HACCP体系在凝固型玻璃瓶酸奶生产中的应用
2021-07-02 08:11薛海波吴栋平杨亚兵朱玉英程初林
江苏调味副食品 2021年2期
薛海波,许 琼,吴栋平,杨亚兵,朱玉英,程初林
(江苏梁丰食品集团有限公司,江苏 张家港 215600)
酸奶是以生鲜牛乳为原料,通过添加发酵菌种制成的一种凝乳状奶制品,根据组织状态的不同,可以分为搅拌型、凝固型和饮用型。酸奶酸甜可口、柔滑细腻、风味独特且营养丰富,因此备受消费者青睐[1]。
危害分析与关键控制点(Hazard Analysis and Critical Control Point,简称HACCP)是国际食品行业普遍采用的食品安全管理方法,是建立在现代食品安全系统基础上的指导性的基本准则,是一种系统的、有效的、合理的食品安全预防性方案[2-6]。HACCP通过对生产过程中各工序的危害进行分析、识别、评估、控制、验证等系统性管理,将风险降为最低,其核心在于预防及消除危害,并非依赖产品检验发现和管控问题。我国自20世纪90年代起推行HACCP体系,取得了显著效果。
近年来,我国乳制品行业发展迅速,乳制品包装形式多样,创意独特。玻璃瓶包装虽然易碎且不易携带,但是环保、耐热的优点使其地位仍然屹立不倒[7-8]。本文将HACCP体系应用于凝固型玻璃瓶酸奶的生产过程,以期为凝固型玻璃瓶酸奶的生产加工提供技术依据。
1 工艺流程
凝固型玻璃瓶酸奶的生产工艺流程如图1所示。

图1 工艺流程
2 操作要点
(1)原料乳验收。根据GB 19301对原料乳进行验收,包括感官、酒精试验、冰点、相对密度、脂肪、蛋白质、非脂乳固体、杂质度、酸度、铅、总汞、总砷、铬、黄曲霉毒素M1、菌落总数、芽孢总数、耐热芽孢、嗜冷菌、三聚氰胺、亚硝酸盐、农残、抗生素的检测。
(2)过滤、冷却。牛奶验收合格后经150目滤网过滤,迅速冷却至0~4 ℃,注入储奶罐储存。
(3)储存。储奶罐储存温度与时间见表1。
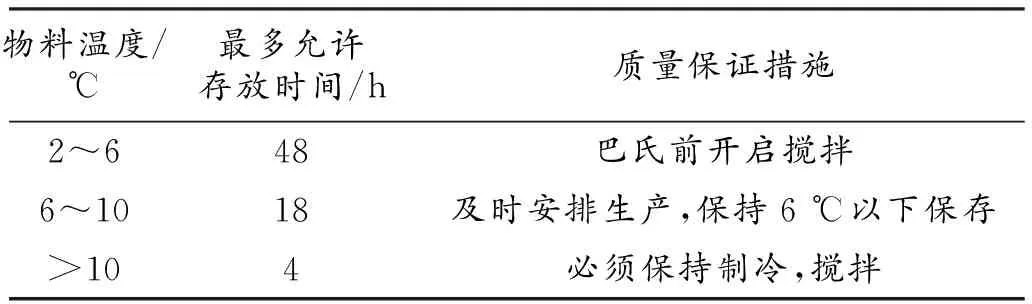
表1 储奶罐储存管理
(4)原辅料验收。根据原辅料入库验收规则进行验收。
(5)配料。配料员根据配方称取原辅料,填好转序单,并做好标识。生产人员生产前由巡检人员对转序单确认签字,方可拉入配料间生产。
(6)混合。按照生产工艺要求,加入白砂糖、稳定剂、乳清蛋白、稀奶油等配料与牛奶充分混合均匀,循环温度55~65 ℃,循环时间20 min。
(7)均质。牛奶预热到65~75 ℃,经均质机均质,均质压力180~200 bar,将牛奶中的脂肪球打碎,使牛奶的状态均一稳定。
(8)杀菌。牛奶经杀菌机杀菌,杀菌温度≥90 ℃,杀菌时间5 min。
(9)冷却、接菌种。将杀菌后的牛奶冷却到41~43 ℃,注入发酵缸;将菌种投入发酵缸,搅拌15 min,使菌种与牛奶混合均匀。
(10)玻璃瓶验收。由于玻璃瓶透明且易碎,对于新瓶,如果验收时发现玻璃瓶有残缺或有斑点,应拒收、作退货处理,对于回收的玻璃瓶,如果存在以上情况需要作废。另外,运输过程中应注意轻拿轻放。
(11)玻璃瓶清洗。玻璃瓶消毒前需经过碱洗,第1道碱浓度为1.5%~2.0%,第2道碱浓度为0.5%~1.0%。碱洗温度依据季节变化进行调整:4—10月,碱洗温度为55~65 ℃;其他月份,碱洗温度为45~55 ℃。
(12)玻璃瓶消毒。玻璃瓶经过二氧化氯消毒和纯净水冲洗,消毒液浓度为100~300 ppm。
(13)灌装。玻璃瓶经过碱液清洗、消毒后,灯检人员检查确认消毒后的玻璃瓶洁净程度,确保无破损、无倒瓶现象。产品采用自动灌装机进行灌装。
(14)标签、盖验收。如果验收时发现标签印刷模糊、盖有破损等,拒绝签收。
(15)盖杀菌。瓶盖使用前经紫外灯照射 30 min进行消毒。
(16)压盖封合。检查盖子是否漏盖、封合是否紧密,以及日期打印是否完整、清晰,如发现问题,及时挑出,将牛奶回收到指定地方,最后统一废弃。
(17)套、贴标签。贴标产品经过贴标机,贴上正反两种不同的标签。套标产品经过套标机,套上标签后蒸汽热收缩。
(18)装箱入热库发酵。装入周转箱,30 min内进入热库,热库温度保持在42±2 ℃,发酵时间7~8 h。根据规程,每一块铲板分别于最上一层和最下一层随机取一只样品测定酸度,当发酵酸度达到70 °T以上时,终止发酵。
(19)冷藏。产品贮藏在冷库内,温度保持在2~6 ℃。
(20)运输。冷藏车运输,运输温度 2~15 ℃。
(21)储奶缸、配料缸和储奶管道系统CIP清洗。按液态奶设备操作规程,对储奶缸、配料缸和储奶管道系统在每次使用后进行清洗,停用48 h以上需再清洗一遍方可使用。
(22)杀菌系统、发酵系统和灌装系统CIP清洗。按液态奶设备操作规程,对杀菌系统、发酵系统和灌装系统在每次生产结束后进行CIP清洗,停用48 h以上需再清洗一遍方可使用。
3 关键控制点及纠偏措施
3.1 危害分析
HACCP管理体系应用于食品中的危害分析通常包括生物危害、物理危害和化学危害。近年来,食物过敏成为世界关注的公共卫生学和食品安全问题[9],因此将过敏原的分析和控制纳入HACCP管理体系势在必行。
3.1.1 生物危害
常见的生物危害包括杂菌、霉菌、芽孢、虫害等,其中最需要控制的是致病菌[10-11]。究其源头,有环境因素、人员影响、设备运作不良等诸多原因,如原辅料在运输、储存过程中因操作不当受到微生物污染,投料过程中操作工洗手消毒不善导致微生物带入,投入发酵菌种时无菌环境的破坏引起发酵污染甚至失败等。生物危害在生产的任何阶段都有可能发生。
3.1.2 物理危害
玻璃瓶产品最常见的问题就是玻璃瓶的损坏[12-13]。其他物理危害还包括瓶中的粘瓶异物、投料环节的线带掉入、设备零部件等,因此,工作人员应具备高度责任心,在工作细节上加强对物理危害的必要控制。
3.1.3 化学危害
引起化学危害的因素包括原辅料本身的,也包括外界环境的。牛奶是凝固型玻璃瓶酸奶的主要原料。如果奶牛饲养不当,可能会出现抗生素、黄曲霉毒素引起的危害;如果原料乳中混入牛初乳,牛初乳中的免疫蛋白会对产品的发酵起到抑制作用。外界环境的化学危害包括CIP清洗液、玻璃瓶消毒液等化学品引起的危害。
3.1.4 过敏原危害
牛奶本身就是致敏物质,由于玻璃瓶酸奶面向不同人群,因此需要进行致敏标注。
3.2 关键控制点及纠偏措施
对凝固型玻璃瓶酸奶生产过程中的危害进行分析,最终确定5个关键控制点(CCP),分别为原料乳验收、杀菌、玻璃瓶消毒、灯检、CIP清洗,关键控制点(CCP)及关键限值(CL)见表2。
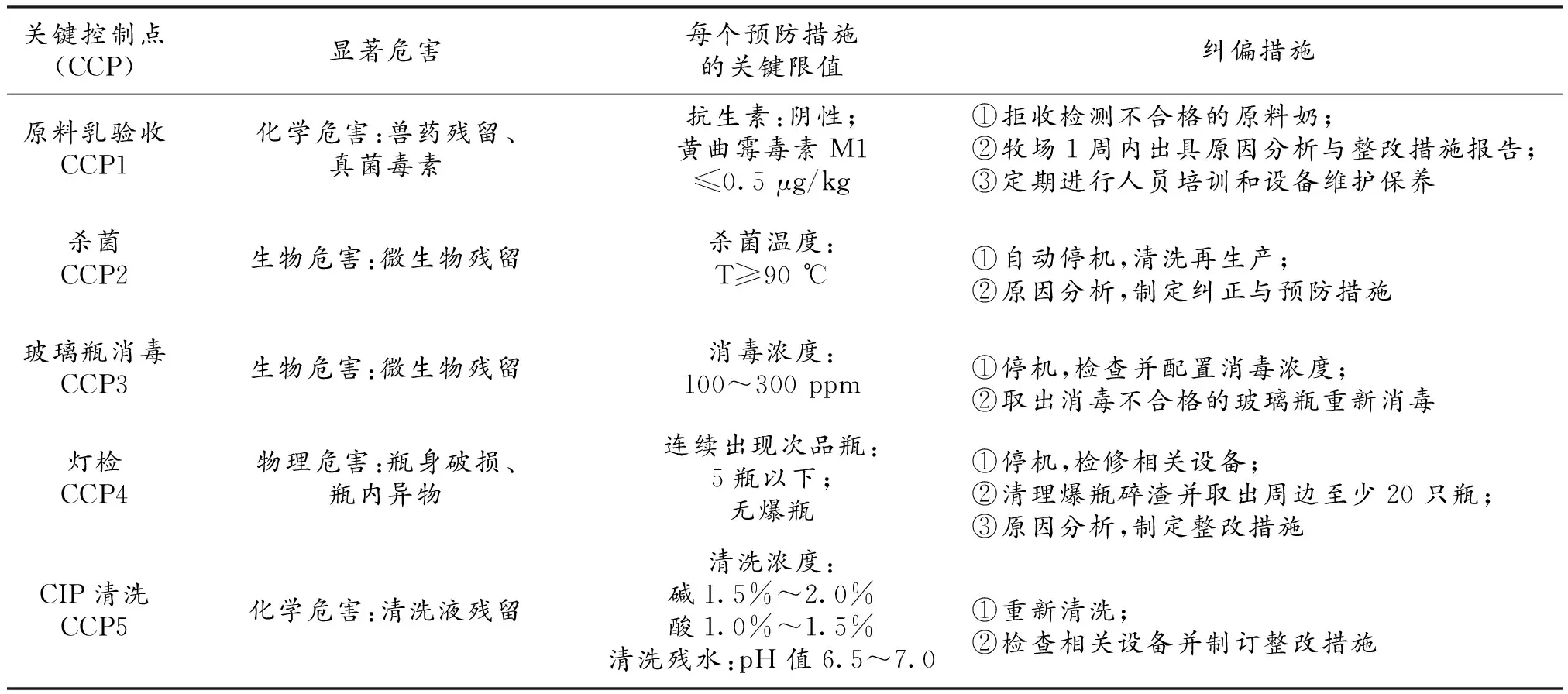
表2 关键控制点(CCP)及关键限值(CL)
3.2.1 原料乳验收
企业如果拥有自己的牧场,通过日常监督和管理,就可以有效发挥源头优势。对于部分或全部外购的原料乳,除了日常的运输车辆定位、运输时间和温度控制等,还要根据GB 19301对原料乳进行验收。如有指标不合格,拒收,并追溯其源头。
3.2.2 杀菌
杀菌是保证产品质量的关键。发酵基料经过高温杀菌,一方面某种程度上可赋予牛奶特殊的风味,另一方面可起到确保酸奶高质量发酵的关键性作用。常用的杀菌方法有[14]:巴氏低温保持法(62~65 ℃,30 min),高温短时灭菌法(80~85 ℃,10~15 s),超高温瞬时灭菌法(135~150 ℃,2~4 s)。由于发酵基料的特殊性,行业内普遍采用超巴氏杀菌法(95 ℃,5 min),采用该热处理方式的基料凝乳质感和酸度更优。
3.2.3 玻璃瓶消毒
除了对产品杀菌,对外包装杀菌也是凝固型玻璃瓶酸奶生产中的重要环节。无论是回收的还是新采购的玻璃瓶,都必须经过消毒处理,否则会对产品的后发酵造成污染。消毒剂的种类多,如过氧乙酸、漂白粉、次氯酸钠、含氯消毒剂等,可根据生产需要选择。以使用二氧化氯为例:通常配置100~300 ppm消毒浓度,对玻璃瓶浸泡消毒,浸泡时要求消毒液洁净无杂质、玻璃瓶全部浸入消毒液中;如果中途停机过久,需要取出玻璃瓶重新消毒;按时添加或更换消毒液,确保消毒效果的持续性和稳定性。
3.2.4 灯检
玻璃瓶包装的质量是影响产品质量的重要因素,具体涉及产品的外观、瓶子的完好和洁净度、灌装灌满情况、瓶盖的压实和日期打印等。在凝固型玻璃瓶酸奶HACCP管理体系中植入灯检环节,是确保产品质量的重要工序。加强对玻璃瓶的灯检监控,可以提高产品质量,降低市场投诉率。虽然一般情况下不合格检出率较低,但是可以起到“以防万一”的辅助作用。倘若检出率高且具有连续性,则应立即停机整改。如果灯检过程中连续出现20瓶灌装液位不合格情况,应立即通知暂停机器生产并进行机器检修。
3.2.5 CIP清洗
CIP清洗因自动化程度高、能源损耗低、清洗效果好而广泛应用于饮料、乳制品行业,但是如果维保或操作不当则会导致清洗效果不佳,最终影响产品质量。CIP清洗流程为:清水冲洗→碱循环洗→清水冲洗→酸循环洗→清水冲洗。影响CIP清洗的五要素包括清洗的介质、温度、流量、时间及浓度,其中最重要的是清洗浓度及清洗后的浓度残留监测[15]。
3.3 建立验证和记录程序
建立验证程序评估HACCP体系中的CCP是否受控、有效。建立记录程序对于HACCP体系的实施至关重要。针对凝固型玻璃瓶酸奶,常见的记录包括:CCP记录、检验记录、设备的维修保养记录等。记录人员填写时要确保客观、真实、无误。
4 结论
HACCP体系是国际社会普遍认可的质量管理保障体系,其“以预防为主”的管理理念应用于乳制品行业中,能够有效提高产品质量,降低产品生产和销售过程中的风险,间接减少企业管理成本。HACCP体系在凝固型玻璃瓶酸奶生产中的应用与推广,需要结合产品种类、设备、环境设施等具体实际情况,同时将HACCP和ISO9000、GMP、SSOP等有效结合[16],以进一步提升企业的管控能力,保障产品质量。
猜你喜欢
红领巾·萌芽(2022年9期)2022-11-24
农家致富顾问·上半月(2021年6期)2021-12-26
包装与食品机械(2021年4期)2021-09-17
少儿美术(2019年12期)2019-12-14
电子制作(2019年19期)2019-11-23
电子制作(2019年23期)2019-02-23
小学生(看图说画)(2018年3期)2018-10-30
酒·饮料技术装备(2018年1期)2018-04-28
学生天地(2017年12期)2017-05-17
食品界(2016年4期)2016-02-27