基于EN15085标准的大型养路机械焊接工艺智能化系统开发
2021-07-10 11:13张发荣
科技视界 2021年17期
张发荣
(中国铁建高新装备股份有限公司,云南 昆明650215)
0 引言
在铁路车辆及其部件的制造过程中,焊接是一项特殊工艺。焊接工艺作为轨道车辆生产制造的核心技术,是衡量车辆装备制造能力的重要标志之一。焊接技术水平的提升直接关系到车辆品质、制造成本及生产周期[1]。铁建装备于2012年通过EN15085焊接体系CL1级认证,取得了走向国际市场的通行证。该体系经过近九年的有效运行,建立了一套完善的焊接质量控制和生产管理体系,也培养了一支掌握国际先进制造理念的产品设计及工艺研发人员队伍,全面提升了铁路大型养路机械的焊接水平和焊接质量。
焊接工艺规程(WPS)是把焊接工艺评定(WPQR)当作基础数据,将具体的产品当作焊接对象,来指导焊接生产过程的一整套经过评定合格的焊接工艺文件。合理的WPS是确保制造符合规范要求的焊缝的关键因素。目前公司的WPS均采用手工编制,这不但要求编制人员有丰富的焊接实践经验,而且在编制过程中,还需查询各种国内外标准和焊接工艺评定报告,导致整个编制过程周期长,效率低。受限于编制人员的经验、水平,手头掌握的资料多寡,资料质量的好坏等因素,WPS的品质难以得到保证,质量良莠不齐,其中难免出现各种疏漏和错误。此外,每个工程师编制的WPS电子档都是保存在自己手上或仅在项目组内部流转,没有统一规划的存档方案。仅靠纸质档案根本无法实现文件共享,通用性、重用性更是无从谈起。
在目前公司新产品不断增加,研发人员平均从业年限不断下降的背景下,开发一个焊接工艺规程智能化系统,不但可以解决当务之急,把工艺人员从繁复的标准查找,规则对照等工作中解脱出来,从而提高工作效率和工作质量,缩短工艺开发周期,保障工艺规程准确性、规范性,提高WPS管理水平,增加WPS重用性,也符合公司实现无纸化办公、数字化生产,智能化管理的大趋势[2]。
1 系统架构设计
1.1 需求分析
要开发的系统应遵循焊接工艺的一般流程,能够紧密结合公司生产需要,满足EN15085焊接管理体系的相关要求,满足以下功能:
(1)系统能实现对母材/焊材库、焊接接头库、焊接标准库、焊接工艺评定(WPS)及焊接工艺规程(WPS)等各类焊接工艺文件的管理,如编制、生成、存储、汇总、在线浏览、打印、报批、审批、修改、删除及查询等;
(2)系统具有按照母材牌号、材料厚度、焊接方法及接头形式等进行查询各类焊接工艺文件的功能;
(3)系统能根据焊接工艺评定标准要求,自动引导编制各类焊接工艺评定(WPQR)文件;
(4)系统能自动判断焊接接头适用的工艺评定,并结合生产实际编制生成焊接工艺规程(WPS);
(5)系统能对焊接工艺规程的产生进行智能化判断;
(6)系统能够提供适应权限的编制、审核、批准等动态管理;
(7)系统能提供有效的数据安全机制,保证系统数据安全;
(8)系统具有良好的扩展性,可对系统功能进行升级扩展。
1.2 总体框架设计
系统总体结构设计是整个系统可靠运行的基础,必须充分考虑到目前及可预见的功能、性能及安全需求,确保结构能够适应需求的调整。焊接工艺智能化系统划分为四层进行架构,分别是基础设施层、数据层、应用服务层和用户层。
基础设施层主要包括系统开发运行支撑环境,如网络、服务器等,支撑环境是整个软件系统稳定、安全运行的保障。数据层主要是系统开发过程中数据存储、数据操作所需的支撑工具。应用服务层主要是支撑系统页面正确运转所需的后台服务支撑。用户层主要是用户交互页面的功能模块。系统总体框架图见图1。
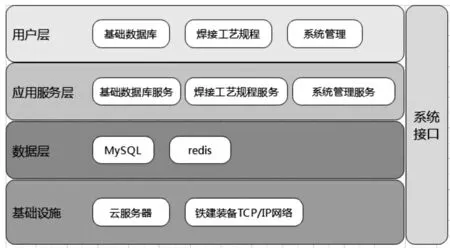
图1 系统总体框架
1.3 软件架构设计
焊接工艺智能化系统的功能架构分为了三个模块,分别是基础数据库模块、焊接工艺规程模块和系统管理模块,软件架构图如图2所示。
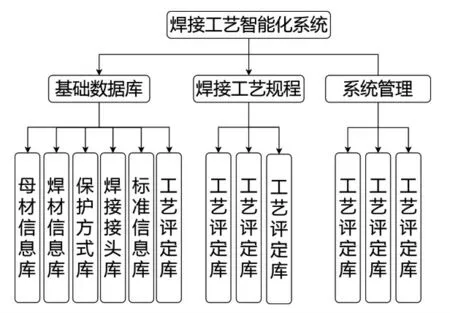
图2 软件架构
1.4 硬件架构设计
焊接工艺智能化系统硬件支撑主要包括网络环境及服务器支撑环境,依照应用系统部署需求,应用系统部署在铁建装备内网。
2 软件实现
2.1 软件平台的选择
系统完成后,不仅要优质、高效地实现需求,还要具有良好的安全性、可靠性和便捷性,所以选择了浏览器/服务器模式(即Browser/Server模式)。这样,客户机上只要有浏览器就可以使用系统,大大减轻了客户机的负担,也可实现跨平台、跨终端使用。相应地,开发语言选择的是面向对象程序设计语言Java,它有卓越的通用性、高效性和安全性,适合用来开发可靠性要求高的系统[2]。此外,还用到了JavaScript、CSS、HTML。数据库选用的是MySQL。
2.2 数据库设计
2.2.1 表设计
正确地进行表设计(正式名称是“数据库规范化”,包括表的命名规范等),使用正确的数据结构,不仅便于对数据库进行相应的存取操作,而且可以极大地简化应用程序的其他内容(查询、报表、代码等)。基本表及其字段之间的关系,尽量满足第三范式,必要时适当降低范式标准,增加冗余,在运行效率和存储空间之间取得平衡。
2.2.2 库的流程和逻辑设计
每个数据库都要执行添加、修改、删除、查询、浏览、导出到Excel等操作,接下来需要对每个库的各个操作设计处理流程。如焊材信息的处理流程设计如表1所示。
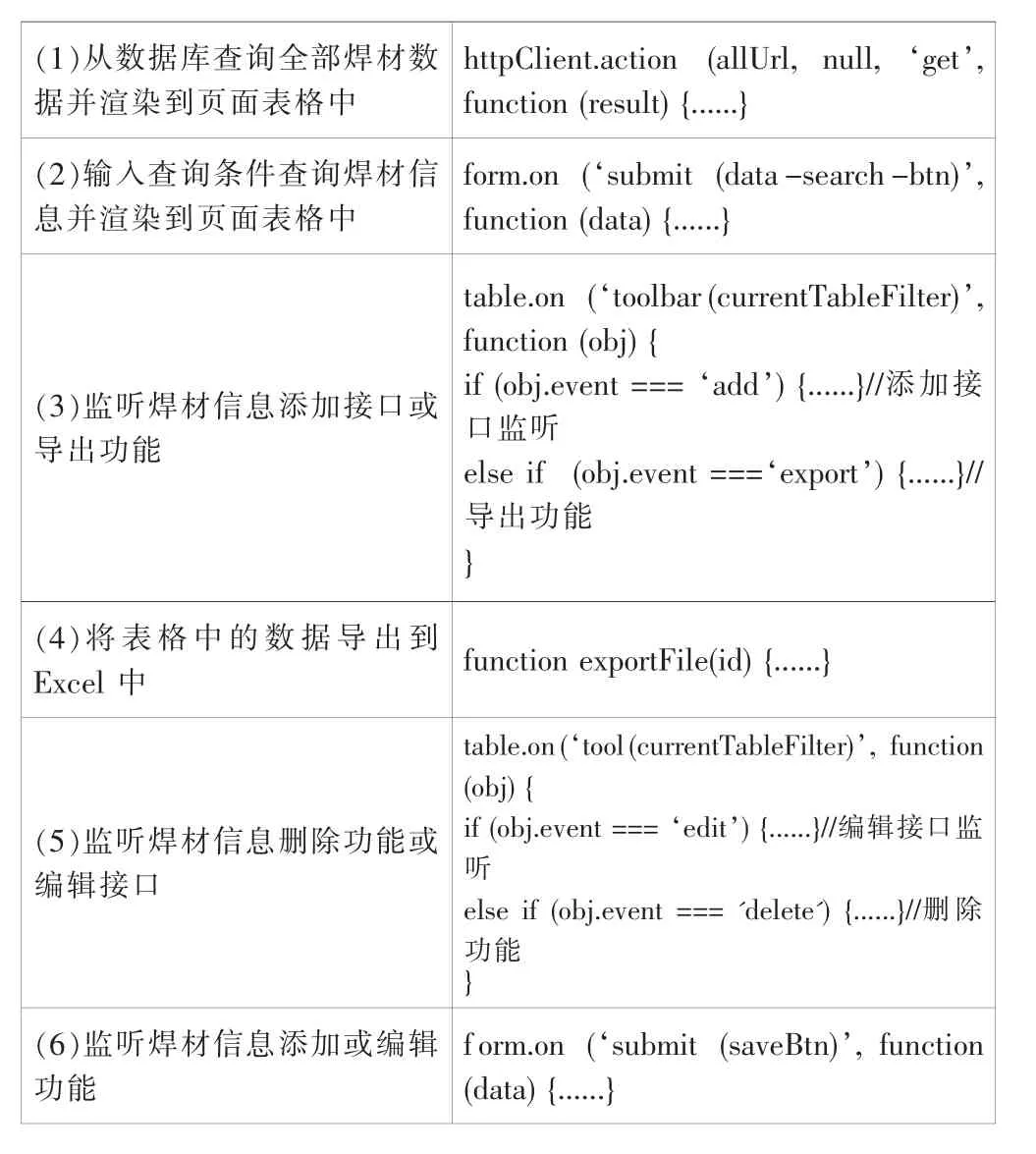
表1 焊材信息的处理流程
2.3 界面设计
系统的界面框架由三部分组成,分别是:菜单栏、header栏、Tab标签栏及标签页。菜单栏是整个系统的功能页面路径索引,共两级菜单项,通过鼠标点击展开或收起,一级菜单项默认为展开状态。Header栏主要是系统样式设置以及当前用户信息操作。Tab标签栏及标签页是系统的功能页面显示部分,能显示多个标签页信息,默认显示首页且首页无法关闭,其他标签页可手动关闭。
2.4 权限管理
系统具有完善的权限管理方案,内置了三种用户角色:超级管理员、管理员和一般用户。不同角色可配置不同权限,根据实际需求设置。用户的权限取决于他所属的角色类别,还可以根据工作岗位调整角色、启用和停用。超级管理员拥有所有权限。
2.5 功能设计
用户进入系统后,可以进行母材、焊材、保护方式、接头信息、工艺评定等的添加、修改、查询、预览,下载,批量导出等操作,也可以进行WPS的编制、审批、查阅(需要有相关权限)。为了提高效率,减少错误,保证质量,根据公司实际情况,通过一系列人性化的设置,把一些经验、知识固化到了系统内部,大大减少手动输入的烦琐,减少人为疏漏对数据的影响,提高了系统的用户体验[2]。比如:
(1)提供下拉选项,减少手工输入,避免人为错误的发生;
(2)设置填充规则,必填项为空或者填充内容不符合规则会弹出提示框;
(3)设置数据联动,比如填入母材牌号会自动选择材料级别,母材类别选板材时,外径变为:N/A不适用等;
(4)常用内容自动填充,也可根据需要修改,比如母材级别分类标准默认为:ISO/TR 15608;
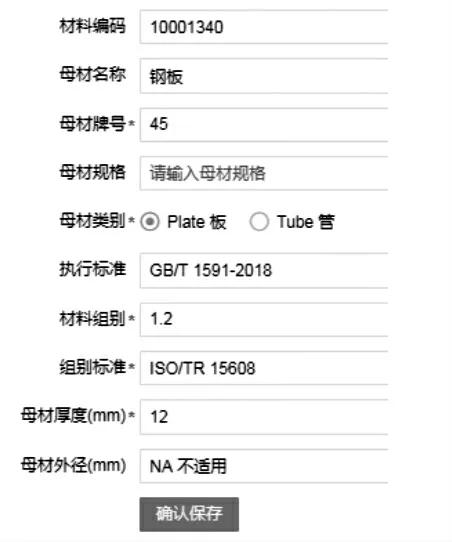
图3 母材信息录入
2.6 WPS生成
系统搭建完成后,对母材信息库,焊村信息库,保护方式库、焊接接头库、工艺评定库标准信息库进行了基础数据录入。这个过程其实也是对系统功能的测试。
接下来就是最核心的部分:WPS的生成。选定一个焊接接头,系统通过接头信息调用相应的WPQR,根据WPQR的内容调用其他各库的内容,生成预焊接工艺规程pWPS。焊接工艺开发人员根据需要进行调整后,提交审批,审批合格后生成正式WPS,供打印下发。这种过程可用以下流程图表示:
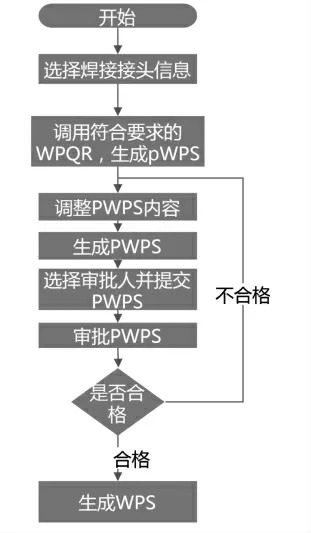
图4 WPS生成流程图
审批完之后的WPS即可导出和打印,用于指导生产。
3 结语
本焊接工艺智能化系统从公司实际出发,针对性强,解决了公司焊接工艺编制周期长,质量不均一,焊接工艺文件无法共享和重用等痛点问题,降低了编制门槛,提高了WPS编制效率和质量,规范了焊接工艺文件的管理,建立了焊接知识库,为新产品的焊接工艺开发奠定了基础,提高了企业的信息化办公、无纸化办公程度。
另外,本系统从前期规划到后期部署和系统维护都是由公司内部人员完成,它也是公司在软件系统开发方面实力的一次展示和明证。
猜你喜欢
军事文摘(2022年19期)2022-10-18
电子乐园·下旬刊(2022年6期)2022-05-16
四川劳动保障(2021年3期)2021-01-27
世界汽车(2020年6期)2020-12-28
印刷工业(2020年4期)2020-10-27
中国交通信息化(2017年4期)2017-06-06
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
山东冶金(2015年5期)2015-12-10
风能(2015年4期)2015-02-27