
现代有轨电车轨道施工常见问题及解决方案
2021-06-27 12:16:10孔根生
城市建设理论研究(电子版) 2021年35期
孔根生
中铁十一局集团有限公司投资公司 湖北 武汉 430061
近年来,随着我国经济的快速发展和城市人口数量的不断增长,城市道路资源日益紧张。现代有轨电车的快速发展在一定程度上缓解了城市交通压力,同时也以其运能大、安全可靠、舒适快捷、环保、美观的特点,逐渐占据中小型城市交通主导的地位。轨道建设是有轨电车建设的关键环节,轨道作为有轨电车的基础设施,担负着承载列车和引导列车的作用。因此,在有轨电车建设中,必须要对轨道施工予以高度重视,确保轨道质量能够满足要求。只有这样才可以为有轨电车的安全、稳定运行提供有力的支持。然而在有轨电车轨道施工的过程之中,往往会遇到很多问题,面对这些问题需要根据实际情况采取有针对性的解决措施。有轨电车轨道施工存在的这些问题,需要引起轨道建设者的高度重视,并且积极探索合理的解决方案,以有效提高有轨电车建设工程的质量水平。
1 现代有轨电车轨道系统概述
1.1 轨道系统框架构造
有轨电车自重可达50吨以上,运行速度最高70km/h,因此,其轨道系统必须具备高安全性和高可靠性。现代有轨电车轨道系统一般由道床、轨枕、扣件、钢轨(道岔)、包裹材料等构成,因为有轨电车多为地面线路,出于减少维护工作量、提升轨道稳定性及美化环境考虑,正线大多采用无砟道床,并在道床顶面进行硬化或绿化铺装。
1.2 轨道系统的作用
轨道系统是有轨电车运行的基础设施,轨道系统的钢轨与车轮直接接触,支撑并引导列车在轨道上安全运行,同时把车辆附加的压力、冲击力等向下传递至道床、路基等结构,确保电车始终在轨道上安全、平稳运行[1]。
1.3 轨道施工技术
轨道(无砟轨道)系统是由质量庞大的钢筋混凝土结构与各类钢构部件构成,在轨道施工过程中,要把看似“傻、大、笨、粗”的各类轨道部件有序、稳固地联接在一起,形成精密、稳定的整体框架结构。无砟轨道施工从下到上需要经过道床钢筋绑扎、轨件(轨枕、扣件、钢轨)组装、轨道粗调(测量)、混凝土浇筑与养护、短轨焊连、轨道精调、无缝线路应力放散与锁定、钢轨预打磨等复杂工序,最终形成无缝轨道线路。轨道几何尺寸误差需要控制在毫米级范围内,以此确保电车安全性、平稳性和舒适性[2]。
2 现代有轨电车轨道工程施工常见问题分析及解决方案
2.1 小半径曲线轨道施工
受地理条件的影响,有轨电车线路最小曲线半径可达20m,由于钢轨具有高弹性、高硬度,传统的采用扣件(轨距块)调整、拨道方式铺轨的方法,根本无法满足有轨电车小半径曲线轨道铺设要求。经反复实验、研究,半径小于50米以下的曲线线路均无法采用传统工艺进行铺轨,且极不安全,若强行安装很容易造成钢轨折断或反弹伤人[3]。在经过大量的分析、实验后,发现采用钢轨预弯的方法可有效解决这一难题,具体方法:钢轨铺设前,技术人员根据曲线要素计算出该曲线(缓和曲线)上每1米处的正矢值,工人在轨条上每隔1m做好标线和编号(每处编号对应一个正矢值),现场采用弯轨机在对应位置进行弯轨,经过机械弯折后的钢轨,在铺设前已基本达到曲线线型标准,弯折成型的钢轨随后被组装到轨道上,再使用轨距块进行精调,即可满足该曲线轨道各项指标。目前,这一方法已广泛运用于有轨电车小半径曲线铺轨施工,且效果良好。
2.2 钢轨焊接技术
有轨电车使用的槽型钢轨,属于国外引进技术,因其锻造技术难度高而出名,素有“万轨之王”的称号,目前国内生产的槽型钢轨,高度允许误差为±1mm、轨头宽度误差±0.8mm,各指标误差值均远远超过我国生产的工字型钢轨,传统的焊接工艺根本无法满足其焊接质量和平顺性要求。且现代有轨电车以地面线路为主,受道路运输条件限制,长轨条无法运达铺设现场,因此用于有轨电车轨道铺设的钢轨均以25m长标准轨为主,因此大大增加了钢轨接头数量[4]。为了确保钢轨焊接质量,保持钢轨接头的高平顺性,减少车轮对接头的冲击,必须优化焊接工艺,从根本上消除或者降低母材误差造成的焊缝错台或错牙现象。经现场反复实践,总结出以下四种解决方法。
第一种,事先打磨法。焊接前对轨过程中,若发现两根钢轨轨头几何尺寸偏差较大,可以通过事先打磨,对其中一根(或两根)钢轨在允许范围内进行焊接前打磨矫正,直至两根钢轨对轨达标后再进行焊接。
第二种,轨底矫正法。对轨过程中,若轨头部位对准后轨底部位局部有错台现象,可以采取事先对轨底局部加热,使用机械工具在允许范围内对轨底进行矫正,以此缩小或消除轨底错位量,直至两根钢轨对轨达标后再进行焊接。
第三种,更换钢轨。对轨过程中,若发现两根钢轨误差较大,无法采用第一、二种补救措施的,该种情况大多是由于两根钢轨正负误差叠加导致的,只需更换一根误差较为接近的钢轨即可解决问题。
第四种,焊缝精细化打磨。精细化打磨是消除焊缝不平顺问题行之有效的方法,钢轨焊接工艺最重要的一个环节就是精细化打磨,并采用1米平直尺和塞尺测量,反复精磨,确保焊缝平直度达到标准控制范围。
2.3 无缝线路应力放散与锁定
现代有轨电车大多采用无缝线路轨道,除道岔区外全线消除有缝接头,因此大大提高了列车运行平稳性,提高了乘客乘车舒适度,降低了接头噪音,大大降低了维护工作量,但是近年来,有轨电车轨道断轨的新闻屡屡见报,据悉,北方某有轨电车运营3年不到时间就发生断轨100余次,中部部分城市有轨电车也相继发生多起断轨事件,但是经过钢轨应力值复测、无缝线路位移观测、钢轨探伤等一系列调查,均无法确定其大面积断轨原因,最终我们将问题聚焦到了无缝线路应力放散和锁定值的设计与应用方面。
现代有轨电车轨道兼有美化城市的作用,大多数建设单位选择在有轨电车轨道施工完成后,在道床顶面进行覆土绿化或进行二次浇筑,最终轨道系统只有钢轨轨头顶面露出地面,因此钢轨大部分被绿化或混凝土覆盖,夏天高温时,因为绿化植被吸收太阳光和热量(夏天绿化喷淋系统也可降低轨温),轨温升高幅度较小,基本不会发生胀轨跑道问题;到了冬季,中部和北方地区会出现零下气温或霜冻天气,即使有绿化土的阻隔作用,急剧下降的气温会使得轨温严重降低,因为冷缩应力的作用,致使实际锁定轨温较高的钢轨容易被拉断,因此引发断轨事件。
根据无缝线路原理,轨道在无遮挡或覆盖情况下,锁定轨温低,夏天高温时易发生胀轨跑道,冬天低温时不易发生断轨;反之,锁定轨温高,冬天低温时易发生断轨,夏天高温时不易发生胀轨跑道。结合上节分析,有轨电车轨道由于受覆盖物影响,胀轨可能性极小,因此,只需考虑预防断轨的问题,根据无缝线路原理,解决无缝线路断轨最好的办法就是降低实际锁定轨温。以西部某有轨电车为例,其锁定轨温设计标准为20±5℃,为了有效防止断轨,实际锁定轨温误差应控制在-5~0℃。
2.4 钢轨预打磨
轨道工程施工的最后一个环节是钢轨预打磨,钢轨预打磨可消除钢轨运输安装过程中造成的轨面擦碰伤及新钢轨表面的脱碳层,有效修理钢轨接头不平顺,打造钢轨标准断面,提高轮轨耦合性,提升行车安全性和平稳性。但是由于有轨电车大部分采用槽型钢轨,其轨顶结构由轨头、轨槽部分及轨唇组成,如图1所示,由于轨唇的阻挡作用,采用传统的杯式打磨方法,砂轮无法接触到钢轨的内侧作用边,导致轨头侧作用面45°以上部位均够不着打磨,传统打磨技术不适用于槽型钢轨打磨。
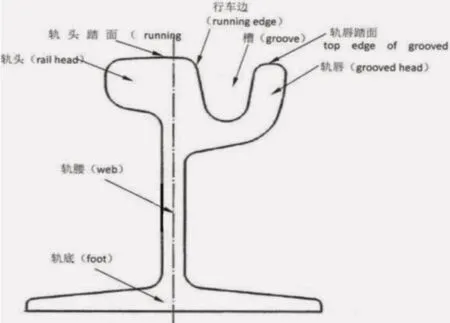
图1 槽型钢轨
为解决这一难题,2016年,经与意大利一家公司交流合作,引进了一种新型打磨工艺--曲面打磨,也叫切线打磨。它与传统的杯型打磨最大的不同之处在于砂轮与钢轨在打磨时的接触位置不同:传统的打磨利用砂轮的轴向面,也就是平面与钢轨进行磨削(见图2),而曲面打磨则是利用砂轮的径向面,也就是圆周曲面与钢轨接触磨削(见图3),砂轮曲面与钢轨的纵向水平线相切,所以也叫切线打磨。切线打磨可有效避开轨唇的阻挡,全方位更加细致的完成轨头各作用面的打磨,而且能够打磨道岔辙叉与岔心。切线打磨技术的研发,彻底解决了槽型钢轨预打磨难的问题。
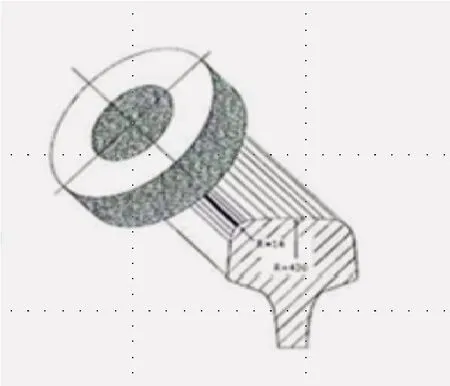
图2 杯型打磨
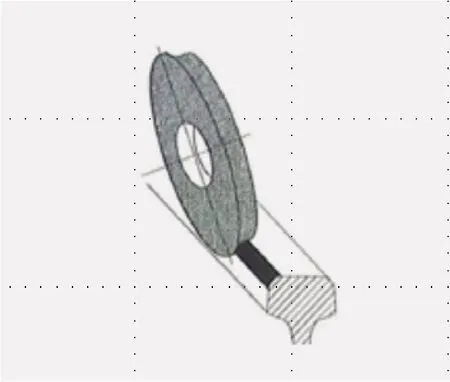
图3 切线打磨
2.5 立柱式检查坑轨道施工
立柱式检查坑整体道床是车辆段及停车场最常见的一种道床型式,为了满足车辆检修工艺的要求,立柱一般布置为横向净距1.2m,纵向中心距1.4m的矩阵。立柱式检查坑整体道床一般采用50kg/m钢轨、DJK5-1型弹性分开式扣件,由于受立柱尺寸的限制,轨道结构不采用轨枕,扣件套管直接浇筑在立柱内。扣件套管的钉孔距公差为±1mm,施工精度要求极高,若采用先浇筑立柱和扣件套管,再安装钢轨,则易发生套管安装位置误差过大,钢轨无法安装的现象,因此造成返工,带来经济损失和不良的社会影响。
结合近年来成功的施工经验,立柱式检查坑整体道床推荐采用架轨法施工。架轨法施工是一种自上而下的施工工艺,能将轨道施工误差一定程度上消除在整体道床的混凝土施工中,进而提高轨道施工精度,保证整个铺轨作业的顺利进行。架轨法施工主要施工工序为轨排架设、扣配件安装及调整、立柱钢筋调整、立柱模板安装及固定、立柱混凝土浇筑及养护、模板拆除、轨道几何形位精调等。
驾轨法施工因为是先安装扣件、调整钢轨位置再浇筑混凝土,有效的解决了传统施工方法导致扣件安装位置偏差过大的问题。
3 结语
随着我国经济的快速发展和城市化水平的提高,建设现代有轨电车必将成为中小型城市解决交通问题的首要选择,有轨电车将充分发挥其运能大、安全可靠、舒适快捷、环保、美观的特性,成为未来城市公共交通的重要组成部分。因此我们必须要加强对有轨电车施工技术的创新和改进,解决当前存在于有轨电车施工中的各项问题,促进我国城市轨道交通业的快速发展。希望上文中所提出的问题以及解决措施可以为有轨电车轨道施工提供有益借鉴。
猜你喜欢
党风与廉政(2023年7期)2023-04-29 09:37:52
今日农业(2022年15期)2022-09-20 06:56:26
中国科技纵横(2021年13期)2021-09-06 07:47:14
铁道建筑技术(2020年11期)2020-05-22 06:26:46
中国生殖健康(2019年11期)2019-01-07 01:27:46
西南交通大学学报(2018年5期)2018-11-08 10:58:08
建筑机械(2018年1期)2018-03-01 01:20:02
上海铁道增刊(2017年3期)2018-01-22 03:00:58
空中之家(2017年3期)2017-04-10 02:39:19
西安建筑科技大学学报(自然科学版)(2016年5期)2016-11-10 02:39:20
