
浅谈进气系统产品性能指标
2021-06-26 07:23:14刘阿龙刘帅帅
汽车实用技术 2021年11期
刘阿龙,刘帅帅
(陕西华臻车辆部件有限公司,陕西 西安 710200)
引言
进气系统包括进气扁管总成、波纹管胶管、底座、1/4波长管、空气滤清器、滤芯、谐振腔、增压器进气管等[1],承担高效率的空气滤清工作,不为空气流动增加过多阻力,并能长时间连续工作[2]。
新产品开发必将经历产品设计、分析验证、实验验证,但是通过以上方法确定的产品是否可行,仍是未知的,产品的指标定义仍然不够准确,各个部件性能指标确定上往往存在异议,本文以产品开发过程为导向,对进气系统开发过程中重要部件性能指标的定义及提升进行探讨。
1 原始进气阻力试验
本文依据实际试验情况,总结试验经验,本文提出一款进气系统中进气扁管总成的进气阻力测定方法,得出进气扁管的性能指标定义方法。
首先,我们搭载如图1 的进气系统实验,而常规的测定方法是:进气扁管总成的进气阻力,往往会在进气扁管总成出口部打孔,连接测压装置,直接读取压降值。本次试验记录相关数据如表1。

图1 进气系统实验

表1 试验记录数据
从表1 数据可以看出,单独测定进气扁管总成阻力为0.8。但是,针对进气系统阻力而言,进气扁管总成几乎没有对进气系统造成压力损失,那么单纯要求进气扁管总成阻力,确实不太合理,而用进气系统来评判进气扁管是否可行是一个更合理的办法,故可以继续总结相关经验,通过多方面来确定进气扁管总成性能指标[3]。
2 粗滤效率
对进气系统产品而言,标准《QC/T32-2017 汽车用空气滤清器试验方法》[4]中,对空气滤清器的预滤效率试验方法作出了规定,在实验室对产品进行粗滤效率测试时,可以完全依据标准进行;
但是标准中没有对进气扁管的效率测定方法进行阐述说明,而本文中,尝试借鉴空气滤清器粗滤效率试验方法进行进气扁管总成粗滤效率的测定,存在很大测定难度,故本文通过实验室验证,确定了适合于自身产品的进气扁管粗滤效率测定方法,在此列出,方便此行业产品开发人员及试验人员借鉴使用。
首先我们借鉴标准《QC/T32-2017 汽车用空气滤清器试验方法》中,对空气滤清器的预滤效率试验方法进行试验,实验如下:
实验中需测量重量如表2 所示:

表2 直接称量法实验记录
那么,粗滤效率=(B-A)/加灰量*100%;或粗滤效率=C/加灰量*100%
但是以上实验过程存在问题:
(1)进气扁管总成体积过大时,实验室无法满足产品重量称重,进气扁管总成重量无法得到;
(2)由于进气扁管总成结构复杂,试验后滤除的灰尘无法完成得到收集。
综合以上,得出结论:空气滤清器粗滤效率实验方法无法应用于进气扁管总成粗滤效率;为了能够测量并且准确测量进气扁管总成的粗滤效率,我们分析了产品的工作原理,因为粗滤效率是对灰尘的初步过滤,是为了减少下游的灰尘量,而没有过滤掉的灰尘自然进入下游,我们可以设想通过下游增重法,对进气扁管总成的粗滤效率进行测定,具体试验验证如下:本文以某小型进气扁管总成搭载单级空滤器(图1)组成进气系统进行实验室验证。
试验过程中相关数据记录如表3:
表3 下游增重法实验记录
通过试验数据分析计算,进气扁管总成重量增量=B-A;下游空气滤清器滤芯的重量增量=D-C;进气扁管总成重量增量与下游空气滤清器滤芯的重量增量之和基本等同于总加灰量,因此,通过下游增重法能够准确测量出上游进气扁管总成粗滤效率。
3 实验室寿命
在粗滤效率一定的条件下,选用优质的滤材是提高空气滤清器实验室寿命的唯一手段,以双级沙漠空气滤清器为例,要求实验室寿命为22h,那么在额定流量2000 m3/h,需要加入的灰尘为44kg,按照标准要求,粗滤效率为91%指标下,达到滤芯的灰尘有接近4kg 灰尘,那么就需要对滤芯的容尘量进行分析,设计出满足容尘量的灰尘;研究发现与试验灰尘杂质的粒度有关。空滤试验用的灰尘,早期参考前苏联标准,为220 目和270 目石英砂,粒度较粗;80 年代,采用美国SAE 灰尘,粒度较细;到了1997 年国际标准规定ISO12103 A4,粒度更细。旋流管元件的原理是离心分离,其分离效率,是由灰尘粒度决定的,试验灰尘粒子粗,旋流管效率高,寿命相对长。灰尘粒子越细,旋流管效率降低,寿命缩短。QC/T770-2006[5],考虑到国际标准ISO12103 A4 灰尘粒度细,将轴流式旋流管的粗滤效率由91%调整到77%,但旋流管试验室寿命仍然按过去的规定延续到现在,没做调整;用今天的标准灰尘杂质达到22 小时的试验室寿命[6],没有可能。
故实验室寿命是否能否确定为22h,不能一概而论,在粗滤效率较低的情况下,提高滤芯容尘量,实验室寿命仍然是有可能达到的。
4 空气滤清器性能可靠性提升
通过产品设计、分析验证、试验验证,做出的产品是否就一定可靠,这个是无法定论的,产品是需要不断持续改进,而为了产品性能指标得到保证,需要不断创新更实际可靠的评判办法。
油浴式空气滤清器产品性能优于其他形式空滤器,产品开发过程中质量得到保证,更得到试验验证,但进水问题仍为当前行业瓶颈问题,客户不知道空滤器何时进水,进入多少水,导致空滤器频繁失效。
围绕创新驱动发展,本着提高客户满意度的目的,为了能够让客户直观的看到空滤器内部情况,研发人员不断创新,对空滤器底壳增加视窗结构,让客户能后直观的看到底壳内部积水、积灰现象,能够随时掌握空滤器内部状况,避免过早保养或过期保养现象。
本文中对制作的实物样件进行现场试验验证;经过试验验证,空滤器增加视窗结构(图2)确实随时可见内部状况。
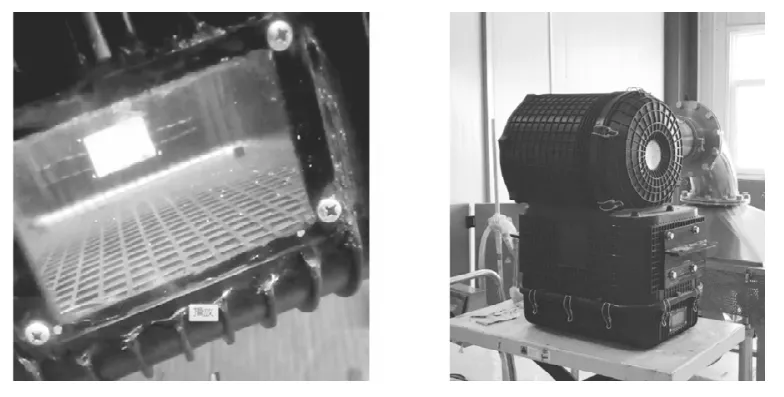
图2 空滤器视窗结构及实验室验证
将结合此次试验结果,进一步完善视窗结构、确定最佳视窗位置、密封性保证、增加视窗刻度线等,确保方案可靠实施。
5 结论
(1)针对进气系统阻力而言,进气扁管总成几乎没有对进气系统造成压力损失,那么单纯要求进气扁管总成阻力,确实不太合理,而用进气系统来评判进气扁管是否可行是一个更合理的办法,故可以继续总结相关经验,通过多方面来确定进气扁管总成性能指标。
(2)通过试验数据分析计算,进气扁管总成重量增量与下游空气滤清器滤芯的重量增量之和基本等同于总加灰量,因此,通过下游增重法能够准确测量出上游进气扁管总成粗滤效率。
(3)产品可靠性需要通过不同手段进行保证,通过产品设计、分析验证、试验验证,做出的产品性能仍无法保证,而为了产品性能指标得到保证,需要不断创新更实际可靠的评判办法。对空滤器底壳增加视窗结构,让客户能后直观地看到底壳内部积水、积灰现象,能够随时掌握空滤器内部状况,避免过早保养或过期保养现象,不失为一种好的办法,但是更好的办法仍需相关专业人士探索。
猜你喜欢
工会博览(2022年33期)2023-01-12 08:53:38
工会博览(2022年17期)2022-07-15 07:26:14
介入放射学杂志(2021年10期)2021-10-28 08:51:50
工程力学(2020年9期)2020-09-17 08:58:34
设备管理与维修(2019年3期)2019-05-15 09:55:48
儿童故事画报·发现号趣味百科(2017年4期)2017-06-30 08:05:59
中国水利(2017年9期)2017-06-07 08:23:27
时代农机(2015年3期)2015-11-14 01:15:28
汽车维护与修理(2015年2期)2015-02-28 12:15:52
中国微创外科杂志(2014年6期)2014-08-07 12:37:23
