
年产3000吨速溶复合百合粉工厂设计
2021-07-14 07:57:20尹乐斌李乐乐金小柯何平刘桠丽
中国调味品 2021年7期
尹乐斌,李乐乐,金小柯,何平,刘桠丽
(1.邵阳学院 食品与化学工程学院,湖南 邵阳 422000;2.豆制品加工与安全控制湖南省重点实验室,湖南 邵阳 422000)
1 速溶复合百合粉
此项目为年产3000吨速溶复合百合粉的中小规模工厂生产线,选用干制百合鳞茎为原料,以干红枣片、干山药片、薏苡仁和莲子为辅料,原辅材料的单品均需经CFJ-400锤片式粗碎机组进行粗磨加工,初步粉碎后的产品颗粒粒度一般控制在50目左右。粗磨后的原辅材料单品储存在储料仓中,再分别由自动上料机输送到气流超微粉碎设备中,利用超微粉碎技术进行二次粉碎,气流超微粉碎后的原辅材料粉体按配方比经过DSH-0.5双螺旋锥形混合机充分混合均匀后,再投入到ZFL-150全自动沸腾制粒干燥机中进行造粒,造粒后的颗粒粒度在80目以上。配备自动进料/出料装置的生产线设计,能一体同步实现“混合”、“干燥”、“制粒”、“溶液包衣”、“粉末敷层”、“自动进/出料”等一体化生产工艺目标,在降低工人劳动强度、节省劳动力的同时,又降低了因生产操作造成的二次污染的风险,满足了清洁、绿色、高效的生产现实需求。
2 产品方案
产品方案即是年产3000吨速溶复合百合粉的中小规模工厂生产线的可行性缩影[5],年产3000吨速溶复合百合粉工厂设计根据原材料和运输等各种环境和经济因素合理安排生产日程,在保证产品质量合格和产能充足情况下,调节人员配置和原料采购,根据市场需求和原料的季节性影响来平衡劳动力和生产能力两者[6],使公司获得更好的经济效益,除此之外,工厂的节能环保、“三废”排放问题也必须关注。
2.1 建设规模
拟建设年产3000吨速溶复合百合粉工厂1个。
2.2 产品方案
年产量:3000吨;生产能力:设计工厂班制为两班倒,每天有效工作时间为8 h,年工作日约为260 d,设计的班产量:3000 t/年÷260 d/年÷2班/日=5.77 t/班。
3 厂址选择
工厂布局需要综合考虑该地区的经济、气候、交通、水电等条件。因此,速溶复合百合粉工厂建设与当地的诸多条件都有密不可分的关系。速溶复合百合粉加工工厂项目的厂址选择在湖南省隆回县北山镇,此地靠近省道S317,交通便利,物流运输方便,附近有2个有机龙牙百合种植基地,故原材料采购相对很方便,同时此处地势十分平坦,靠近隆回县东南工业区,工程基础好,供电稳定,水源充足且水质符合GB 5749-2006,隆回地区气候温暖湿润,环境质量优异,此处的污水处理排放也较为方便。速溶复合百合粉厂址与百合种植基地之间交通方便,隆回县境内百合种植基地多达6个,而北山镇就拥有2个百合种植基地,良好的区位优势可大大降低采购原料的运输经济成本和时间,避免了长距离运输出现的原料营养成分损失和腐败等情况。厂址距离沪昆高速和国道320很近,方便产品外销。
4 主要生产设备的选择
4.1 设备选型的要求
设备选型应当遵循适用性、先进性和合理性的原则。首先要求生产设备适用,能够保证产品质量,符合产量需求,满足生产规模的需求;其次在提高产品质量的同时也要提升工艺效率,从而实现更高指标的追求。在设备选型上,主要选用自动化程度高,尽可能以机械代替人工,能够连续作业,可以充分利用生产资料的设备,最好是能进行自动控制的系统,特别是对一些关键性的指标,如时间、温度、流速、压力、蠕动泵泵速和风机频率等能进行智能控制。最后要考虑设备的经济适用,不仅要考虑前期购置设备的性价比,还要兼顾工作时能耗以及设备维护保养等费用,尽可能选择效率高、能耗低、性能稳定、大小适宜、拆卸方便、易于清洗和维修、使用年限长的型号。
4.2 主要设备的选择
4.2.1 (锤片式)粗碎机组(型号:CFJ-400)
将物料从喂料斗送进粉碎室后,物料受到锤片打击而粉碎,粉碎后的物料被风机吸出,通过筛孔送入到旋风分离器中。较粗的物料将再由锤片反复打击直到粉碎后通过筛网滤出为止,确保物料被彻底粉碎,进入下一道工序。该机组具有效率高、能耗低、噪音小、使用寿命长等特点,已被广泛应用于医药、食品等行业的物料粉碎。
4.2.2 储料仓
储料仓采用304不锈钢材质,均为下锥体圆柱,容积分别为30 m3的 1个,20 m3的1个,15 m3的1个,8 m3的4个,主要是收集粉碎之后的原辅料样品。
4.2.3 自动上料机
真空粉末吸料机由自动化控制系统控制,由真空泵、真空料斗等部件构成。真空粉末吸料机广泛应用在包装机、粉碎机、储料仓等设备的物料输送,自动化程度高,可有效解放劳动力,降低劳动强度,同时也能解决粉尘污染环境的问题。
4.2.4 双螺旋锥形混合机(型号:DSH-0.5)
通过螺旋公转时同步进行自转,促使物料在混合机的锥体内发生复合迁移运动,物料通过运动在混合机内产生对流、剪切、扩散,从而达到快速、均匀混合的目的,可提高造粒原辅料产品均匀混合效果。
4.2.5 全自动沸腾制粒干燥机(型号:ZFL-150)
配备自动进料/出料装置,可实现“混合”、“干燥”、“制粒”、“溶液包衣”、“粉末敷层”、“自动进/出料”等一体化生产工艺目标,物料在热气流的作用下悬浮,形成“沸腾”状态,在此状态下物料表面充分与热空气发生接触并均匀受热,从而达到最佳的热交换状态,进而提升制粒效果。通过搭配调试适宜的喷雾系统,并根据工艺需求对设备结构进行进一步改造优化后,能有效助力食品加工厂实现清洁生产,提高生产效率。

表1 生产线设备配置价格Table 1 The production line equipment configuration price
5 工艺流程
生产工艺流程图见图1。

图1 生产线工艺流程图Fig.1 The process flow diagram of production line
原料、辅材采购:应符合国家相关标准,首选符合国家标准的,其他也可以选择符合行业标准、地方标准或其他相关规定的。对于实施生产许可证管理的产品,应采购获证企业生产的产品,并要求供货方提供相关的生产资质及检验结论为合格的出厂检验报告,同时建立采购台账,及时做好采购记录。
验收:原辅材料入库前,应安排专人验收,验收标准须遵循各产品品类相应的生产标准或工艺规程,如干百合片采用地方标准DB62/T 411-2007《百合干》,干红枣采用国家标准GB/T 5835-2009《干制红枣》,干山药片优先采用国家标准GB/T 20351-2006《地理标志产品 怀山药》,参考地方标准DBS41 009-2016《食品安全地方标准 山药片(粉)》和农业部部颁标准NY/T 1065-2006《山药等级规格》,莲子和薏苡仁分别采用农业部行业标准NY/T 1504-2007《莲子》、NY/T 2977-2016《绿色食品 薏仁及薏仁粉》等,经验收合格入库的原辅材料应当如实登记,做好相应的台账记录。
清洗:采用符合国家生活饮用水标准的水源对原辅材料分别进行清洗并晾干待用。
烘干:分别将清洗并晾干的龙牙百合干片、薏苡仁、磨皮莲子、山药干片等原辅材料在70 ℃左右进行烘干,使其含水率在7%~8%左右,将清洗并晾干的红枣干片在60 ℃左右进行烘干,使其含水率在7%~8%左右。
粗粉碎和超微粉碎:将含水率在7%~8%左右的百合干片投入粗粉碎机中进行粉碎,将颗粒粒度控制在50目左右,然后把粗粉碎后的物料倒入超微粉碎机中,利用气流进行超微粉碎,再将精细粉末输入百合原粉贮罐中储存待用。采用同样工艺将磨皮莲子、山药干片、薏苡仁、红枣进行粉碎,分别存放至莲子原粉贮罐、山药干原粉贮罐、薏苡仁原粉贮罐和红枣原粉贮罐中储存待用。
粉末混合:按照原、辅材料比例为6∶1,辅料之间比例为1∶1∶1∶1分别从原辅料贮罐中准确称取龙牙百合干原粉、红枣干原粉、莲子原粉、薏苡仁原粉、山药干原粉,输入粉末混合机中搅拌均匀。
沸腾造粒:将混合均匀的龙牙百合干原粉、红枣干原粉、莲子原粉、薏苡仁原粉、山药干原粉等原辅料输入沸腾制粒机中,控制进风温度为70 ℃左右,蠕动泵泵速为5 r/min,风机频率为25 Hz[7],造粒后的颗粒粒度控制在80目以上。
包装:选用无毒无害、性能稳定的食品包装材料,能保证产品不会与之发生化学反应而产生造成人体健康威胁的物质,如属国家实施生产许可管理的产品,还必须采用获证企业生产的食品包装材料。在采用自动包装线进行产品包装前,应当检查空袋能否密封,封口是否平整,有无不规则的褶皱,裁切口是否整齐,剪切长度能否满足所需包装产品的需求等,包装后的成品要满足密封牢固、封口平整、强度适中、不易破损等要求。
出厂检验及留样保存:对每批次产品按标准要求进行随机抽取样品并开展出厂检验,对抽取的样品按批次保存备用留样,准确编写检验原始记录,同时出具对应的检验报告,产品经出厂检验合格后方可进入成品库。
入库保存:成品仓库需保持相对封闭,设置纱窗、风幕、防鼠挡板等防尘、防虫设施,确保有效防蝇、防鼠、防尘,仓库应保持整洁,不得堆放其他无关杂物,产品离地离墙堆放,防止受潮变质,按照先进先出的原则整齐堆放,最大限度提高商品货架期。
6 水、电量衡算
6.1 用水量衡算表[8]
按照用水量衡算估算,正常生产时,每班次用水量为5005.66 kg,每日用水量为10011.32 kg,每月用水量为250283 kg,每年用水量2502830 kg,见表2。

表2 用水量衡算表Table 2 The water consumption balance table kg
6.2 用电量衡算表
根据用电量估算,本生产线班产耗电量1013.6 kW·h,年耗电量506800 kW·h,见表3。

表3 用电量衡算表Table 3 The power consumption balance table kW·h
7 劳动力配置
速溶复合百合粉生产线定员人数对全厂的盈利情况有很大影响[9],劳动力是生产加工中的重要组成部分,生产过程中合理分配劳动力,可有效提高工作效益,优化资源配置,提高产能同时节约成本。由于龙牙百合是季节性作物,成熟期在每年的7-9月份,因此在此阶段对于原料的采购和前期处理需要大量劳动力,故可安排临时工加班。
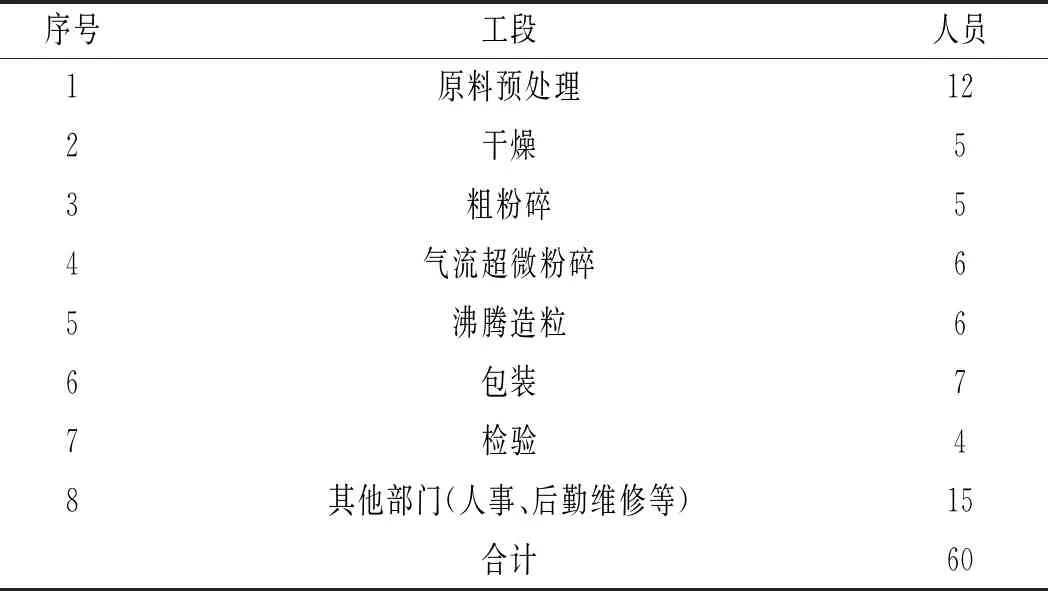
表4 工段和部门人员Table 4 The section and department personnel
8 产品质量控制
速溶复合百合粉生产加工严格把控产品质量安全,在原料采购时,从源头上检测百合重金属含量是否符合GB 31604.9-2016,车间生产中有效实施HACCP质量管理[10],从原料到生产再至成品整个流程中监管质量,车间布局配套必要洁净区,避免交叉污染,成品在出厂时再次检验是否达标。
9 生态环保
生态环保是现在每个工厂企业必须重视的事情,在响应总书记提出的“绿水青山就是金山银山”生态绿色经济发展方针下,发展绿色经济不仅能带动农民增收,也大大降低了环境污染,促进资源的合理开发利用。速溶复合百合粉工厂建设秉承“绿色健康”的发展理念,不仅要保证生产工艺方面节能环保,同时确保产品质量安全可靠。为了做好生态环保,企业需要对生产人员进行教育,对生产废弃物严格回收再排放,修建必要的污水处理站等。
10 总结
设计年产量3000吨的速溶复合百合粉生产线,在一定程度上丰富了百合加工新技术,工艺技术更加科学合理,产品质量愈发健康营养,车间生产倡导安全环保,生产设备稳定高效,劳动力安排和车间布局更加人性化,总体上在提高公司效益的同时,带动当地农民增收,推销产品走出国门,吸引更多市场和投资。
猜你喜欢
石油沥青(2023年5期)2023-12-08 08:34:42
学生天地(2020年19期)2020-06-01 02:11:30
食品工业科技(2019年19期)2019-10-25 06:10:46
人大建设(2018年6期)2018-11-17 22:51:26
农家之友(2018年6期)2018-06-20 08:00:22
传记文学(2017年4期)2017-04-25 23:09:32
生物技术世界(2016年5期)2016-10-28 05:10:37
传奇故事(破茧成蝶)(2015年1期)2015-02-28 09:26:32
食品工业科技(2014年15期)2014-03-11 18:17:37
断块油气田(2013年2期)2013-03-11 15:32:54
