
管道内壁裂纹的相控阵超声检测
2021-07-01 10:10:56张炳奇侯兴隆宁玉恒
无损检测 2021年6期
张炳奇,孙 旭,杨 坚,侯兴隆,宁玉恒
(大唐东北电力试验研究院有限公司,长春 130012)
随着国内火电机组服役时间的不断增加、机组频繁启停与深度调峰,高温管道内壁产生裂纹的趋势不断加剧,对管道内壁裂纹缺陷的有效检测和定量就显得尤为必要。目前针对管道内壁开口缺陷的检测方法主要有常规超声端点衍射法[1]、超声波衍射时差法(TOFD)、爬波法、绝对声时法(AATT)和相控阵超声检测法等。常规超声端点衍射法对高度不小于4 mm的内壁开口缺陷定量效果较好,对高度小于4 mm的开口缺陷的检测效果较差[2];TOFD技术利用A扫信号虽然可以区分高度为1 mm的开口缺陷,但无法对结构复杂部位进行检测;爬波法能发现工件上深为0.5 mm的微小裂纹缺陷,但无法将探头放置内壁对在役管道进行检测[3];绝对声时法能精确测量高度大于2 mm的裂纹缺陷[4],但裂纹小于2 mm时误差较大;相控阵超声检测法可通过扇形扫查高清成像功能对管道内壁裂纹缺陷进行有效检测[5],但目前对于内壁微小裂纹的检测及端点衍射法测定内壁裂纹高度的研究还不够全面。笔者利用超声检测端角反射和端点衍射原理,使用相控阵超声技术进行检测试验,并对试验结果进行了分析。
1 检测原理
1.1 端角反射法测定原理
当超声检测横波声束以35°~55°入射至两个平面构成的直角时,将发生反射率为100%的端角反射。在管道内壁裂纹检测过程中,当检测所用探头声束折射角α(等于声束入射角β)为35°~55°时,裂纹和管道内壁构成端角反射条件,入射声束在厚度为t的管道内壁开口裂纹处发生端角反射,反射率为100%。超声检测管道内壁裂纹缺陷声束示意如图1所示,探头管道内壁与B1C1端角的反射波,可视为由A2发出的入射波通过B1C1投影于声束轴线法面的面积的反射波。当声束入射角为β时,B1C1的长度即为缺陷深度H,裂纹长度为L,B1C1投影于声束轴线法面的面积Fs=HL/sinβ,探头收到的回波声压PB为
(1)
式中:P0为探头波源的起始声压;λ为波长;x为B1C1至探头声源距离。
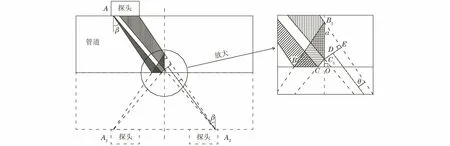
图1 超声检测管道内壁裂纹缺陷声束示意
由此可知,表面开口缺陷回波声压PB与缺陷深度H成正比,即管道内壁裂纹高度与反射波高成正相关。
当检测换能器晶片尺寸为a×b(长×宽),频率为2.5 MHz,声速为3 230 m·s-1时,换能器长度方向的半扩散角θ为

(2)
由图1可知,当入射声束下边界反射至内壁裂纹上端点,上边界入射至内壁裂纹开口处,即C,C1和O点重合时,有
LDE=LAO×sinθ=

(3)
式中:LDE与LAO分别为DE与AO的长度(其他类似表示含义依此类推)。
当a=10 mm时,θ≈3.682°,此时
LOE≈LDE,LB1C1=LB1O=

(4)
当t=20 mm,入射角为45°时,可得出LB1O=5.46 mm,由此可知,对于固定厚度为t的管道,内壁裂纹高度LB1O只与探头参数相关,LB1O为给定检测系统下特定厚度管道端角反射法可测定的最大裂纹高度,当裂纹高度大于LB1O时,回波声压不再随之变化。
1.2 端点衍射法测定原理
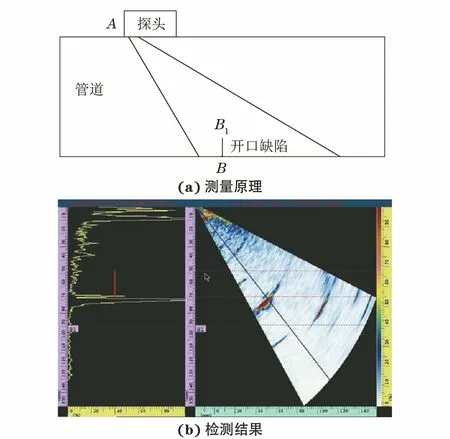
图2 管道内壁缺陷端点衍射法测量原理示意
管道内壁缺陷端点衍射法测量原理示意如图2所示。由惠更斯-菲涅尔原理可知,当超声入射波波阵面到达管道内壁开口缺陷上端点B1时,在B1点会产生衍射波,可利用相控阵扇形扫查高清成像技术采集B点端角反射信号和B1点端点衍射信号,测定缺陷BB1的高度。当表面开口缺陷高度较小时,缺陷B点的端角反射信号与B1点端点衍射信号难以区分,因此端点衍射法只能测定一定高度的管道内壁裂纹缺陷。
2 试验验证
2.1 试验仪器及试块
试验选用PHASCAN型相控阵检测仪,选用5L32-0.5×10-D2-T1型线阵探头和SD2-N55S-IHC型平面楔块,选用带有不同深度人工裂纹缺陷的对比试块进行灵敏度调节和数据采集,对比试块规格为521 mmX20 mm(直径×壁厚),对比试块结构如图3所示,人工缺陷参数如表1所示。
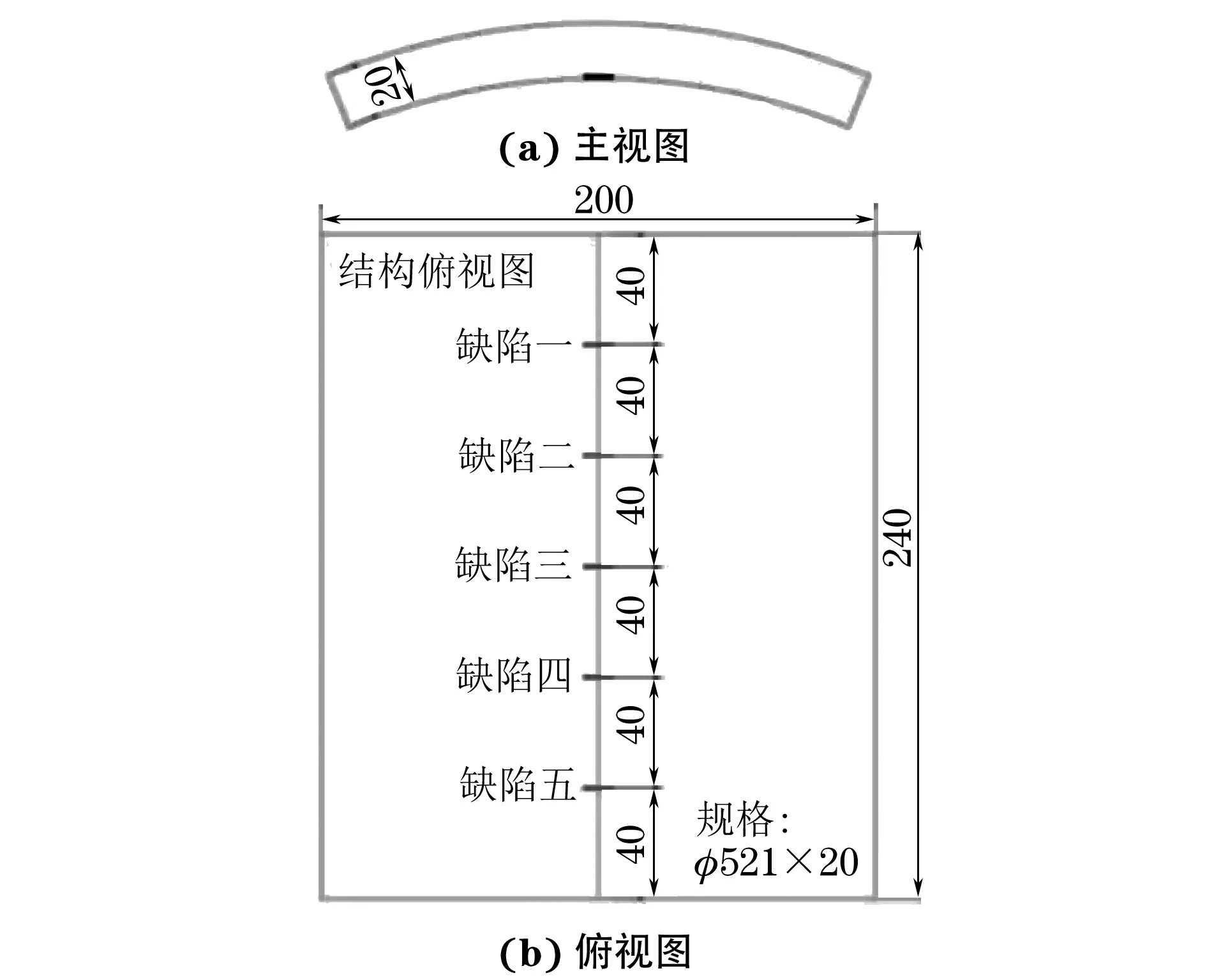
图3 内壁带有不同深度人工裂纹缺陷的对比试块结构示意
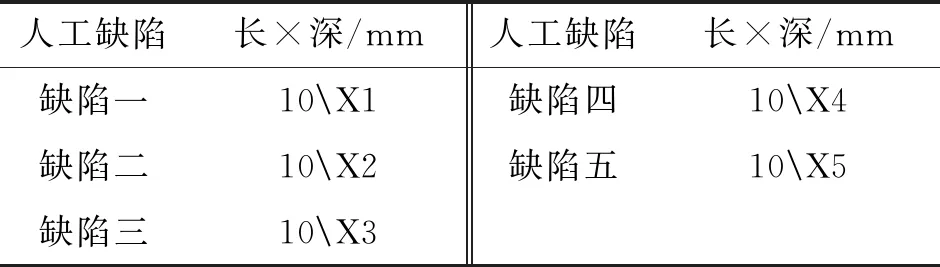
表1 人工缺陷参数
2.2 端角反射法测定管道内壁裂纹
选用图3所示的对比试块,分别将对比试块中不同深度缺陷在相控阵扇形扫查45°声束附近(35°~55°声束范围内某一入射角)的最高反射回波调至满屏的80%时的增益作为检测灵敏度,测定对比试块中不同缺陷在45°声束附近的反射回波高度,数据统计结果如图4所示。
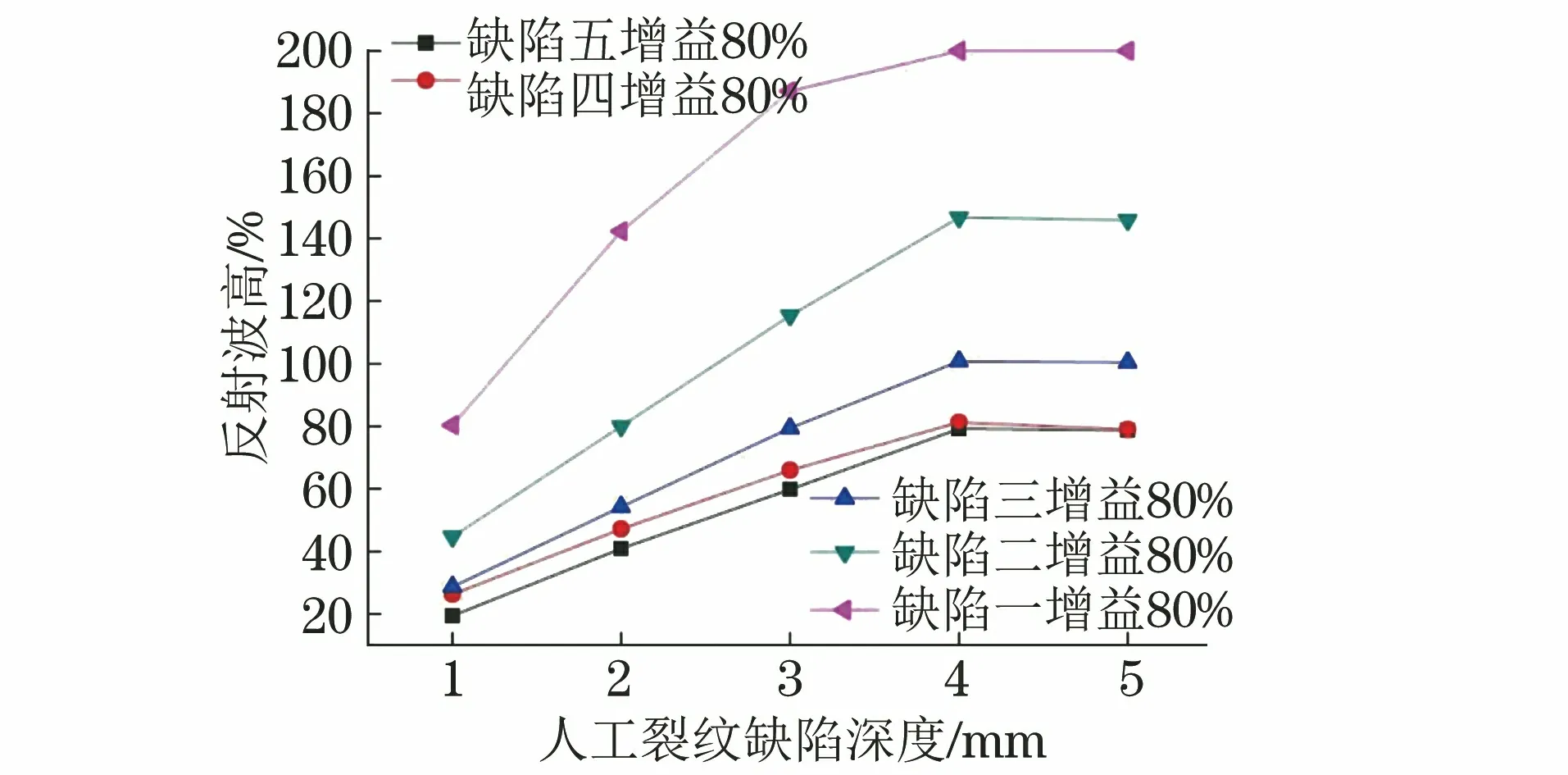
图4 不同人工缺陷反射回波增益80%时测定的缺陷反射波高数据统计结果
由于所用相控阵仪器读取反射波高上限为200%,当缺陷一以最高反射回波调至满屏80%作为检测灵敏度时,缺陷一的反射波高曲线提前出现非线性关系,这是由于对于深度小于4 mm的人工缺陷,反射回波已达到200%,曲线后期提前趋于水平。
由图4可知,当人工裂纹缺陷深度不大于4 mm时,人工裂纹缺陷的反射回波高度与裂纹深度成正比,检测灵敏度不影响这种关系;当人工裂纹缺陷深度大于4 mm时,裂纹缺陷反射波高不再随裂纹深度变化而变化。这种关系同1.1节端角反射法测定原理的计算结果一致。
2.3 端点衍射法测定管道内壁裂纹
采用相控阵超声检测进行扇形扫查,在40°~50°声束角度内进行数据采集,以图3所示对比试块中缺陷一反射回波增益的50%~90%中的某一值作为检测灵敏度,以检测灵敏度增益15 dB作为裂纹端点衍射信号测定灵敏度,试验过程中通过改变声束角度,测定对比试块人工缺陷的最高回波,通过测定人工缺陷反射信号和端点衍射信号的深度差得出缺陷高度。
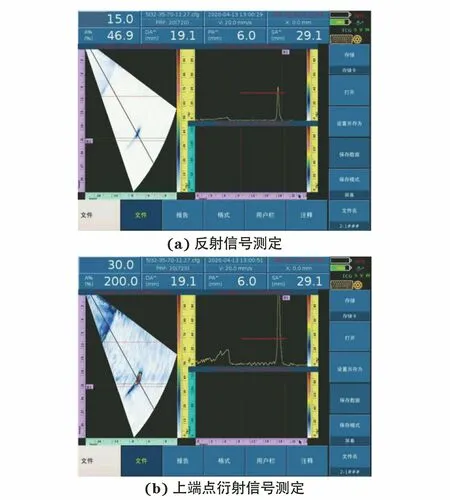
图5 端点衍射法对对比试块中缺陷一高度的检测结果
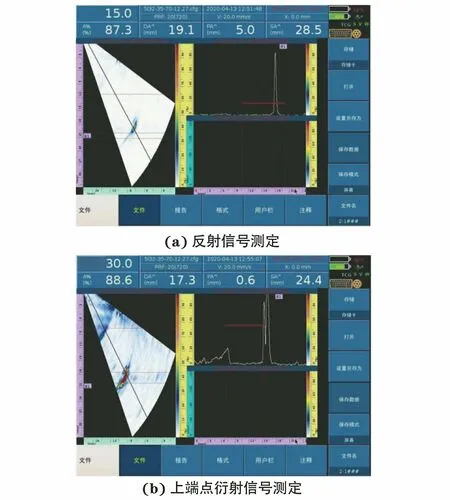
图6 端点衍射法对对比试块缺陷二高度的检测结果
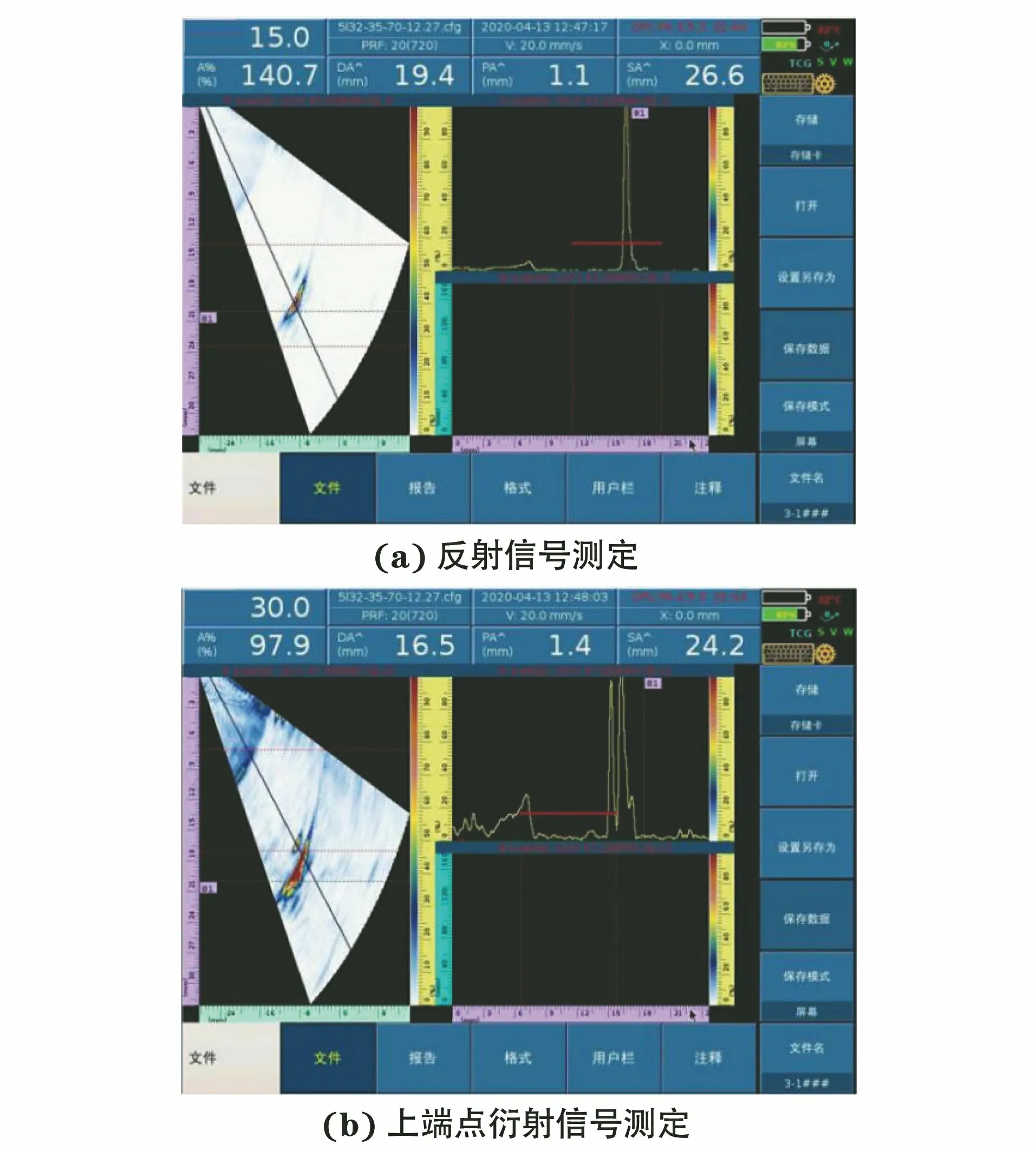
图7 端点衍射法对对比试块中缺陷三高度的检测结果
对比试块中缺陷一、缺陷二、缺陷三使用相控阵端点衍射法测定的内壁裂纹检测结果如图57所示。
由图57可知:20 mm厚对比试块中,缺陷一上端点衍射信号和缺陷反射信号相互重叠严重,无法分辨和测量;缺陷二端点衍射信号和缺陷反射信号可以分辨和测量,测定的高度为1.8 mm;缺陷三端点衍射信号和反射信号分离明显,测定高度为2.9 mm。
采用相控阵端点衍射法对20 mm厚对比试块人工缺陷进行多次数据采集与统计,结果如表2所示。
由表2可知,对于20 mm厚对比试块,当内壁开口缺陷自身高度为1 mm时,端点衍射法无法测定缺陷自身高度;当缺陷高度不小于2 mm时,端点衍射法可以测定管道内壁开口缺陷自身高度,并且误差小于0.5 mm。
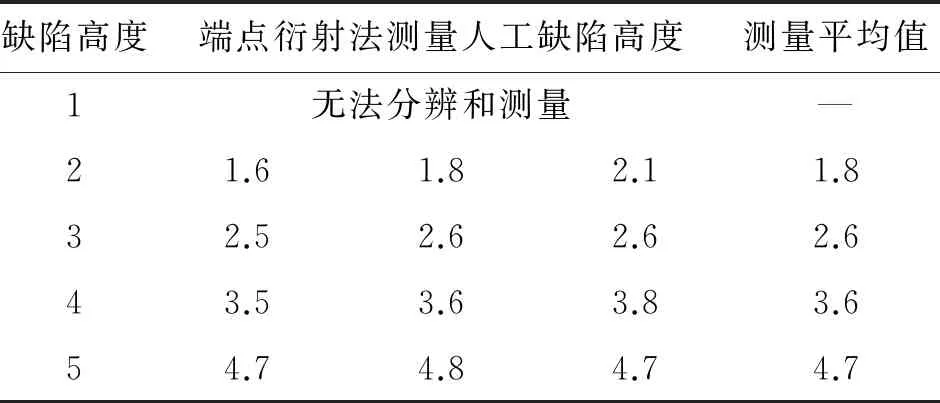
表2 端点衍射法测定的内壁开口缺陷数据 mm
参照图3所示对比试块结构和表1所示缺陷参数,制作75 mm厚对比试块并采集其中缺陷数据,缺陷一、缺陷二、缺陷三相控阵检测结果如图810所示。

图8 端点衍射法对75 mm厚对比试块中缺陷一高度的检测结果
由图810可知,对于75 mm厚对比试块,缺陷一上端点衍射信号和缺陷反射信号完全重叠,无法分辨和测量;缺陷二端点衍射信号和缺陷反射信号部分相互重叠,可以分辨,但不能测量;缺陷三端点衍射信号和反射信号相互分离,测定缺陷高度为3.1 mm。
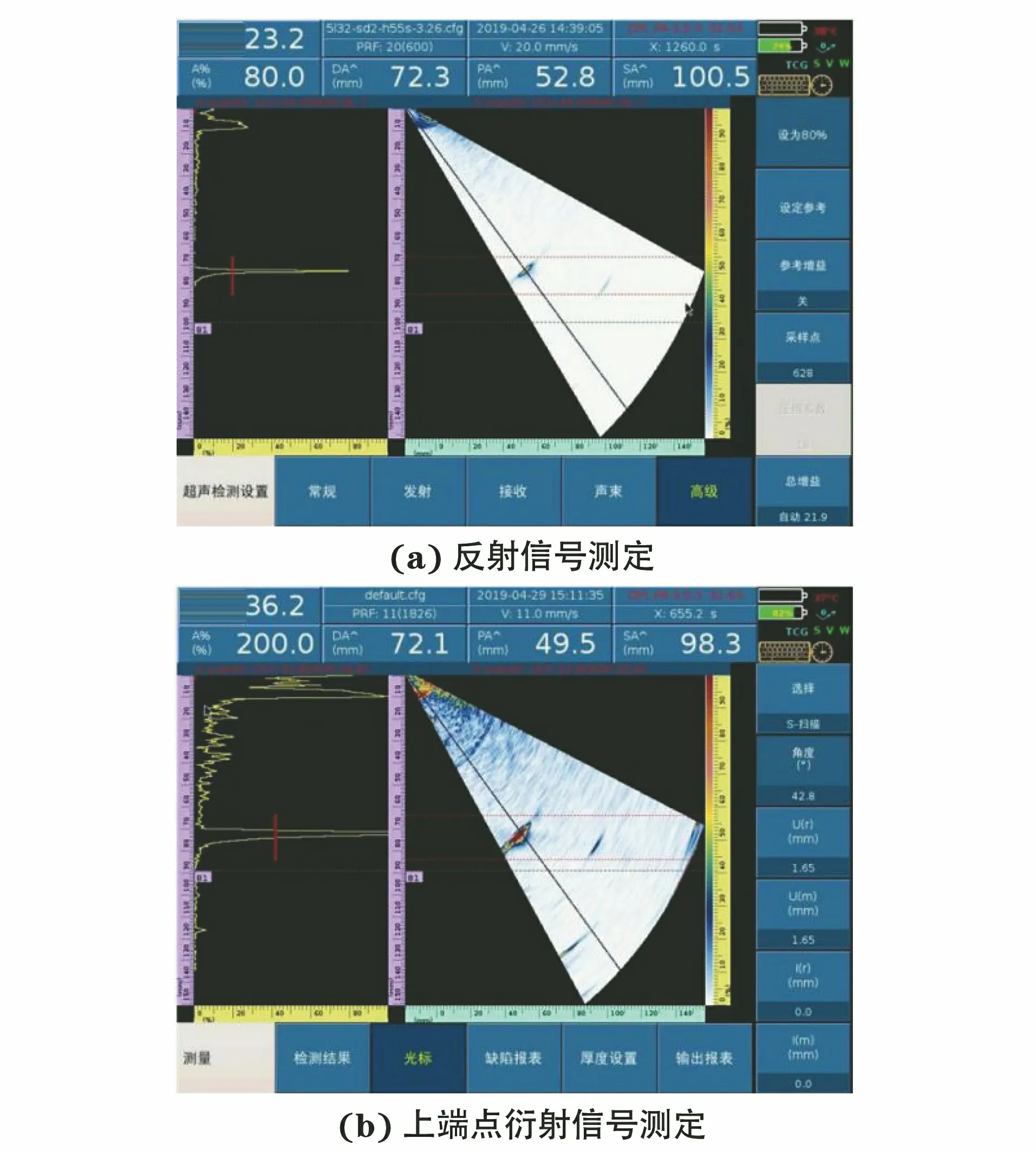
图9 端点衍射法对75 mm厚对比试块中缺陷二高度的检测结果
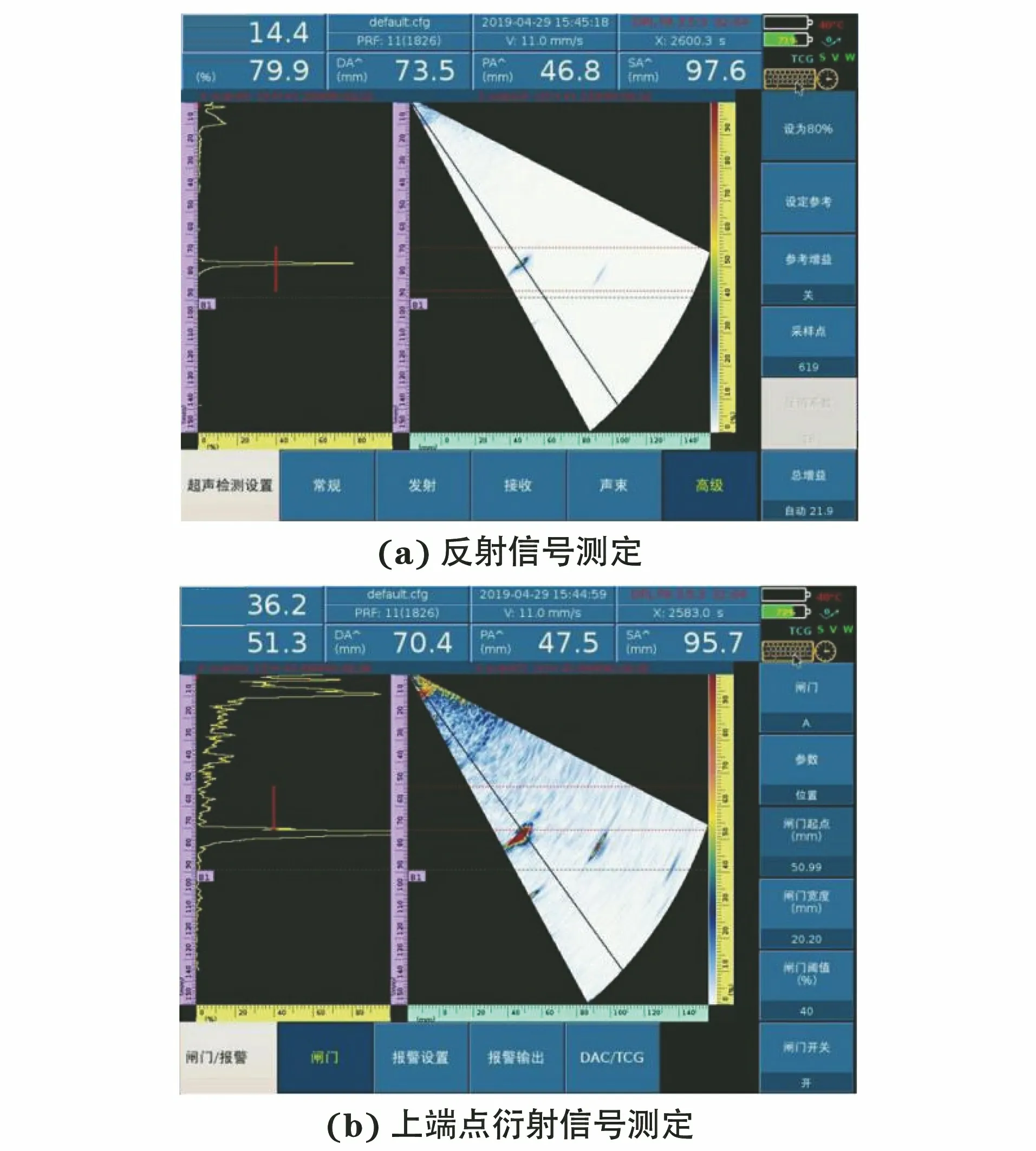
图10 端点衍射法对75 mm厚对比试块中缺陷三高度的检测结果
3 结论
(1) 管道内壁裂纹缺陷回波声压与缺陷高度成正比,即管道内壁裂纹缺陷高度与检测反射波高成正相关;当检测管道厚度一定时,内壁裂纹缺陷的回波声压存在最大值,之后缺陷反射回波声压不再随裂纹缺陷高度增加而变化。
(2) 采用相控阵端角反射法测定20 mm厚管道内壁裂纹缺陷,当裂纹缺陷深度不大于4 mm时,裂纹缺陷反射回波高度与裂纹高度成正比,检测灵敏度不影响这种关系;当裂纹缺陷高度大于4 mm时,裂纹缺陷反射波高不再随裂纹高度变化而变化。
(3) 相控阵端点衍射法能实现20 mm厚管道内壁高度不小于2 mm裂纹缺陷的定量检测,并且误差小于0.5 mm;随着管道厚度的增加,端点衍射法所能测定的管道内壁最小裂纹缺陷高度增大。
猜你喜欢
作文·小学中高年级(2021年8期)2021-11-07 12:22:41
科教新报(2021年21期)2021-07-21 15:37:33
装备维修技术(2021年47期)2021-07-12 20:05:17
无损检测(2021年6期)2021-07-01 10:11:08
煤气与热力(2021年3期)2021-06-09 06:16:16
动漫界·幼教365(大班)(2021年4期)2021-05-23 21:51:07
化工管理(2021年7期)2021-05-13 00:45:20
装备维修技术(2021年46期)2021-03-07 00:07:01
少年博览·小学低年级(2020年11期)2020-12-14 04:12:15
电子制作(2019年24期)2019-02-23 13:22:16
