精密角接触球轴承安装方式及其对轴承性能的影响
2021-07-22 08:34:02赵翀王东峰于海晓俞蓬姚银歌
轴承 2021年8期
赵翀,王东峰,于海晓,俞蓬 ,姚银歌
(1.国机精工股份有限公司,郑州 450142;2.洛阳轴承研究所有限公司,河南 洛阳 471039;3.高性能轴承数字化设计国家国际科技合作基地,河南 洛阳 471039;4.河南省高性能轴承技术重点实验室,河南 洛阳 471039;5.河南科技大学 机电工程学院,河南 洛阳 471003)
随着高档机床设备向高速、高精度、高可靠性方向发展,对其配套精密轴承也提出了更严格的要求。精密轴承安装对轴承精度、温升、振动及噪声均有较大影响,据相关统计,16%以上轴承失效由安装不当引起[1]。为探讨高速精密机床角接触球轴承的安装方法,对精密机床主轴轴承常见安装方式进行分析,提出了一种预压式安装方法。
1 精密轴承常用安装方式
精密轴承安装时需考虑轴承类型、载荷、转速等,特别是高速精密机床主轴轴承,高速运转的离心作用会使轴承内圈膨胀,轴承过盈量减小,轴承与轴颈之间发生相对滑动,引起轴承和轴颈磨损[2]。高速精密机床主轴轴承安装要求较高,目前多采用液压、机械压力、套筒压力、电磁加热等安装方式,如图1所示。

图1 高速精密机床主轴轴承常见安装方式Fig.1 Common installation methods for high-speed precision machine tool spindle bearing
液压安装法是通过油孔或油沟将高压油注入轴承过盈配合处形成高压油环膜,借助高压油的张力将配合面胀开进行安装。同时液压油也具有润滑作用,有利于轴承轴向推进安装。 液压安装法要求配合面尺寸精度高,同时要预先加工油孔或油沟,对环境有一定污染,设备较复杂。
机械压力安装法是采用压力机械强制压入轴承,一般用于重载轴承,如加强型圆锥滚子轴承或多列圆柱滚子轴承。机械压力安装法需使用压力设备,对环境、场地及操作要求较高。
电磁加热安装法是采用电感应加热装置将轴承加热使其膨胀进行安装。该方法短时间内实现了套圈均匀加热[3],保证了轴承精度,清洁、高效;但需严格控制温度,以防润滑脂受热失效或回火使套圈刚度减小,且需供电设施,成本较高[4]。
套筒压力安装法是采用套筒压轴承套圈端面,用小锤敲击套筒将轴承压在轴上,分为单套筒和双套筒2种方式。
单套筒压力安装是套筒只压轴承内圈端面,用小锤敲击套筒顶端,使轴承压装到轴上。该方法多用于过盈量要求较小的中小型轴承的安装。小锤对套筒的敲击会引起外圈和球微振,产生伪布氏压痕(图2),轴承精度会降低甚至报废[5]。

图2 套圈表面伪布氏压痕Fig.2 False brinelling on ring surface
双套筒压力安装是套筒同时压内外圈端面,目的是内外圈同时受力,减少伪布氏压痕。但实际安装时轴承内外圈一般不等高[6],如图3所示:1)当内圈端面高于外圈端面时,套筒仅压内圈端面,安装效果与单套筒一致;2)当外圈端面高于内圈端面时,套筒仅压外圈端面,安装压力通过外圈传递到球后再传递到内圈,违背了“不能在安装过程中使球受力”的基本原则,往往会使轴承直接报废,如图4所示。

图3 轴承内外圈不等高时双套筒压力安装示意图Fig.3 Diagram of double sleeve pressure installation when bearing inner and outer rings are not equal in height

图4 安装过程中球受力引起的真压痕Fig.4 True indentations caused by force of ball during installation
2 预压式安装
液压和机械压力安装法基本不适合高速精密角接触球轴承的安装,该类轴承多采用电磁加热和套筒压力安装法,但电磁加热安装成本高,套筒压力安装则有损伤轴承的风险。基于套筒压力安装法的原理,提出了一种预压式安装方法,该方法采用具有浮动恒压力外唇的套筒,由套筒、压力弹簧、浮动外唇等组成,如图5所示。外套筒上有弹簧孔,使浮动外唇通过弹簧与外套筒连接,安装过程中弹簧产生的恒定压力压轴承外圈,保证轴承外圈和球不因敲击力而振动,避免轴承外圈沟道、内圈沟道、球因冲击力或压力过大而产生压痕。

1—弹簧孔;2—压力弹簧;3—浮动外唇;4—外唇卡槽;5—浮动外唇卡头图5 预压式轴承安装示意图Fig.5 Diagram of preload installation for bearing
3 实例分析对比
选用H7010C/HQ1P4A陶瓷球角接触球轴承和H7010C/P4A全钢角接触球轴承对比套筒压力安装、预压式安装及电磁加热安装对轴承旋转精度、振动精度及整机性能的影响,轴承主要结构参数见表1。装机试验选用3C行业风冷轴,如图6所示,轴系基本参数见表2。

表1 轴承主要结构参数Tab.1 Main structural parameters of bearing
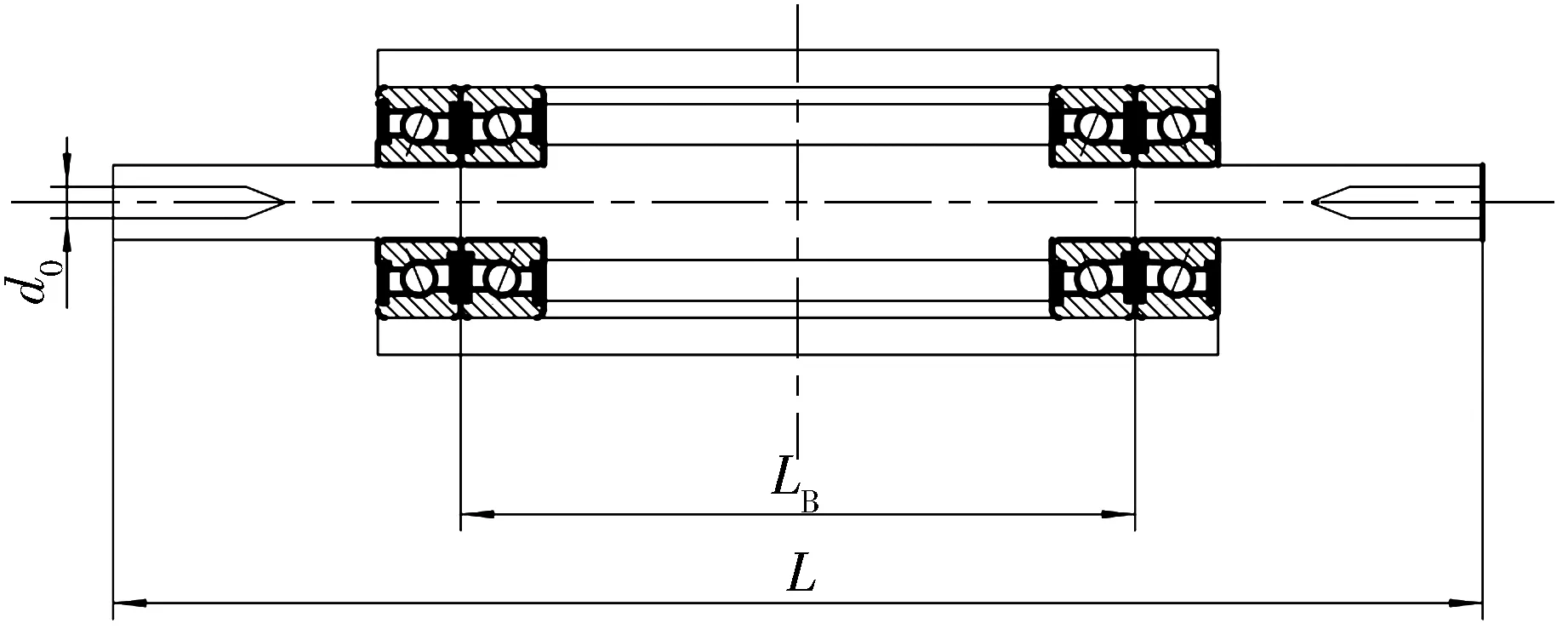
图6 轴承安装示意图Fig.6 Diagram of bearing installation

表2 轴系基本参数Tab.2 Basic parameters of shafting
装机试验中,为使内圈与轴不发生相对滑动,经计算最高转速为24 000 r/min时轴承过盈量应不小于0.010 mm,但轴承旋转精度、振动精度试验中,为降低安装和拆卸难度和对轴承精度的损伤,试验过程中并没有选取装机试验时的过盈量。
套筒安装压力(装卸力)P为
(1)
式中:E为配合面材料的平均弹性模量;Δ为过盈量。
由(1)式可得套筒安装压力随过盈量的变化如图7所示,随过盈量增大,套筒安装压力增大,对轴承的破坏程度也会相应增加。

图7 套筒安装压力随过盈量的变化曲线Fig.7 Variation curve of sleeve installation pressure with interference
为保证轴承拆卸时不受其他因素影响,轴承拆卸时利用拉拔器和垫片,只接触轴承内圈,如图8所示,拆卸过程中轴承无损伤,对比安装前和拆卸后轴承旋转和振动精度。

图8 轴承无损拆卸示意图Fig.8 Diagram of bearing non-destructive disassembly
3.1 安装方式对轴承旋转精度的影响
轴承精度损伤与过盈量也有关系,过盈量分别为0.003,0.008 mm时H7010C/HQ1P4A轴承的旋转精度如图9所示,图中:Kia,Kea分别为内、外圈径向跳动量,Sia,Sea分别为内、外圈端面跳动量。由图可知:1)套筒压力安装轴承精度损伤较大,随过盈量增大,精度损伤更大;2)预压式安装与电磁加热安装轴承精度损伤均较小,在大过盈量时,优势明显;3)每种安装方式都会对轴承精度(性能)造成损伤。

图9 H7010C/HQ1P4A轴承旋转精度Fig.9 Running accuracy of H7010C/HQ1P4A bearing
过盈量为0.008 mm时H7010C/P4A轴承的旋转精度如图10所示,对比图9b和图10可知:1)套筒压力安装陶瓷球轴承精度损伤明显较大;2)预压式安装与电磁加热安装轴承精度损伤较小,特别是对于陶瓷球轴承,优势明显。
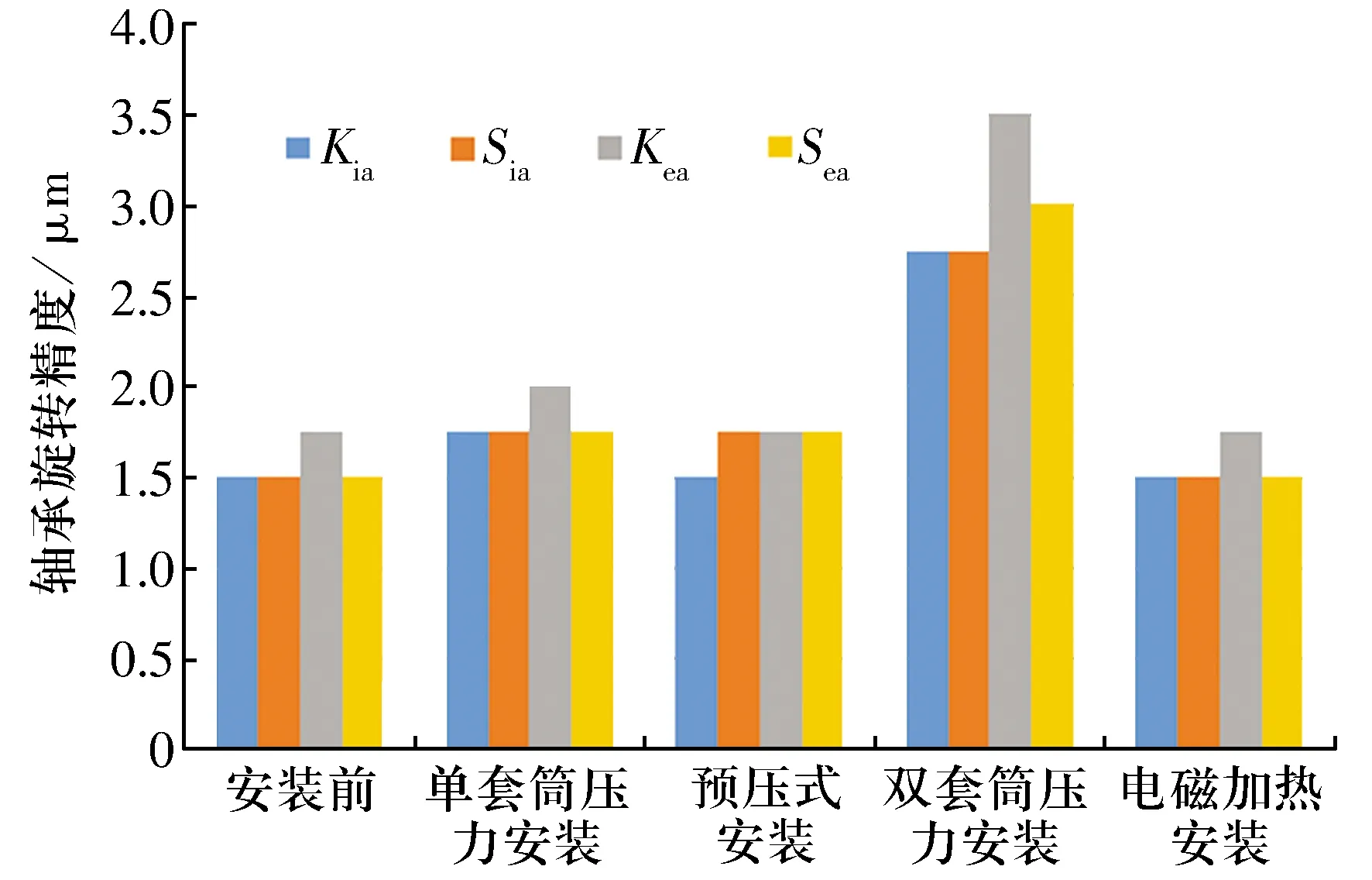
图10 过盈量为0.008 mm时H7010C/P4A轴承旋转精度Fig.10 Running accuracy of H7010C/P4A bearing when interference is 0.008 mm
3.2 安装方式对轴承振动的影响
过盈量分别为0.003,0.008 mm时H7010C/HQ1P4A轴承的振动如图11所示。为更直观对比安装方式对轴承振动特性的影响,此图不再考虑安装前轴承振动情况。由图可知:1)套筒压力安装轴承振动精度损伤较大,随过盈量增大,振动损伤加剧;2)双套筒压力安装法导致球受力,轴承振动精度损伤严重,在大过盈量时轴承已丧失振动精度;3)预压式安装与电磁加热安装轴承振动精度损伤均较小。

图11 H7010C/HQ1P4A轴承振动精度Fig.11 Vibration accuracy of H7010C/HQ1P4A bearing
过盈量为0.008 mm时H7010C/P4A轴承的振动如图12所示,对比图11b和图12可知:1)套筒压力安装法对钢球和陶瓷球轴承振动均影响较大,陶瓷球振动精度损伤更严重;2)预压式安装与电磁加热安装轴承振动速度接近,精度损伤较小。
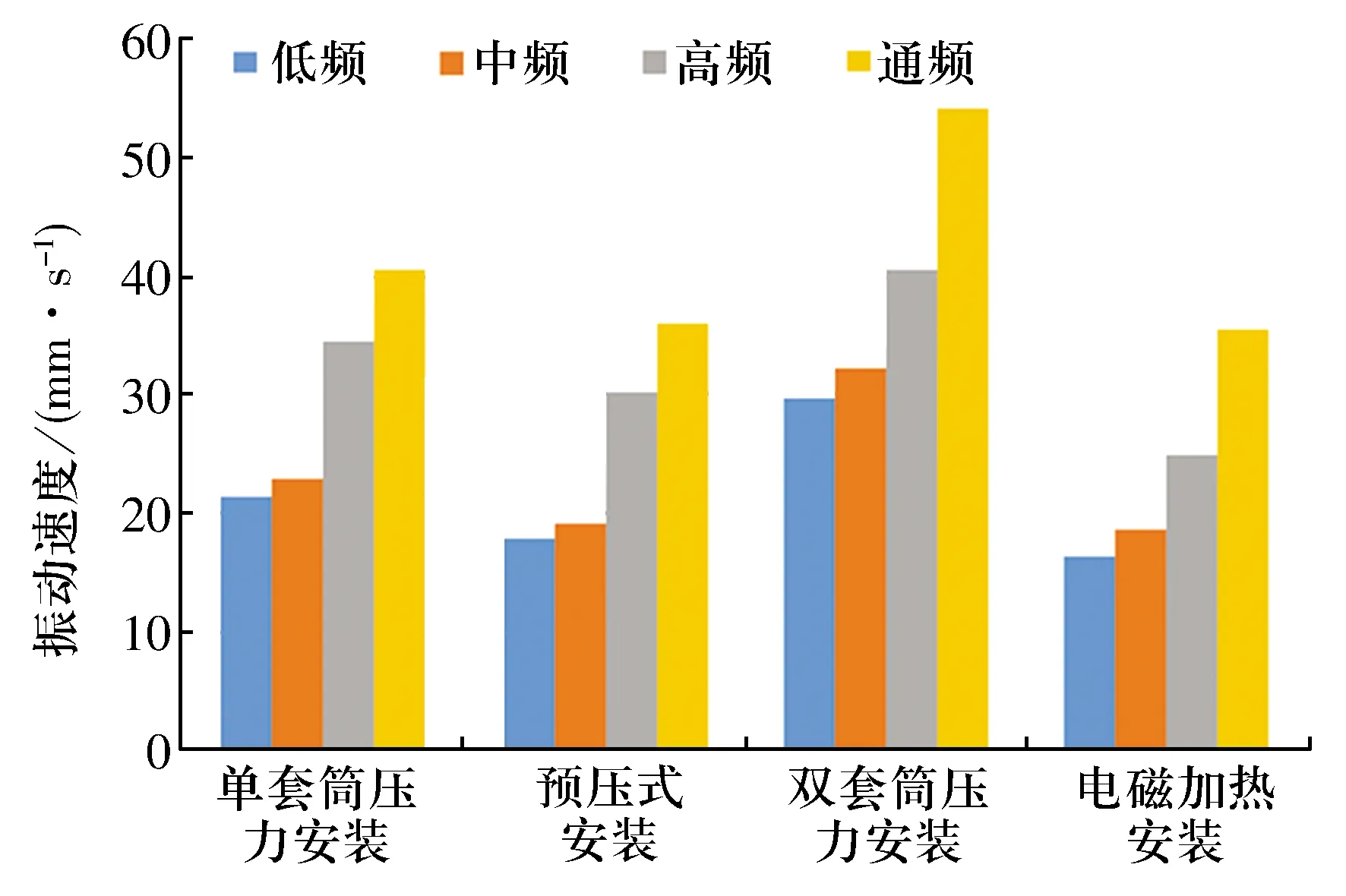
图12 过盈量为0.008 mm时H7010C/P4A轴承振动精度Fig.12 Vibration accuracy of H7010C/P4A bearing when interference is 0.008 mm
3.3 安装方式对整机性能的影响
3.1,3.2节证明双套筒压力安装对轴承精度有显著损伤,在此仅以H7010C/HQ1P4A轴承为例,分析单套筒压力安装、预压式安装、电磁加热安装对整机性能的影响。过盈量0.008 mm时主轴轴颈处振动速度、加速度如图13所示:1)当转速大于20 000 r/min时,单套筒压力安装主轴振动速度、加速度远大于另外2种安装方式,超出了安全范围;2)预压式安装和电磁加热安装时,主轴振动速度、加速度差别不大,在安全范围。

图13 主轴振动速度、加速度曲线Fig.13 Vibration speed and acceleration curves of spindle
3.4 小结
预压式安装和电磁加热安装对轴承旋转精度、振动精度及整机性能影响均较小,考虑到电磁加热安装成本较高,高速精密角接触球轴承可采用预压式安装。
4 结束语
提出了一种高速精密角接触球轴承预压式安装方式,并以H7010C/HQ1P4A陶瓷球角接触球轴承和H7010C/P4A全钢角接触球轴承为例,对比分析了套筒压力、电磁加热及预压式安装对轴承旋转精度、振动精度及整机性能的影响。套筒压力安装对轴承精度损伤较大,特别是双套筒压力安装,在高速、精密轴承安装时精度损伤更大,不适应于该类轴承的安装。预压式安装与电磁加热安装效果较好,前者便携,操作简单,成本低,更适合高速精密角接触球轴承的安装。
猜你喜欢
哈尔滨轴承(2022年1期)2022-05-23 13:13:16
哈尔滨轴承(2021年4期)2021-03-08 01:00:48
哈尔滨轴承(2020年2期)2020-11-06 09:22:34
制造技术与机床(2019年6期)2019-06-25 10:17:34
科技视界(2017年1期)2017-04-20 00:48:12
中国新技术新产品(2017年7期)2017-03-18 21:14:47
海军航空大学学报(2015年1期)2015-11-11 17:18:35
山东工业技术(2015年14期)2015-07-16 18:16:08
微特电机(2015年1期)2015-07-09 03:45:02
轴承(2011年10期)2011-07-25 01:36:22