量增大了12.7%。这是NBR/CR复合材料的阻尼性能及云母粉的特殊结构共同作用的结果:一方面,适量的云母粉加入橡胶基体中时可以提高复合材料的阻尼性能,阻尼性能越好,声能转化为热能的效率越高,隔声性能就越好;另一方面,云母粉的片层结构会在橡胶基体内形成多层次的界面,可以加大声波的反射和折射来衰减声能。但添加过量云母粉后,会造成云母粉团聚现象,使NBR/CR复合材料产生结构缺陷,造成隔声性能的下降。
2.3.3 HGB用量
HGB用量对NBR/CR复合材料平均隔声量的影响如图11所示。
由图11可以看出,随着HGB用量的增大,NBR/CR复合材料的平均隔声量先增大后减小,当HGB用量为12份时,NBR/CR复合材料的平均隔声量达到最大,为28.64 dB,比不添加HGB的NBR/CR复合材料增大了13.1%。这是HGB自身的特殊结构所致:一方面,因为HGB是中空壳体结构,一部分声波会在HGB微粒的表面产生反射,还有一部分声波会在中空腔内产生散射,使传播距离加大来衰减声能;另一方面,在声波作用下,HGB微粒的空腔内空气会被反复压缩,使空气与腔壁产生热交换,声能转化为热能耗散掉。但添加过量HGB后,HGB在橡胶基体中会产生团聚现象,而且HGB易挤碎,使NBR/CR复合材料的平均隔声量减小。
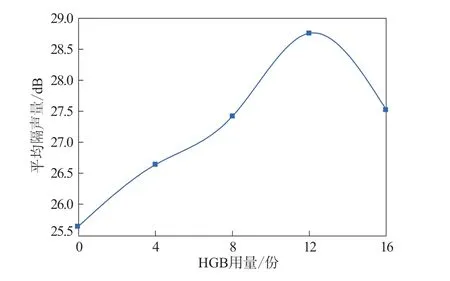
图11 HGB用量对NBR/CR复合材料平均隔声量的影响Fig.11 Effect of HGB dosages on average sound insulation losses of NBR/CR cmposites
2.3.4 MMT用量
MMT用量对NBR/CR复合材料平均隔声量的影响如图12所示。
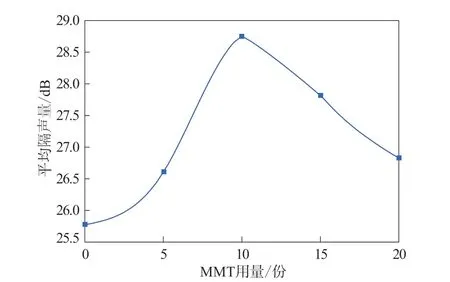
图12 MMT用量对NBR/CR复合材料平均隔声量的影响Fig.12 Effect of MMT dosages on average sound insulation losses of NBR/CR cmposites
由图12可以看出,随着MMT用量的增大,NBR/CR复合材料的平均隔声量先增大后减小,当MMT用量为10份时,NBR/CR复合材料的平均隔声量最大,为28.64 dB,比不添加MMT的NBR/CR复合材料增大了11.7%。这是由NBR/CR复合材料的阻尼性能以及MMT的特殊结构共同作用决定的:一方面,添加适量MMT可以提高NBR/CR复合材料的阻尼性能;另一方面,MMT的片层结构可以加大声波的反射和折射来衰减声能。但添加过量MMT会造成NBR/CR复合阻尼性能下降以及MMT团聚现象,使NBR/CR复合材料产生结构缺陷,导致隔声性能下降。
由上述数据得出,NBR/CR并用比、云母粉用量、HGB用量、MMT用量对NBR/CR复合材料平均隔声量的极差分别为1.65,3.19,3.32,2.99,即影响因素的主次顺序为HGB用量、云母粉用量、MMT用量、NBR/CR并用比。平均隔声量的优化配方组合为:NBR/CR并用比 70/30,云母粉用量 10份,HGB用量 12份,MMT用量 10份。
2.4 配方优化
由以上分析可知:对于NBR/CR复合材料,tanδmax影响因素的主次顺序为NBR/CR并用比、HGB用量、云母粉用量、MMT用量;有效阻尼温域宽度影响因素的主次顺序为NBR/CR并用比、云母粉用量、MMT用量、HGB用量;平均隔声量影响因素的主次顺序依次为HGB用量、云母粉用量、MMT用量、NBR/CR并用比。NBR/CR并用比对NBR/CR复合材料tanδmax和有效阻尼温域宽度的影响排在第1位,由于NBR/CR并用比为70/30时复合材料的平均隔声量比NBR/CR并用比100/0时复合材料的平均隔声量增大5.6%,故选择NBR/CR并用比为70/30;云母粉用量对NBR/CR复合材料的有效阻尼温域宽度和平均隔声量的影响排在第2位,且添加10份云母粉的NBR/CR复合材料的tanδmax比添加15份云母粉的NBR/CR复合材料增大了0.7%,因此云母粉用量取10份;HGB用量对NBR/CR复合材料平均隔声量的影响排第1位,HGB用量取12份;MMT用量对NBR/CR复合材料有效阻尼温域宽度和平均隔声量的影响排第3位,MMT用量取10份。因此,NBR/CR复合材料的配方优化组合:NBR/CR并用比 70/30,云母粉用量 10份,HGB用量 12份,MMT用量 10份。
3 结论
对于NBR/CR复合材料的tanδmax,其影响因素的主次顺序为NBR/CR并用比、HGB用量、云母粉用量、MMT用量;对于NBR/CR复合材料的有效阻尼温域宽度,其影响因素的主次顺序为NBR/CR并用比、云母粉用量、MMT用量、HGB用量;对于NBR/CR复合材料的平均隔声量,其影响因素的主次顺序为HGB用量、云母粉用量、MMT用量、NBR/CR并用比;NBR/CR复合材料的配方优化组合为:NBR/CR并用比 70/30,云母粉用量 10份,HGB用量 12份,MMT用量 10份。
猜你喜欢
幼儿画刊(2023年5期)2023-05-26 05:50:10
小学科学(学生版)(2021年6期)2021-07-21 09:18:30
数学物理学报(2021年3期)2021-07-19 06:02:32
绿色建筑(2021年1期)2021-07-19 02:15:04
数学年刊A辑(中文版)(2021年2期)2021-07-17 08:38:02
数学物理学报(2021年2期)2021-06-09 08:54:38
中国环保产业(2019年10期)2019-11-21 09:35:04
小学科学(学生版)(2018年6期)2018-06-26 08:14:46
数学物理学报(2016年6期)2016-04-16 04:41:06
橡胶工业(2015年4期)2015-07-29 09:17:10