激光功率对Cr-Al/7075梯度复合材料层的影响
2021-07-23 07:05王秋林黄德明朱金波赵龙志
轻合金加工技术 2021年1期
王秋林,黄德明,朱金波,李 勇,赵龙志
(1.成都航空职业技术学院,四川 成都 610100;2.重庆交通大学 机电与车辆工程学院,重庆 400074;3.华东交通大学 材料科学与工程学院,江西 南昌 330013)
7075铝合金属于超高强度变形铝合金,具有可热处理强化、比强度高等优点,在航空、航天等领域得到广泛应用[1-3]。但由于其表面性能不足,使用范围受到了一定的限制[4-5]。目前,学者们采用了微弧氧化,化学热处理,激光熔覆等技术对7075铝合金表面进行强化,提高其耐磨性、耐腐蚀性等[6-7]。但存在着强化层较薄或工艺周期长、易开裂等缺点[8-9]。
本试验采用激光熔注技术,将7075铝合金基体表面熔化,同时向熔池中注入Cr粉和Al粉,冷却后,Cr粒子被“冻结”在表层,形成Cr-Al/7075复合材料层。由于熔池温度梯度等原因,复合材料层的成分是梯度变化的,可以避免熔注层的开裂问题,且工艺周期短。激光功率的变化会影响熔池的深度,通过控制激光功率可以控制复合材料层的厚度,同时也会影响强化层的微观结构、物相组成以及性能[10],本试验探讨不同激光功率对Cr-Al/7075梯度复合材料层形貌及硬度的影响。
1 试验过程
1.1 试验材料
采用T6态的7075铝合金板材作为试验基材,尺寸为100 mm×100 mm×10 mm。先用800目砂纸磨掉板材表面的氧化层,超声波清洗5 min,去除油污及其他附着物。用电吹风将板材完全吹干后,对其进行喷砂处理,目的是提高激光的吸收率。熔注材料采用商用的Cr粉(平均粒径为45 μm,纯度不小于99.0%)和Al粉(平均粒径为58 μm,纯度不小于99.0%),按照w(Cr)=90%的Cr粉比例放入YG-1KG型混料机中,混合2 h(正反转间隔时间为1 min)后,然后将混合均匀的Cr-Al粉末放置在干燥炉内,40 ℃恒温干燥30 min。在Cr粉中加入一定比例Al粉的目的有两个:一是Al的熔点低(660 ℃),激光作用下易熔化,与Cr混合后可提高Cr粒子与基体的润湿性;二是可增加Cr与Al的反应概率,提高增强体与基体的结合强度。
1.2 梯度复合材料层制备
梯度复合材料层制备采用激光熔注工艺,试验示意图如图1所示。将7075铝合金表面熔化,采取氩气保护同轴送粉的方式注入混合好的Cr-Al颗粒,自然冷却后,7075铝合金表面形成Cr-Al/7075复合材料层。工艺参数为:采用LDM2500-60半导体型激光器,光斑直径为d=2.5 mm,氩气同轴送粉的送粉量为mp=15 g/min,扫描速度v=250 mm/min,单道,激光功率P分别为1.1 kW、1.4 kW、1.7 kW。
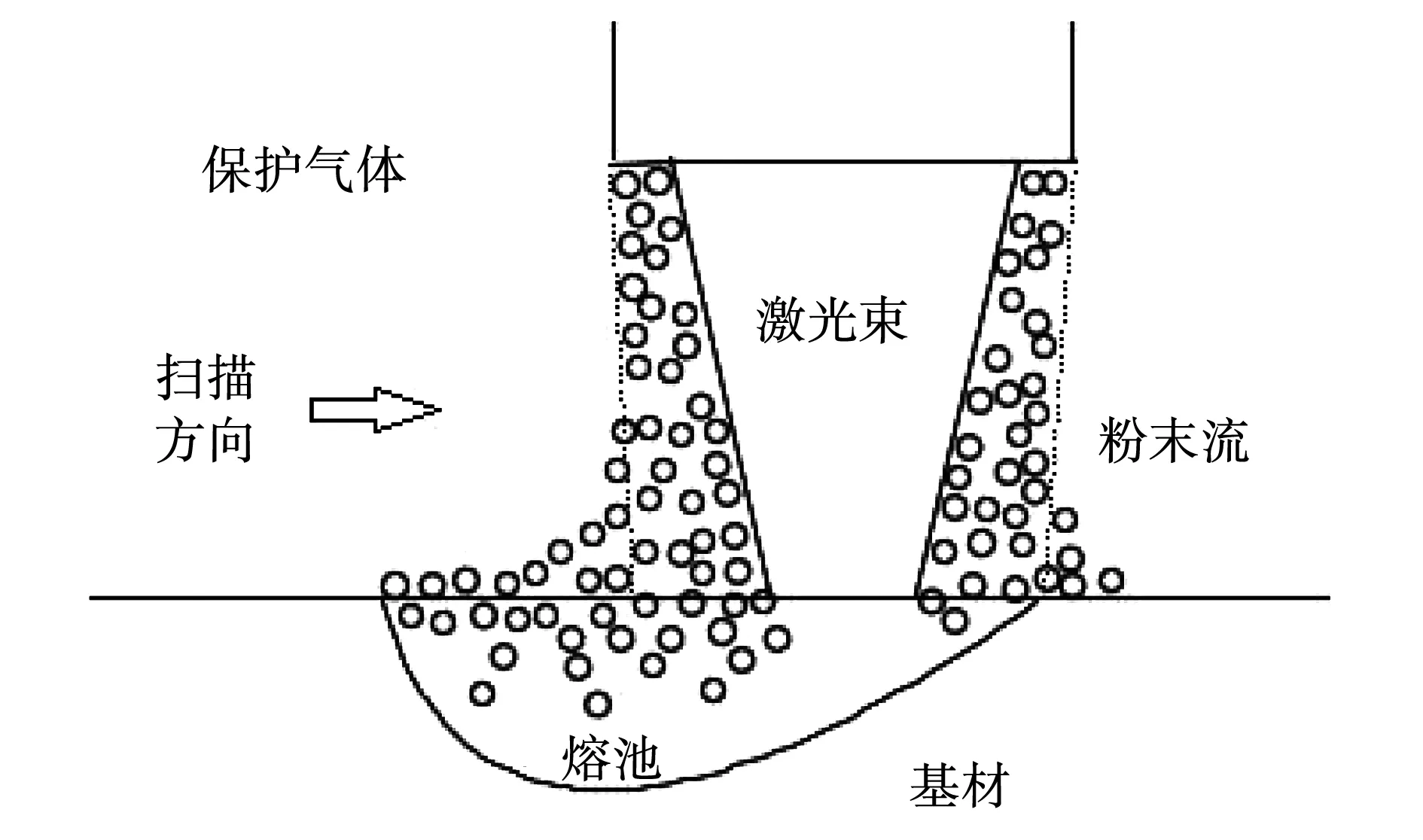
图1 激光熔注工艺示意图Fig.1 Schematic diagram of laser melting process
1.3 组织观察及性能测试
采用日本Rigaku(理学)公司的SmartLab型X射线衍射仪做物相分析,CuKα辐射(λ=0.1540 56 nm),管压40 kV,管流40 mA,连续扫描模式,扫描速度为8°/min;用日立SU3500型扫描电镜(SEM)和金相显微镜(OM)观察复合材料层的宏观形貌和微观结果;使用HV-1000A型自动转塔维氏硬度计测试复合材料层硬度,压头为136°正菱形金刚石,载荷1.96 N,保荷时间10 s,取5点硬度的平均值。
2 试验结果与分析
2.1 宏观形貌
图2为不同激光功率熔注的Cr-Al/7075梯度复合材料层的宏观形貌。由图2可见,表面较粗糙,大体平整,无较大起伏,便于后期精磨等加工,无裂纹。随着激光功率增加,熔注层的宽度逐渐增加。
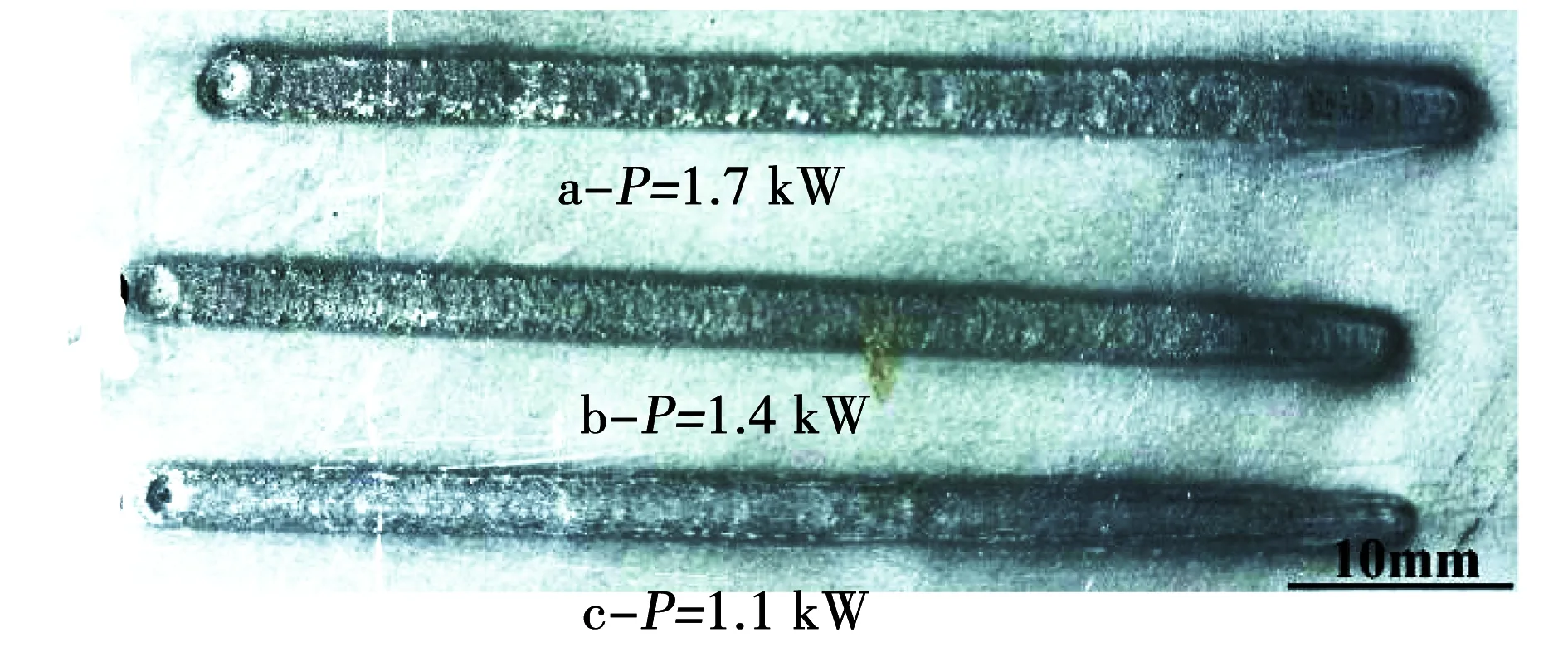
图2 不同激光功率熔注的复合材料层宏观形貌Fig.2 Macroscopic morphologies of composite layers molten with different laser powers
图2为不同激光功率熔注的复合材料层的横截面宏观形貌。复合材料层与基体结合处无明显分界线,说明两者为冶金结合,且无裂纹、孔隙等明显缺陷。熔注层的厚度随激光功率增加而逐渐增加。
复合材料层的宽度W和厚度h与激光功率紧密相关。激光输入能量的大小可以用激光能量密度来表示[11]:
(1)
式中:
E—激光能量密度;
P—激光功率;
D—激光光斑直径;
V—扫描速度。
E表示材料在单位面积上所受到的激光辐射能量,在激光光斑直径D和扫描速度V一定时,激光能量密度E和激光功率P成正比。随着激光功率P增加,材料所受到的激光辐射能量E增大,能量通过热传导和对流方式在三维方向上扩散,7075铝合金基体的熔化区域增大,熔池的深度和宽度因此增加。
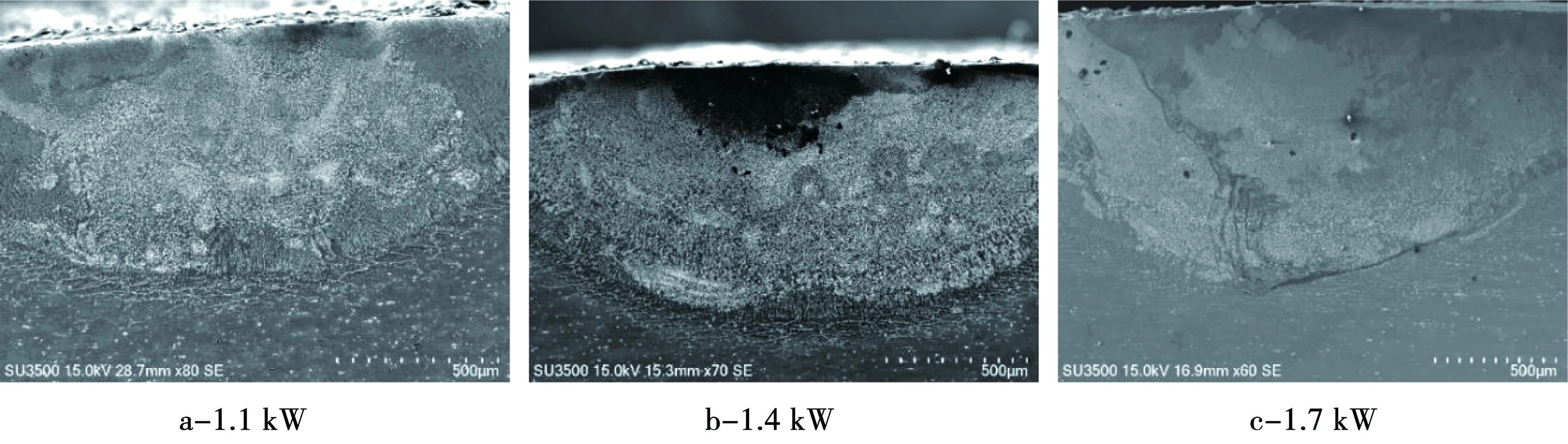
图3 不同激光功率熔注的复合材料层横截面宏观形貌Fig.3 Macroscopic morphologies of cross section of the composite layer with different laser power injection
2.2 微观结构
图4为不同功率、不同部位复合材料层的微观结构。由图4可见,当激光功率P=1.1 kW时,熔注层中无明显的增强颗粒进入,只有少量的颗粒镶嵌在表面;在P=1.4 kW和P=1.7 kW的熔注层中,进入了大量的增强颗粒,上部含量多,中部逐渐减少,底部几乎没有,呈明显的梯度分布。其中,1.7 kW的增强颗粒与基体融合在一起,界面不清晰(图4g),中部的Cr粒子呈“C”字形(图4h)。
Cr-Al/7075梯度复合材料层中增强颗粒的分布特征,主要是由激光熔注过程中熔池的温度场和凝固特点等因素决定[12]。熔池温度场分布与激光束的能量分布一致,为高斯分布[13],以激光与7075铝合金基体接触点为中心,温度最高,热量在三维方向上散发,温度逐渐降低。激光熔注过程中,先进入熔池的增强颗粒,继续沿着注入方向运动,只有当颗粒遇到熔池的凝固前沿受阻后才会停止下来。由于铝合金具有良好的导热性,熔池很快就开始凝固,凝固的过程则是从四周向中心进行,后进入熔池的增强颗粒在熔池中运动较短的距离就遇到凝固前沿,不能继续向前,因此形成中心增强颗粒多(图3b中最为明显),向四周逐渐减少的梯度复合材料层。
熔池温度与激光能量密度具有正相关关系,综合式(1)可知,调节激光功率P可改变熔池温度。当激光功率P=1.1 kW时,熔池温度过低,黏度高,表面张力太大,增强颗粒不能进入到熔池中,就只能镶嵌在表面;当激光功率P增大到1.4 kW和1.7 kW时,熔池温度升高,黏度下降,增强颗粒进入了熔池,并形成梯度复合材料层;当激光功率为1.7 kW时,熔池的温度继续升高,根据图4g、图4h和文献[14-15]知,增强体Cr粒子和Al基体在此时可能发生了界面反应,生成AlxCry金属间化合物。
2.3 物相分析
图5是不同功率Cr-Al/7075梯度复合材料层的XRD分析图谱。熔注层是由Al、Al0.983Cr0.017(FCC)、Al86Cr14(亚稳相)、η-AlCr2、Al13Cr2、Al2O3、Cr组成的复合材料层,但各相的含量不同。分析得知,随着激光功率增大,Al相的含量逐渐减小,其他相的含量逐渐增多。在37°~46°出现宽泛漫散射峰,宽化峰说明熔注层中还可能存在非晶相。随着激光功率的增大,对应晶体相尖锐衍射峰强度逐渐下降,说明非晶相含量呈上升趋势[16-17]。
激光功率增大会引起熔池的温度发生变化。梁耀荣[18]用实验验证了激光加工时温度的经验公式,其计算温度T与实际温度的相对误差为3.3%。
T=5.1728Pe-v+828
(2)
计算得知,本试验中激光功率P为1.1 kW、1.4 kW、1.7 kW时,7075铝合金表面温度分别为916 ℃、940 ℃、964 ℃,均达到了Cr-Al反应的温度[11],生成了AlxCry金属间化合物。但7075铝合金的激光反射率和导热系数都比较大,当熔池的温度不够高时,而冷却速度较快,Cr-Al反应未完全,会存有大量的未反应的Cr粒子。
随着激光功率增大,熔池中的温度升高,Cr-Al反应程度逐渐增大,其反应生成物的种类和含量逐渐增多。同时熔池内外温度梯度增大,非晶相含量增多。当激光功率P=1.1 kW时,Al和Cr生成初生相Al0.983Cr0.017和体心立方结构的η-AlCr2相,其含量很少;激光功率P=1.4 kW时,出现了新相Al13Cr2;激光功率P=1.7 kW时,此时温度足够高,Al和Cr原子热激活能量大,容易发生迁移,反应扩散速率增大,AlxCry金属间化合物的含量大大增加,还出现了新相Al86Cr14(亚稳相)。
2.4 显微硬度
图6为Cr-Al/7075复合材料层从表面到基体方向的显微硬度分布情况。复合材料层的硬度明显呈梯度分布,从表面到基板方向逐渐下降。根据混合定律[19],复合材料受到载荷作用时,其强度为
σc=σmVm+σpVp
(3)
式中:
σc—复合材料强度;
σm—基体强度;
Vm—基体体积分数;
σp—增强体强度;
Vp—增强体体积分数。
Cr-Al/7075复合材料中的增强体含量呈梯度分布,与其显微硬度分布一致,说明复合材料层硬度升高的主要原因是增强体承载。
由图6可知,功率为1.4 kW时的复合材料层的表面硬度最大(为427.5HV0.2,是7075铝合金基体的3.01倍),功率为1.7 kW时的次之,功率为1.1 kW时的表面硬度最低。说明复合材料层的硬度除了和增强体含量有关外,还跟增强体与基体反应程度等有关。当激光功率为1.7 kW时,其增强体含量最多,但由于此时的激光能量密度最高,Al、Cr激活能大,生成了大量的AlxCry金属间化合物,界面反应程度高,不利于载荷的传递,硬度因此下降。虽然功率为1.4 kW时的增强体含量不如1.7 kW时的高,但界面结合强度高,因此硬度最高,此为最佳功率。
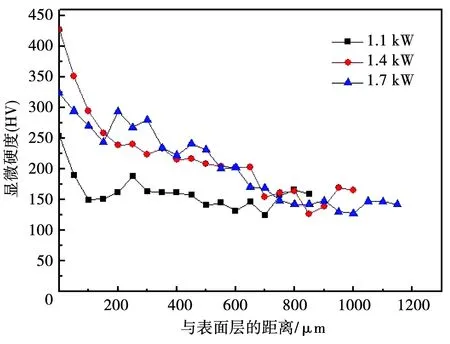
图6 复合材料层熔池深度方向的显微硬度分布Fig.6 Microhardness distribution in the depth direction of the molten pool of the composite layers
3 结 论
1)通过激光熔注的方法制备了Cr-Al/7075梯度复合材料层,且与7075铝合金基体结合良好,无裂纹、孔隙等明显缺陷。复合材料层中增强颗粒沿熔池深度方向呈梯度分布,与其显微硬度分布一致。
2)随着激光功率的提高,复合材料层的宽度和厚度增加,增强体含量也增加,Cr-Al反应生成物的种类和含量逐渐增多。
3)7075铝合金表面得以强化的主要原因是增强体承载。增强体的含量以及与基体的界面反应程度都会对硬度造成影响,当功率为1.4 kW时,复合材料层的表面硬度最大,为427.5HV0.2,是7075铝合金基体的3.01倍,此功率为最佳功率。
猜你喜欢
科技视界(2022年21期)2022-11-08
中国设备工程(2022年19期)2022-10-12
矿冶工程(2022年3期)2022-07-06
表面技术(2022年1期)2022-02-12
东北大学学报(自然科学版)(2020年10期)2020-10-19
华东师范大学学报(自然科学版)(2019年3期)2019-06-24
兵工学报(2019年4期)2019-05-08
物理学报(2019年4期)2019-03-16
电子制作(2018年1期)2018-04-04
火工品(2017年3期)2017-10-14