
激光选区熔化增材制造Ti-6Al-4V钛合金的超声检测
2021-07-01 10:11:04林立志杨平华
无损检测 2021年6期
林立志,杨平华,韩 波,梁 菁
(1.中国航发北京航空材料研究院,北京 100095;2.航空材料检测与评价北京市重点实验室,北京 100095;3.中国航空发动机集团 材料检测与评价重点实验室,北京 100095;4.材料检测与评价航空科技重点实验室,北京 100095)
钛合金是20世纪50年代兴起并开始应用于航空航天领域的重要金属材料,具有质量小、抗腐蚀性能好等优点。Ti-6Al-4V是一种α+β双相钛合金,具有良好的综合性能,是使用较广泛的一种钛合金[1]。
激光选区熔化(SLM)技术利用高能束激光直接熔化金属粉末,逐层叠加形成高性能的金属零部件。该技术不受构件复杂程度的影响,可直接制备出具有形状复杂、尺寸精度高、组织结构致密、性能稳定等特点的构件,且后续加工量少,在航空航天等领域具有广阔的应用前景[2-3]。近年来,该项技术发展迅速,已应用于某些飞机用钛合金结构件,受到了国内外的高度关注[4-5]。然而,由于SLM技术的特殊性,基于SLM技术制作的Ti-6Al-4V钛合金构件在组织和缺陷特征上与传统锻件的不同,因此必须针对SLM制件的特殊性开展无损检测研究[6]。
近年来,很多学者针对SLM制件开展了无损检测研究。张祥春等[7]开展了SLM成形对比试件、缺陷模拟试件和实际样件的工业CT(计算机断层成像)检测研究,结果表明,工业CT技术能有效检测出激光选区熔化增材制造材料中的孔洞及裂纹等典型缺陷。王敬钊等[4]针对厚度为10 mm的Ti-6Al-4V钛合金构件的内部缺陷,分别进行了常规射线照相检测和微焦点CT试验,结果表明,微焦点CT技术具有更高的检测灵敏度,可用于不同尺寸缺陷的识别与表征。上述研究只针对较薄SLM材料宏观缺陷的检测,并未对SLM材料的自身性能以及相对较厚试件进行细致而深入的研究。
笔者针对SLM成形钛合金,开展了不同成形方向声特性差异分析,通过进行不同参数下的水浸超声检测试验,确定了超声检测对选区熔化钛合金的检测能力以及最佳检测参数,选取典型异常部位进行了CT检测,验证了超声检测的有效性。
1 试验对象与方法
1.1 试验对象
采用一块尺寸为50 mm×50 mm×50 mm(长×高×宽)的含有自然缺陷的SLM成形Ti-6Al-4V钛合金试件进行试验。对试件上表面进行磨光加工,消除表面状态对检测结果的影响,试件外观如图1(a)所示。试件的沉积方向(方向z)及步进方向和扫描方向如图1(b)所示。
1.2 试验设备及参数
采用USIP40型超声波探伤仪和SM-J6B-300型扫描器进行超声波声速、衰减以及超声检测能力的水浸法检测试验。试验所采用的探头参数如表1所示。

表1 探头参数
采用phoenix vltomelx m型300 kV/180 kV微纳米CT系统的三代锥束CT扫描模式对超声检测显示的异常信号进行微纳米工业CT验证。
1.3 试验方法
试验时,先分别对比SLM钛合金试件不同成形方向的声速和衰减,以分析其不同方向声特性的差异,进而了解SLM材料的方向性特征;其次,在不同水距下对SLM钛合金试件进行超声检测试验,通过检测灵敏度、信噪比和近表面分辨力的对比,确定超声检测的能力,以及最佳检测参数;最后,选择超声检测典型异常部位进行工业CT检测,验证超声检测方法的有效性,并确定缺陷的类型及尺寸。
2 结果与讨论
2.1 SLM成形试件的方向性分析
采用表1中2#探头分别对试件不同成形方向的声速进行水浸试验,结果如表2所示。
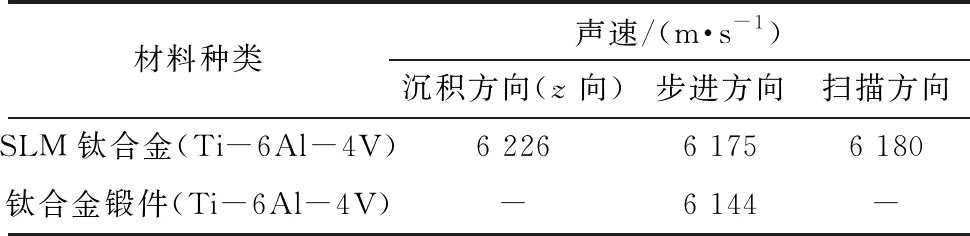
表2 不同成形方向的声速对比
由表2可见,SLM钛合金沉积方向的声速高于其他两个方向的,沉积方向声速为6 226 m·s-1,步进方向声速为6 175 m·s-1,扫描方向声速为6 180 m·s-1,表现出一定的方向性差异;SLM钛合金与相同材料的锻件相比,声速差异在100 m·s-1以内。
使用表2所列不同参数的3个水浸探头进行不同成形方向的底波幅度扫查,比较不同方向的声束衰减情况,间接评价不同方向组织及其内部质量的差异。图2~4分别为采用不同探头扫查得到的钛合金试件不同方向的C扫描图像,每个探头不同成形方向均采用同一扫查灵敏度。可见,无论是采用平探头还是聚焦探头,抑或是不同频率的聚焦探头,得到的底波幅度结果都较为均匀;无论是相同成形方向不同位置,还是不同成形方向之间,均未发现明显的底波衰减不均匀现象。由此可见,SLM成形钛合金在不同方向的底波衰减没有明显差异,未发现明显方向性。
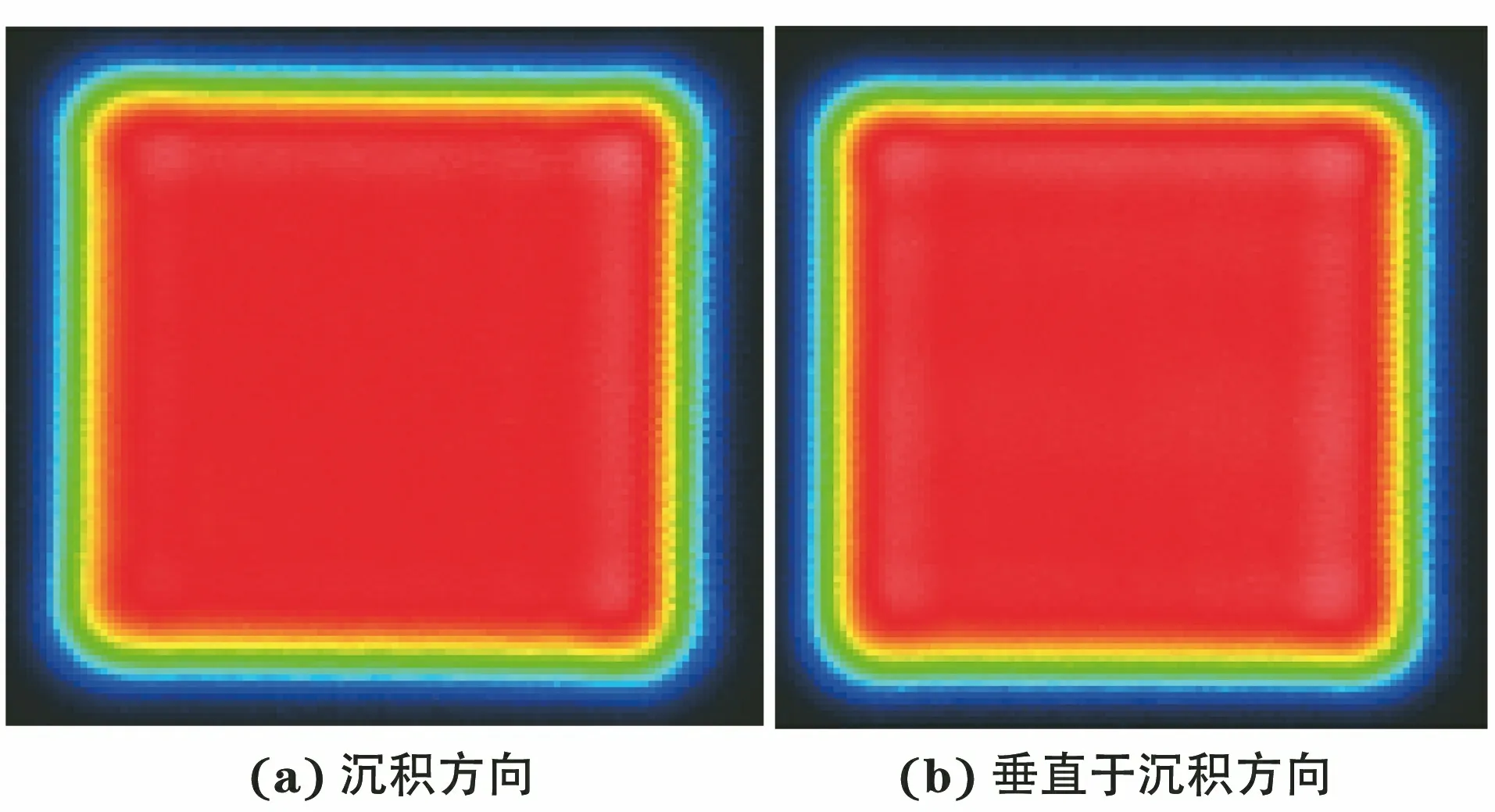
图2 1#探头底波损失C扫描图像
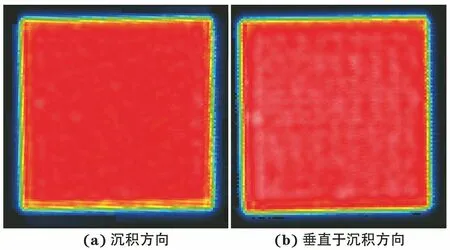
图3 2#探头底波损失C扫描图像
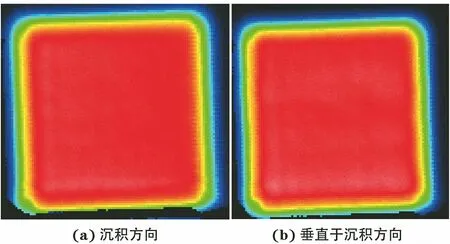
图4 3#探头底波损失C扫描图像
图5为SLM钛合金不同成形方向的金相组织。从不同成形方向的组织特征来看,不同方向的金相组织存在一定差异,沉积方向可见明暗相间的类似等轴晶组织,垂直于沉积方向可见自下而上生长的柱状晶组织,且具有明显的晶界。
超声波声速与合金的相状态(弹性常数、密度)是相关的,而合金的超声衰减主要是由各种相界面的散射引起的。由于底波衰减并没有明显的差异,可见等轴晶组织与柱状晶组织引起了材料弹性常数或密度的不同,但并未引起材料散射强度的变化。

图5 SLM钛合金不同成形方向的金相组织
为了探究后续SLM材料超声检测能力试验中对比试块的适用性,笔者也比较了SLM钛合金与钛合金锻件的衰减幅度。表3为不同探头检测SLM钛合金和同厚度(50 mm厚)钛合金锻件时底波幅度达到荧光屏满刻度80%所需增益,可见无论是采用平探头还是聚焦探头,SLM成形钛合金与同厚度锻件底波幅度衰减差异都不大于1 dB。因此,在不具备相同成形工艺对比试块的情况下,可采用锻件试块替代SLM钛合金试块进行检测能力分析。
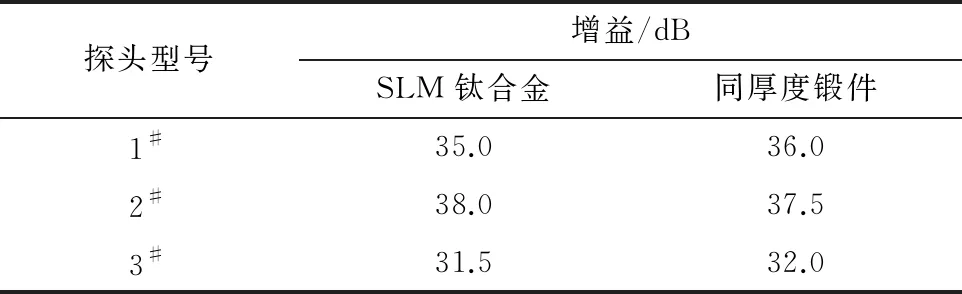
表3 底波幅度达到荧光屏满刻度80%所需增益
2.2 SLM成形材料超声检测能力的确定
为了分析超声检测方法对SLM成形钛合金材料的检测能力,对钛合金试件进行了检测试验。因为聚焦探头可提高聚焦区内小缺陷检测的信噪比,所以采用表1中所列的两种聚焦探头,选用锻造成形钛合金试块作为参考基准制作DAC曲线(距离-幅度曲线),在不同水距下对选区熔化钛合金试件进行超声检测试验。
表4为A,B,C,D四组检测试验的检测参数。A,B组使用探头型号为3#(5 MHz聚焦探头),扫查灵敏度都为在DAC的基础上提高12 dB(φ0.4 mm平底孔当量),区别在于水距分别为150 mm以及50 mm;C,D组使用探头型号为2#(10 MHz聚焦探头),扫查灵敏度同样为φ0.4 mm平底孔当量,区别在于水距分别为36,76 mm;检测时根据探头的近表面分辨力来设置可扫查范围。

表4 检测参数
表5为A,B,C,D四组检测参数下的近表面分辨力以及信噪比。由结果可见,无论使用5 MHz还是10 MHz聚焦探头,均可达到φ0.4 mm平底孔当量的检测灵敏度,信噪比均高于12 dB。在φ0.4 mm平底孔当量检测灵敏度下,采用5 MHz聚焦探头时近表面盲区在10 mm以上,采用10 MHz聚焦探头时近表面盲区不大于5 mm,可以看出,10 MHz聚焦探头的近表面分辨力明显优于5 MHz聚焦探头的。因此,推荐选用10 MHz聚焦探头进行检测。通过对10 MHz聚焦探头在不同水距下的分辨力和信噪比进行对比发现,对于厚度为50 mm的SLM成型试件,水距为36 mm(焦点落于10 mm处)和76 mm(焦点落于表面)时的近表面分辨力略有差异,焦点在表面时的近表面分辨力约为3 mm,优于焦点落于被检件内部的分辨力(4 mm),因此建议将焦点落于表面进行检测。

表5 不同探头不同水距的近表面分辨力和信噪比
综上所述,采用10 MHz聚焦探头,使焦点落于被检件表面,当检测灵敏度为φ0.4 mm平底孔当量时,近表面分辨力为3 mm,可实现信噪比为16 dB的最佳检测效果。
2.3 超声检测异常部位的验证
针对1#试件沿沉积方向超声检测发现的单个异常显示F1(埋深为27.99 mm,当量为0.88.5 dB),取φ8 mm圆柱进行工业CT分析,验证超声检测方法的有效性,并确定缺陷类型及尺寸等。单个异常显示的C扫图像及波形如图6所示。

图6 单个异常显示的C扫图像及波形示意
图7为1#试样的CT检测结果。与无缺陷部位[见图7(b)]相比,在超声检测发现单显信号的位置,工业CT检测发现多个密集分布的低密度显示[见图7(a)],经分析其为密集分布的层状未熔合缺陷。

图7 1#试样的CT检测结果
可见,超声检测有效地检出了选区熔化材料中的异常显示。但由于超声检测所使用探头的焦点直径为4.8 mm,难以分辨距离特别近的多个小缺陷(总长度为4 mm左右),因此上述密集分布的小缺陷所显示的超声信号为单个显示。
3 结论
(1) 选区熔化Ti-6Al-4V钛合金沉积方向声速略高于垂直于沉积方向的,沉积方向声速为
6 226 m·s-1,垂直于沉积方向声速为6 175 m·s-1(步进方向),6 180 m·s-1(扫描方向),两者表现出一定的方向性差异;但不同方向组织的差异并未带来底波衰减的明显差异。
(2) 针对厚度不大于50 mm的选区熔化钛合金,采用10 MHz聚焦探头对其进行检测,使焦点落于被检件表面,φ0.4 mm平底孔当量检测灵敏度下近表面分辨力为3 mm,信噪比高于16 dB。
(3) 经工业CT检测验证,超声检测有效地检出了选区熔化材料中的异常显示,但由于超声检测所使用探头的焦点具有一定尺寸,难以分辨距离特别近的小缺陷,可结合其他检测方法进行综合评价。
猜你喜欢
红外技术(2022年4期)2022-04-25 08:47:36
中国自行车(2018年8期)2018-09-26 06:53:32
四川冶金(2017年6期)2017-09-21 00:52:30
中学生数理化·八年级物理人教版(2016年7期)2016-12-24 09:46:57
当代化工研究(2016年9期)2016-03-20 16:22:18
医疗卫生装备(2015年9期)2015-12-27 03:08:41
中国光学(2015年5期)2015-12-09 09:00:44
航空学报(2015年4期)2015-05-07 06:43:32
航空学报(2015年4期)2015-05-07 06:43:28
钛工业进展(2014年5期)2014-02-28 16:42:26
