连铸生产线智能化方向的初步探究
2021-07-01 05:46高明
中国金属通报 2021年6期
高 明
(山东钢铁股份有限公司莱芜分公司炼钢厂,山东 济南 271104)
智能化连铸生产线主要依托于数字技术、互联网技术而建立的一种智能化生产制造系统,该系统借助于传感器的信息采集、整理、传导与指令发布等功能,对铸钢生产流程进行有效控制。这种智能化的生产工艺流程既能够减少生产运营成本,提高生产效率,同时也能够节省大量的资源能源,进而为钢铁企业经济效益的提升打下坚实基础。
1 数字信息采集系统
数字信息采集系统是智能化连铸生产线的重要组成单元,主要负责收集铸钢生产过程中产生的各种物理量信号,这些信号通过可编程逻辑控制器的处理,将其转化为系统可以识别的数字信号,然后传输至人机操作界面,并以曲线、棒图、3D图形等方式显示在操作界面,操作人员可以结合这些信息,对整个生产流程发出执行口令,以确保铸钢生产能够正常有序进行。另外,该系统也可以收集轧钢设备的运行状态信息、工艺流程信息、生产制造信息,然后借助于系统的数据存储功能、信号处理功能、统计分析功能,而快速生成电子报表,技术人员通过参考报表内容,可以随时发现生产过程中存在的问题,并及时采取针对性的处理措施排除设备的故障隐患,保障生产工艺流程不受任何影响。连铸生产工艺流程图如图1所示。
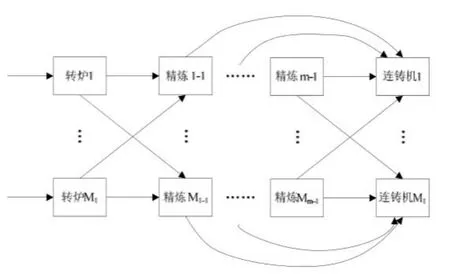
图1 连铸生产工艺流程图
2 信息化系统网络框架模型
连铸生产信息化系统是保障生产制造流程能够正常进行的中枢系统,其网络架构模型主要包括资源计划层、生产制造执行层、过程控制层以及基础自动化系统层。
2.1 资源计划层
资源计划层主要对钢铁企业的人力资源、财力资源、物力资源、设备资源等信息进行整合与优化,该层级的执行与操控对象是企业的决策层,决策层结合资源计划层中的各种资源信息,对其进行优化匹配,确保各种资源的配备能够满足正常的生产需求。另外,资源计划层也可以根据客户的订单,形成一个高效的生产计划,执行层参照与生产计划,可以实时观察每一道生产工序的具体情况[1]。
2.2 生产制造执行层
生产制造执行层是智能化连铸生产线的第二个层级,在所有层级当中,起到桥梁纽带作用,该层级接收资源计划层发出的执行口令,并将某一个执行口令传输至过程控制层,进而对整个生产流程进行智能化控制。在处理执行口令时,如果发现口令错误,操作人员可以随时对口令程序进行修改和调整,以确保整个生产流程能够顺利进行。
2.3 过程控制层
该层级与生产制造执行层以及生产基础自动化系统层相连,主要负责对机械设备的运行数据、工艺流程参数、生产物料流程数据进行跟踪控制,同时,建立一个完备的连铸工艺数字化模型,在这一模型的控制下,操作人员可以对生产过程进行优化。比如钢产品质量、钢产品精度等指标,都可以借助于该层级功能得到优化和提升。
2.4 基础自动化系统层
该层级可以将连铸生产现场产生的物理性数据转化为数字信号,然后通过可编程逻辑控制器对其进行有效处理。这些经过处理后的数据信息最终被传输至终端操作界面,操作人员可以结合这些数据信息,精准的下达生产制造口令。通过对以上四个层级的分析可以看出,连铸生产信息化系统主要应用了以太网技术、无线网技术、物联网技术以及现场总线技术,钢铁生产企业可以结合这些智能化的信息技术,对连铸生产工艺的每一道工序进行优化和控制,进而生产出高质量、高精度的钢产品。
3 连铸生产过程控制系统
3.1 物料跟踪系统
物料跟踪主要对物料切割以及铸坯成型工序进行跟踪,以及时对物料的成型流程进行优化和调整,进而为铸件质量与生产效率的提升提供真实确凿的数据信息。该系统主要包括炉次跟踪、铸流跟踪以及板坯跟踪三个基本单元。
炉次跟踪系统存储的信息主要是每一包钢水的浇次、炉次、钢品种与钢水成份等信息,通过该系统,操作人员能够及时获取钢包的到达、离开时间以及钢包重量与温度信息,这些信息通过大数据技术的分析、整理与筛选功能,最后形成具有参考价值的信息量,并生成可查询的数据报表。铸流跟踪系统存储的数据信息涉及中间罐、结晶器、铸流支撑设备、板坯切割等生产工序产生的信息,比如铸流的浇铸长度、拉伸速度、中间罐温度、结晶器振频、振幅、需水量等。而且能够准确识别出每一个批次的铸坯号,并对炉次与坯序等信息进行全程跟踪。板坯跟踪系统牵涉的工艺流程主要是从切割机的切割作业开始到板坯下线结束,系统存储的信息包括板坯的喷号、去毛刺数量、板坯重量等。由于物料跟踪系统承担的任务与物料供给质量与效率密切相关,因此,也是连铸生产过程控制系统中的关键构成单元。
3.2 生产过程的智能化控制模型
顾名思义,智能化连铸生产线兼具人的判断推理能力、分析决策能力、逻辑辨识能力,这一系统取代了传统的人工操作模式,使生产流程更加优化,生产管理更加精细化。以结晶漏钢预报系统为例,在炼钢生产过程中,这一系统可以自动检测出钢水以及铸坯各部位的温度,然后在终端操作界面显示出不同颜色的图像,操作人员根据每一种颜色指示,可以精准确定钢水与铸坯在每一个生产阶段的温度值。近年来,为了提高结晶器漏钢预报系统的精准度,专业技术人员利用模糊控制技术,在系统当中构建一个神经元网络,通过这一网络的分析、统计功能,可以随时对预报数据进行调整和修正,这就大大提升了温度预报的准确率,进而为其它生产工序的顺利进行提供了确凿的参考依据[2]。
比如铸坯切割长度优化系统,该系统可以在最大值与最小值范围内合理改变铸坯的切割长度。主要参量包括“铸坯数量、过程变量、最佳坯长”等,系统操作人员可以根据这些已知参量对铸坯的切割长度进行优化设置。比如尾坯优化、多流停浇优化、质量缺陷铸坯切割优化、混钢切割优化等,通过这些优化工序,最终切割出的铸坯件尺寸能够满足标准要求与客户的订制要求。由此可以看出,该系统的建立使铸坯生产质量与精度得到大幅提升。连铸坯质量在线判定智能化系统如图2所示。
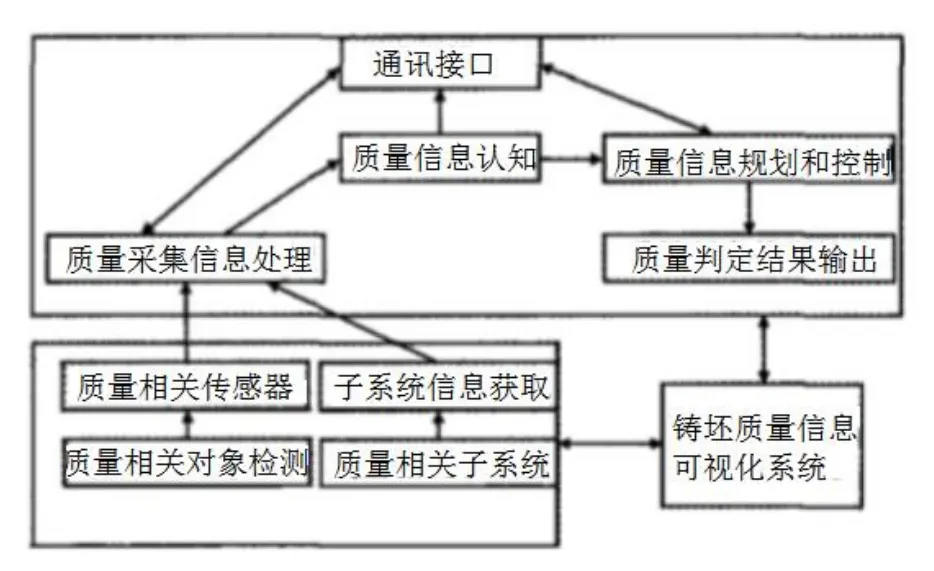
图2 连铸坯质量在线判定智能化系统
此外,在线铸坯质量智能评估系统集合了神经元网络、模糊控制技术、数据专家库等多种智能化技术,这些技术可以随时甄别出铸坯质量的好坏,如果发生异常事件,该系统会及时做出预警提示,进而为终端操作人员争取了大量时间。比如铸坯的外形结构发生变化或者内部的微观组织发生改变,技术人员可以根据专家数据库中存储的铸坯受力力学性能理论以及铸坯动态凝固传热理论对这些异常事件进行分析,然后将铸坯的质量缺陷以非线性的图像形式输出,这时,技术人员可以快速做出准确判断,以确定铸坯的质量缺陷。目前,国内的神经元网络与模糊控制技术已经日渐纯熟,因此,应用这些智能化技术可以有效解决连铸过程中存在的弊病与问题,这不仅促进了连铸生产效率的提升,同时,也推进了连铸生产线智能化发展进程。质量异常事件项目如表1所示。
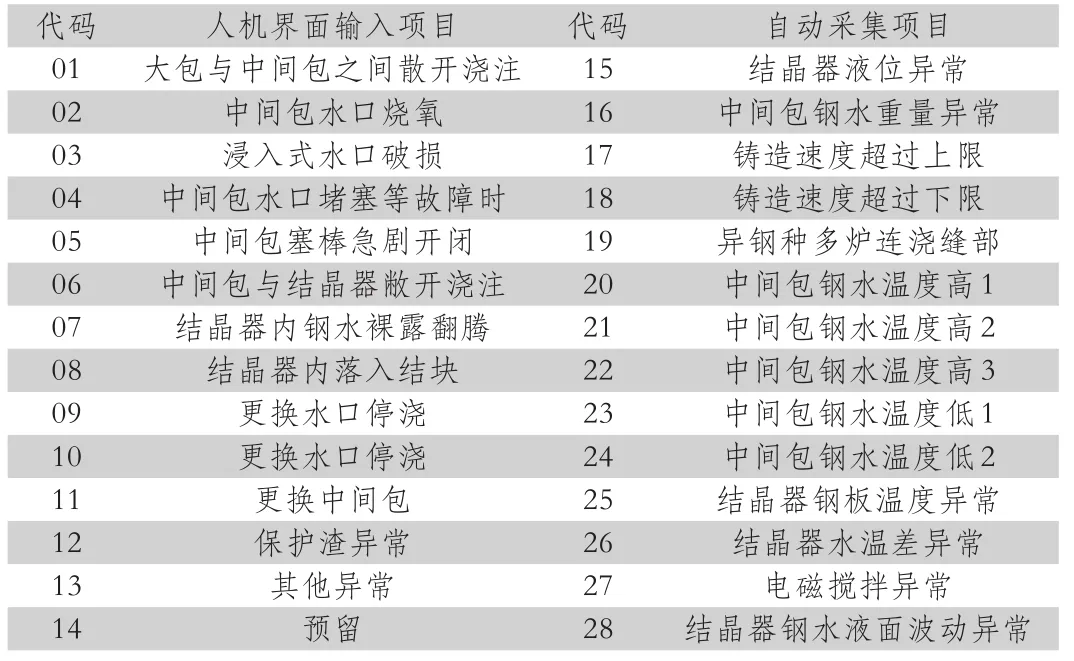
表1 质量异常事件项目列表
4 远程智能诊断系统
智能化连铸生产线的智能诊断系统主要基于互联网技术以及虚拟专用网络建立起来的一种通道技术。该通道与连铸生产线对接,技术人员在终端操作界面可以随时获取机械设备的运行状态信息与各项生产参数。如果连铸设备出现运转故障,而影响整个生产流程时,该系统可以及时将故障信息反馈给终端操作平台,操作人员根据故障信息,可以自动诊断出故障类型,确定具体的故障部位,然后第一时间向现场人员发出检修指令,这样,就减少了检修人员的工作量,并且提高了检修效率。钢铁企业借助于远程智能诊断系统,能够随时监测设备的运行状态,一旦出现运转故障,技术指导人员无需到达生产现场,便可以制订出设备检修方案,因此,这一系统的建立为企业节省了大量的人工成本与生产成本。此外,连铸生产专家诊断知识库为远程智能诊断提供了重要的参考依据,该知识库当中存储了大量的业内专家的独到见解与观点,一旦连铸生产过程中出现质量缺陷,或者设备出现异常运转状况,便可以直接从专家诊断数据库中调取相关的故障诊断信息,技术人员可以根据数据库提供的详细信息制订有效的解决实际问题的方案,由此可以看出,远程智能诊断技术已经成为连铸生产线高效生产与运营的坚实保障。
5 结束语
随着钢材需求量的不断增长,钢铁企业的市场竞争趋势越加严峻,在这种形势之下,建立智能化连铸生产线已经成为钢铁企业各项工作的重中之重。基于这一思路,钢铁企业应当始终秉承与时俱进的思想观念,将智能化、自动化元素渗透到连铸生产制造全过程,在推动工业自动化、智能化发展进程的同时,进一步增强企业的市场竞争力,为社会生产出更多的优质钢材。
猜你喜欢
工业加热(2022年10期)2022-11-28
中国典型病例大全(2022年13期)2022-05-10
铝加工(2021年1期)2021-12-02
天津冶金(2021年4期)2021-08-18
航天工业管理(2020年9期)2020-12-28
铝加工(2020年6期)2020-12-20
装备维修技术(2020年6期)2020-11-20
数学大王·中高年级(2020年9期)2020-09-21
军事运筹与系统工程(2020年1期)2020-09-11
安徽冶金科技职业学院学报(2020年2期)2020-08-04