
高铁白车身装配质量的机器视觉检测方法*
2021-07-15 12:08侯天龙孙永奎孙小通
传感器与微系统 2021年7期
侯天龙, 孙永奎, 马 磊, 孙小通
(西南交通大学 电气工程学院,四川 成都 610031)
0 引 言
高铁白车身是高铁列车之“骨”,是一个复杂的组合结构件,由数百种零部件经过且切削、焊接、铆接等而成,其中焊接占85 %。焊接前装配质量的优劣直接影响后续的焊接质量,而焊接质量对整车质量起着决定性作用。
本文针对高铁白车身的关键零部件[1~5],提出了基于机器视觉[6]的高铁白车身装配质量测量方法。设计了高铁白车身装配质量检测系统,将采集的图像通过滤波算法进行预处理,采用脊线跟踪和Hession矩阵相结合的方式提取结构光条纹中心线。通过系统的映射关系可实现中心线坐标信息与三维尺寸的转换,完成对装配特征的尺寸检测。
1 硬件结构
本文设计的高铁白车身装配质量检测系统硬件系统如图1所示。
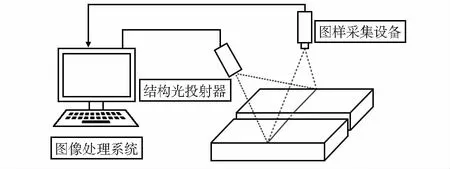
图1 系统的结构
2 图像处理算法
2.1 自适应窗口的中值滤波
如图2所示设滤波窗口的大小为W,窗口最大值为Wmax,Zmin表示窗口内最小像素值,Zmax表示窗口内最大像素值,Zxy表示像素坐标系下(x,y)的像素值,Zmed表示窗口内像素的中值。在中值滤波的基础上[6],设计了一个自适应窗口的中值滤波算法,通过动态的改变滤波器的窗口尺寸大小,提高对噪声密度较大的图像中的滤波效果。算法原理为:窗口尺寸为W的滤波器输出为该窗口中的极大值或者极小值时,则该值为噪点,通过增加窗口尺寸再次滤波。若窗口尺寸已达到设定的最大值Wmax,采用几何均值滤波对窗口内的噪声进行滤波。

图2 滤波算法示意
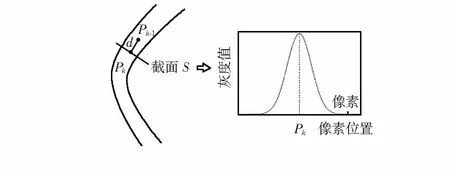
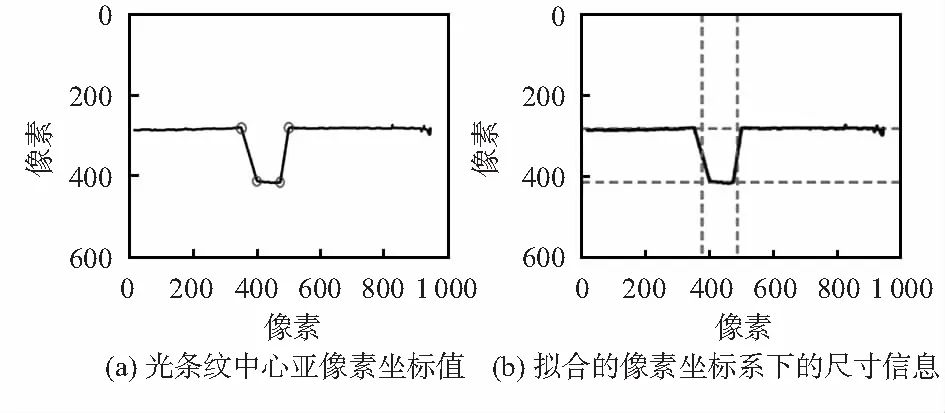
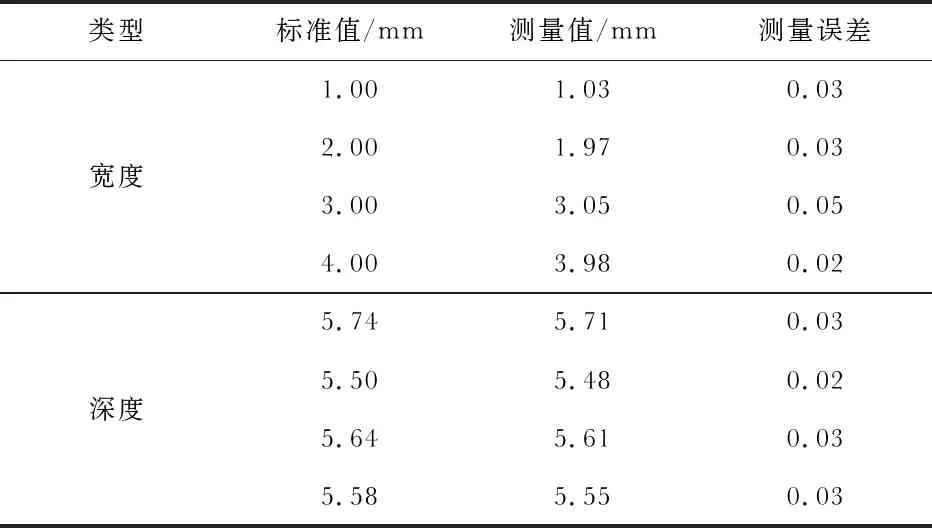
自适应窗口的中值滤波的具体步骤如下:1)将采集到的图像按最外侧边界值进行最大窗口尺寸扩充。2)用3×3的初始滤波窗口对图像上的点进行一次遍历,判断Zxy是否是噪声点,如果满足Zmin 图3 两种滤波算法对图像滤波的效果比较 图像采集设备内部参数标定采用张正友标定法得到相机的内参数矩阵和畸变参数,光平面的标定采用基于空间几何约束的光平面标定法[7]。光条纹[8]中心提取分为两个步骤:1)采用脊线跟踪算法对图像中的光条纹特征识别;2)结合Hession矩阵算法实现光条纹中心亚像素的提取。 2.2.1 脊线跟踪算法 脊线跟踪算法是指根据光条纹上若干个中心点的梯度值推算出整个条纹的走向,并得到光条纹的细化图像[9]。脊线跟踪算法包括起始点选取、特征点脊线方向计算、特征点更新、脊线跟踪终止4个步骤。 1)起始点选取:通过分割后不同区域的图像方差,选择方差最大图像块作为光条纹边缘特征块,选择该特征块内灰度值最大点作为特征点,即该点跟踪起始点。 2)特征点脊线方向计算。以当前处理点为中心,选取跟踪窗口宽度为(2W+1),确保宽度小于光条纹宽度,根据式(1)[8],求解条纹中心点的法线 (1) 式中fy(x,y)和fx(x,y)分别为f(x,y)在x方向和y方向的梯度值。脊线跟踪有可能存在两个方向,即θ=φ+π/2或者θ=φ-π/2,确保两个方向同时被跟踪。 3)特征点更新:对脊线上的特征点进行判断,如图4所示,Pk-1是当前点,可根据最大似然准则得到当前点的法线,沿法线前进d个像素点后做光条纹的截面S,该截面上点的灰度值分布满足一维高斯分布,在截面上选择灰度最大值点作为下一个更新点Pk。 图4 脊线跟踪过程 4)脊线跟踪终止:条件为以下三类:新跟踪点已到达图像边缘;图像中所有跟踪点均已跟踪过;更新的跟踪点已经到达图像中的非条纹区域。 普京通过颁布并实施符合俄罗斯政治实际的自成体系的改革举措使得俄罗斯政党政治逐步摆脱叶利钦时期的芜杂局面,日渐迈向有序、规范与稳定。其梳理政党格局、规范政党秩序、大力推动政党体制改革、促使政党发育等以维护国家稳定、打造顺畅高效的国家权力体系的种种变革,皆有效的推进了俄罗斯政党制度和高层权力运行机制的完善。从这一层面来看,俄罗斯多党制基础真正意义上的奠定期正是普京治下政党政治制度的变革发展期。 2.2.2 亚像素条纹中心线的提取 Hession矩阵算法充分利用了高斯卷积运算可分离性及图形领域内高斯卷积模板公共窗口内包含的冗余信息。首先需要对图像进行高斯滤波,像素点的值由其本身值和邻域内的其他像素值经过加权平均后得到,抑制图像中正态分布的噪声,得到更加平滑的图像。 计算Hessian矩阵最大特征值对应的特征向量,该特征向量对应于光条纹的法线方向。在法线方向利用Taylor级数展开得到亚像素位置坐标。对于二维图像,其Hession矩阵可采用式(2)来表示[10] (2) 设二维图像f(x,y)与高斯核函数卷积后,得到偏导数gx,gy,gxx,gxy,gyy,则图像f(x,y)任一点像素坐标(x0,y0) 的二次Taylor级数展开为 (3) Hessian矩阵最大特征值对应的特征向量,即光条的法线方向用(nx,ny)表示,其中‖(nx,ny)‖=1,以点(x0,y0)为基准点,则光条中心的亚像素坐标为 (px,py)=(x0+tnx,y0+tny) (4) 设置图像中心判定条件:(tnx,tny)∈[-0.5,0.5] ×[-0.5,0.5],即一阶导数为零的点位于当前像素内,且(nx,ny)方向的二阶导数大于指定的阈值,则该点(x0,y0)为光条的中心点,(px,py)则为亚像素坐标[11]。 实验系统的相机分辨率为2 592×1 944,像元尺寸为2.2 μm×2.2 μm,焦距f为50 mm,拍摄距离为50 cm。通过标定,横向方向每个像素点映射的宽度尺寸为0.03 mm,纵向方向每个像素点映射的深度尺寸为0.04 mm。检测结果如图5所示,连接亚像素坐标值后得到光条纹中心线。 图5 结构光条纹中心提取结果 将计算出的光条纹中心亚像素坐标值绘制在像素坐标系中如图6(a)所示,其中A点坐标为(350.9,279.7),B点坐标为(400.0,411.7),C点坐标为(473.0,415.7),D点坐标为(500.0,280.9)。通过光条纹中心线的亚像素坐标值拟合得到图6(b)所示的像素坐标系下的条纹宽度和条纹深度信息。根据线结构光的光平面方程和坐标系之间的映射关系,将亚像素坐标值解算为世界坐标系中的三维坐标,得到构件的间隙宽度为2.78 mm,深度为5.76 mm。 图6 结构光条纹中心提取结果 实验将游标卡尺(精度:0.02 mm)测量高铁白车身构件拼装尺寸作为标准值,传感器和游标卡尺测量了不同宽度和深度,每次实验测试60组求其平均值,实验结果如表1所示。 表1 实验测量结果 文献[12]中基于结构光视觉的白车身间隙平均测量精度达到0.31 mm,面差平均测量精度为0.13 mm。由表1的测量结果可以得到,系统的检测精度可达到0.05 mm,提高了在间隙和深度的测量精度。 本文通过机器视觉的方法实现装配质量的检测。实验结果表明:本文方法准确检测了高铁白车身零部件装配间隙,其精度达到了0.05 mm。今后还需更进一步对系统的适应性和鲁棒性进行研究,实现更复杂、更精准的测量。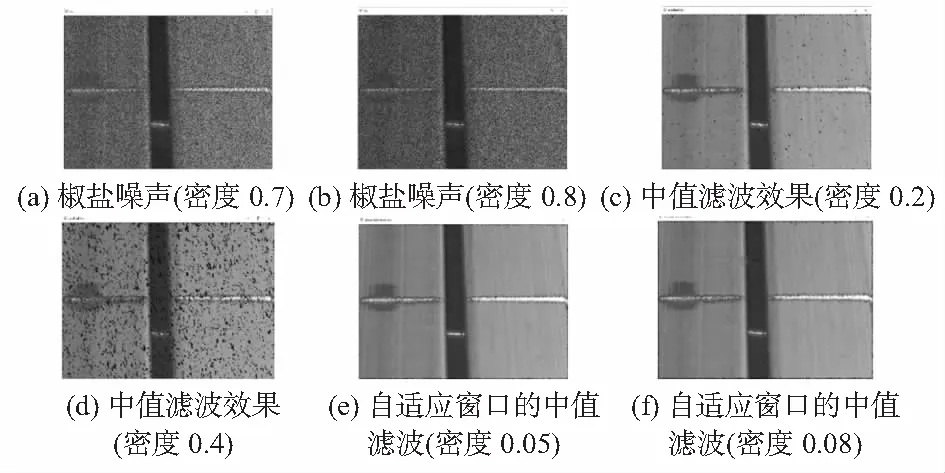
2.2 条纹中心提取及尺寸测量
3 实验与结果分析

4 结 论
猜你喜欢
世界汽车(2022年11期)2023-01-17
小福尔摩斯(2019年2期)2019-09-10
小学生必读(低年级版)(2019年9期)2019-04-13
小学生必读(低年级版)(2019年10期)2019-04-13
汽车维修与保养(2015年7期)2015-04-17
汽车维护与修理(2015年6期)2015-02-28
汽车维护与修理(2015年2期)2015-02-28
地理与地理信息科学(2015年6期)2015-02-10
娃娃画报(2014年9期)2014-10-15
中国测试(2013年3期)2013-07-12
