
不同轧制温度和热处理工艺对TC2钛合金薄壁型材组织性能的影响
2021-06-28 06:12张梦圆
中国金属通报 2021年8期
李 萍,张梦圆,高 朋
(沈阳和世泰通用钛业有限公司,辽宁 沈阳 110206)
钛合金具有密度小、耐高温、耐腐蚀、比强度高等突出优点,钛及钛合金型材已被广泛应用于航空航天领域,如何制定轧制工艺参数和合理的热处理制度对是否能够生产出合格的型材产品尤为重要[1,2]。TC2钛合金是一种中等强度的α+β型钛合金,含有4%Al和约1.5%Mn,兼有α和β钛合金的优点,具有较高的比强度、热强性和较好的综合力学性能,是较为理想的航空航天结构材料,在飞机构件和发动机构件中均占有重要地位。本文针对这一现状,制定相应的试验方案,探索了不同轧制温度和热处理工艺对TC2钛合金薄壁型材显微组织和力学性能的影响,为优化TC2钛合金薄壁型材的生产工艺提供一定的依据。
1 试验材料和方法
试验用原料为三次真空自耗熔炼的Φ80mm的TC2钛合金圆棒坯料,其名义化学成分(质量分数,%)为:3.5~5.0Al、0.8~2.0Mn、0.3Fe、0.12Si、0.10C、0.05N、0.012H、0.15O,其余为Ti。经检测该圆棒坯料的显微组织以及化学成分均满足航空棒材标准GJB 1538A-2008《航空结构件用钛合金棒材规范》的要求。采用金相法对合金的相变点进行测量,通过对比金相组织图片以及根据《GBT 23605-2009 钛合金β转变温度测定方法》标准可判断,TC2相变点为975℃。检测合格的TC2钛合金圆棒坯料在热处理炉中加热保温一定时间后,使用430轧机轧制到所需尺寸的圆棒,经削皮探伤合格后重新加热保温用350轧机将圆棒热轧至要求尺寸的扁坯后进行表面修整。由于型材轧制道次多、温度降得快,轧制的型材边部容易出现严重的开裂现象,故在型材轧制过程中增加补温工序再进行350轧机第三架的轧制以及最后的热轧工序,即350轧机第四架和第五架的轧制,获得半成品钛合金轧制型材。最后将修整至无表面缺陷的钛合金轧制型材,放置在真空热处理炉中,进行真空退火矫直。本文主要研究了TC2圆坯和扁坯轧制以及真空退火过程中不同坯料保温温度和时间对TC2钛合金棒材组织结构和力学性能的影响规律,寻找最佳的轧制温度和热处理工艺。
2 试验结果和分析
2.1 轧制TC2圆坯所需坯料保温温度和时间的试验
TC2钛合金圆棒坯料在加热温度分别为920℃、930℃、950℃,保温时间分别为1h、4h的箱式电阻炉中加热,用430横列式开口轧机在α+β两相区锻造成Φ33mm的圆棒,锻后空冷。在光学显微镜下对其显微组织进行观察,观察其组织变化,并对其室温拉伸性能进行检测,分析TC2圆坯轧制时坯料保温温度和时间对TC2钛合金棒材组织结构和力学性能影响规律,具体试验方案如表1所示。
从图1可知,随着保温温度的升高、保温时间的延长,TC2组织有由等轴组织向双态组织发展的趋势。
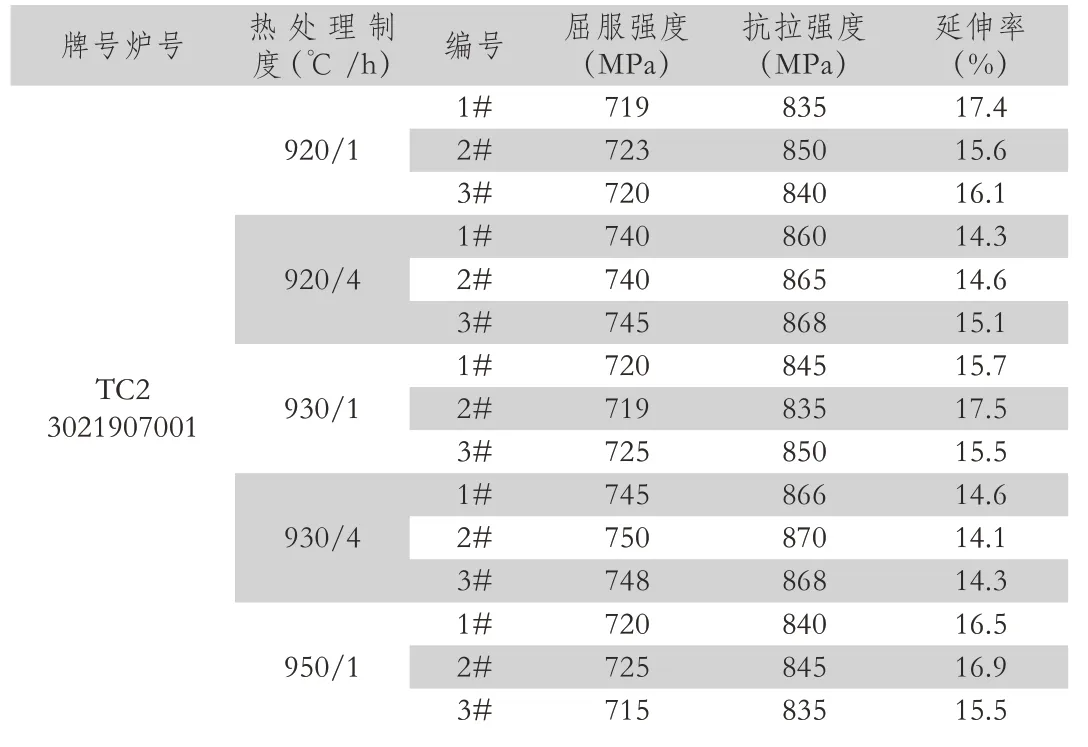
表2 不同热处理制度下TC2圆坯的力学性能
表2 为经不同热处理制度轧制圆坯的力学性能,从表中可以看出,每种热处理制度试样的强度、延伸率相差不大,所以从成本方面考虑,轧制圆坯时的热处理制度采用920℃/1h。
2.2 轧制TC2扁坯所需坯料保温温度和时间的试验
轧制TC2扁坯时,坯料的保温温度和时间的试验方案如表3所示。
图2 为坯料经过不同热处理制度轧制的扁坯金相显微组织形貌,组织的整体变化趋势与圆坯大致相同,均为从等轴组织向双态组织发展。
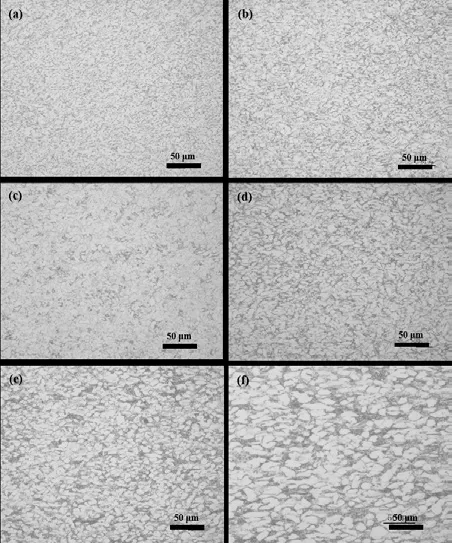
图2 不同热处理制度下各扁坯金相显微组织形貌
表4 为经不同热处理制度轧制扁坯的力学性能,从表中可以看出,每种热处理制度下试样的强度、延伸率相差不大,所以从成本方面考虑,轧制扁坯时的热处理制度采用920℃/1h。
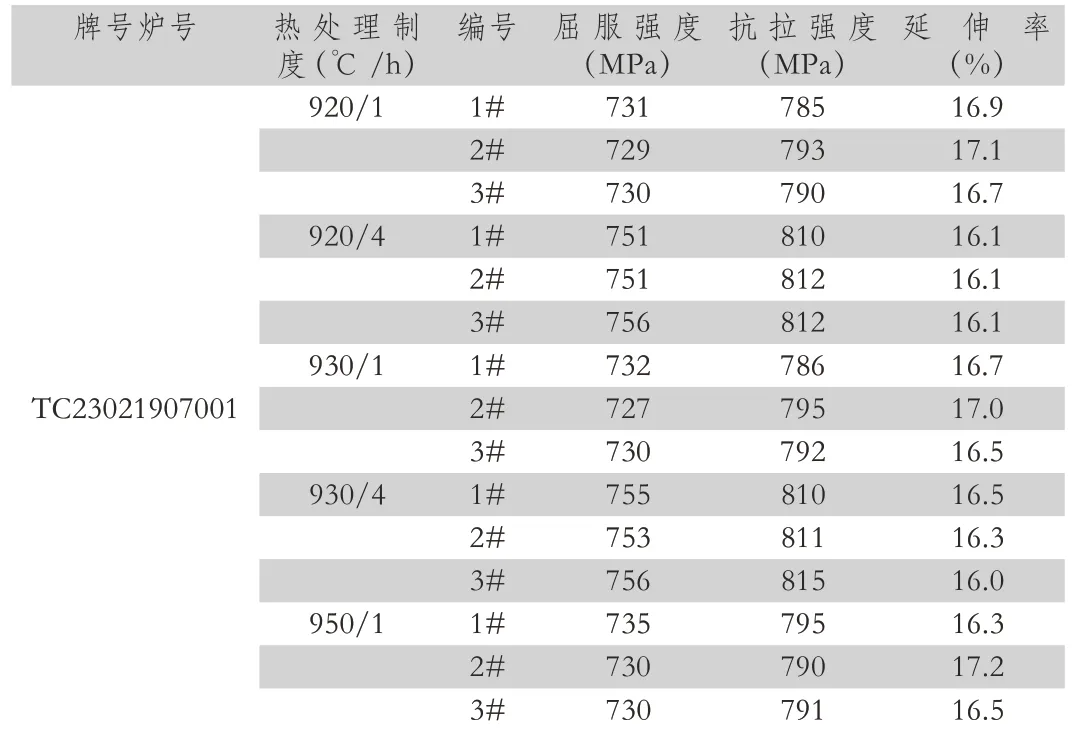
表4 不同热处理制度下TC2扁坯的力学性能
2.3 型材真空热处理温度和时间的确认
根据国军标“GJB 3763A-2004钛及钛合金热处理”标准,对TC2牌号型材进行如表5所示的真空热处理制度。
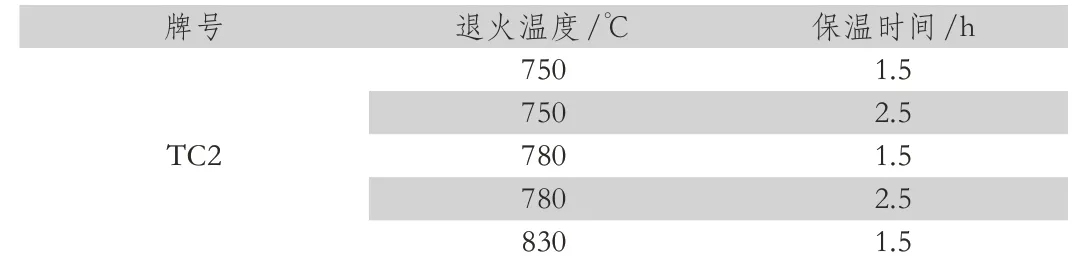
表5 TC2牌号型材真空热处理制度。
图3 为TC2型材在不同真空热处理制度下的金相显微组织形貌,表6为不同真空热处理制度下TC2型材力学性能情况汇总。根据技术要求(TC2:屈服强度≥620MPa、抗拉强度:685MPa~885MPa、延伸率≥10%)以及力学性能试验数据和金相组织,最终确定TC2型材的真空退火热处理制度为:750℃/1.5h。
综上,采用920℃/1h的圆坯和扁坯轧制保温温度和时间,750℃/1.5h的真空退火热处理制度轧制TC2钛合金薄壁型材可获得晶粒细小,组织均匀一致的双态组织,同时获得优异的力学性能,屈服强度和抗拉强度可高达716MPa和782MPa,延伸率可达23%。从室温拉伸性能来看,双态组织赋予合金十分优异的综合力学性能,这是因为双态组织结合了等轴组织和网篮组织的优点,因其中含有一定量的等轴组织,可以减少裂纹的减少,同时又含有一定量的网篮组织可以防止裂纹的扩展。
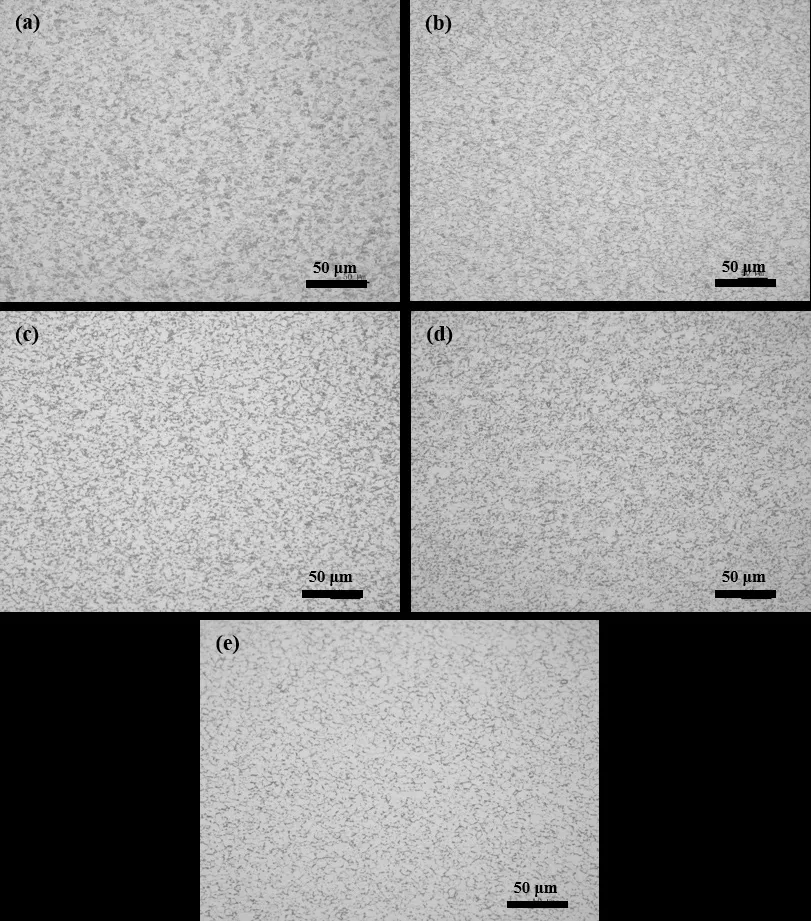
图3 不同真空退火热处理制度下TC2金相显微组织形貌
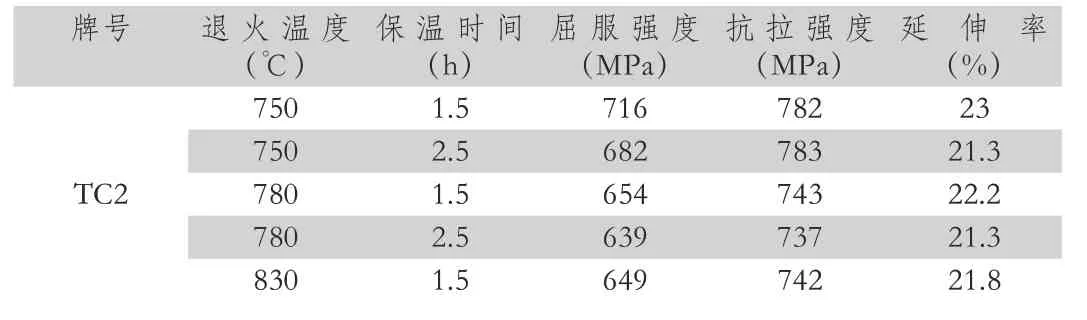
表6 不同真空退火热处理制度下TC2型材力学性能汇总。
3 结论
(1)轧制TC2钛合金圆棒坯料和扁坯料时,随着保温温度升高、保温时间延长,显微组织形貌均由等轴组织向双态组织发展,力学性能变化不大,从成本方面考虑,轧制的最佳热处理制度均为920℃/1h。
(2)真空退火热处理制度为750℃/1.5h时,可获得最佳的显微组织形貌和力学性能匹配,屈服强度和抗拉强度分别可达716MPa和782MPa,延伸率为23%,满足航空用钛合金薄壁型材力学性能需求,为优化航空用钛合金薄壁型材生产工艺提供新的热处理方案,推动了钛合金薄壁型材轧制生产的批量化和国产化。
猜你喜欢
铝加工(2022年1期)2022-11-24
科学技术与工程(2022年25期)2022-10-12
云南冶金(2022年2期)2022-07-26
轴承(2022年5期)2022-06-08
舰船科学技术(2021年12期)2021-03-29
有色金属材料与工程(2020年5期)2020-11-27
航空发动机(2020年3期)2020-07-24
船舶标准化工程师(2020年1期)2020-06-12
活力(2019年17期)2019-11-26
中国建筑金属结构(2019年4期)2019-05-15
