基于混合推理的汽轮机叶片夹具自顶向下设计方法*
2021-06-22 07:40:28沈子恒吕彦明方文湛
机电工程 2021年6期
沈子恒,吕彦明,袁 飞,赵 鹏,方文湛
(江南大学 江苏省食品先进制造装备技术重点实验室,江苏 无锡 214122)
0 引 言
夹具是汽轮机叶片制造过程中重要的工艺装备。通过分析企业汽轮机叶片夹具实例不难发现,多数夹具表现得极其相似,甚至完全相同,往往只是在各自的具体尺寸表达上有所出入。同时,夹具设计是一项对经验依赖性较高的设计活动[1]。工程设计人员在拿到一个新的夹具设计任务时,往往是借鉴以往的夹具实例,很少重新设计。
根据上述特征,本文基于Top-Down思想,运用知识推理方法,提出基于混合推理的汽轮机叶片夹具自顶向下设计方法。
1 Top-Down设计方法
常见产品设计方法一般可分为自底向上(Bottom-Up)和自顶向下(Top-Down)两种。自底向上的方法设计思路简单、清晰。但在装配过程中,难免会存在部分零件不符合要求,如零件两两之间存在干涉或零件无法定位和安装等,此时必须对相关零件进行重新设计,然后再次装配,直至产品分析通过。因此,这种设计方法难以实现产品的快速设计与修改[2,3]。
而自顶向下的产品设计方法强调在整个设计过程中从全局入手,可分为功能设计、概念设计和详细设计3个阶段[4],它们两两之间是相互迭代地、递归地交织在一起,相互之间不存在确定的分界线。在进行自顶向下的产品设计时,首先要依据产品的功能要求建立初步方案的总体结构模型,再由该模型自顶向下传递总体的设计信息,并在该模型的约束下完成对各个零部件的详细设计。
综合分析可知,自顶向下的产品设计方法具有显著优点,它可以更加充分地考虑产品的整体性能,更容易实现参数化,增加了产品设计的柔性;而且在初始的功能和概念设计阶段,产品设计意图、主要结构关系和关键约束等信息就已明确,企业内各设计人员可并行完成各自的零部件详细设计工作,实现高效的并行设计。
2 夹具模板的创建
2.1 夹具零件模板的创建
2.1.1 系列化零件模板的创建
系列化零件设计流程如图1所示。
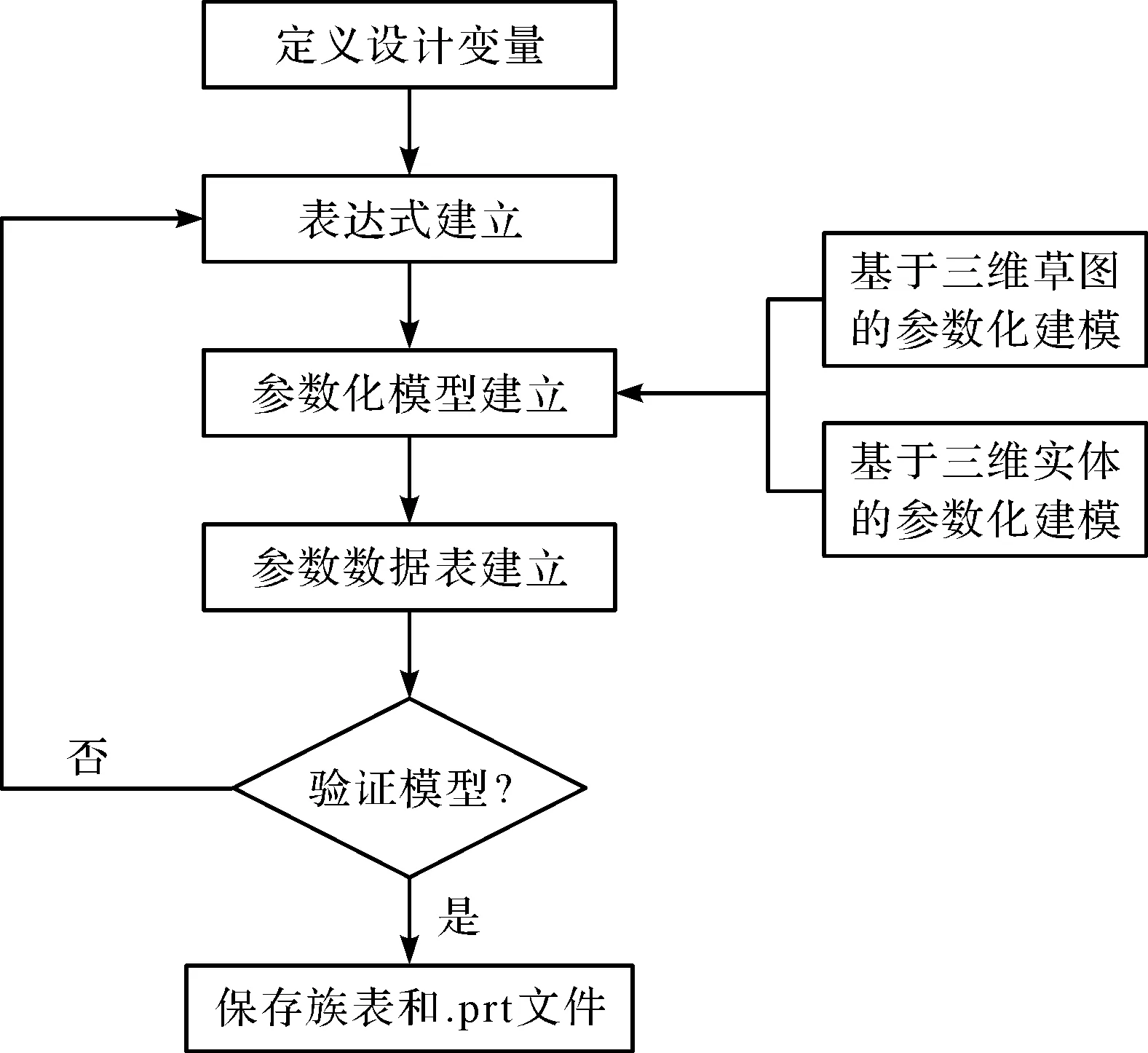
图1 系列化零件设计流程
本文使用UG的部件族功能创建汽轮机叶片夹具的系列化零件模板,步骤如下:
(1)建立表达式;(2)建立系列化零件二维草图模型;(3)建立系列化零件三维实体模型;(4)创建Excel族表;(5)保存Excel族表,并将系列化零件以.prt形式保存。
汽轮机叶片夹具系列化零件调用程序结构如图2所示。

图2 汽轮机叶片夹具系列化零件调用程序结构
此处笔者利用UG/OPEN MenuScript模块制定系列化零件调用菜单,以MFC制定用户对话框,开发系列化零件调用程序。
2.1.2 参数化零件模板的创建
参数化零件的形状、尺寸与汽轮机叶片产品具有紧密联系。本文对企业现有的夹具参数化零件创建参数化零件模板,并将叶片产品与参数化零件的联系利用表达式来体现。其创建过程与系列化零件模板创建雷同,此处不再赘述。
2.2 夹具实例模板创建流程
由于参数化零件需要企业自行设计,设计人员把主要精力都集中在参数化零件设计上。夹具实例模板创建流程如图3所示。

图3 夹具实例模板创建流程
当创建完某套叶片夹具的参数化零件之后,首先通过系列化零件查询与调用工具检索出该夹具所需要的全部系列化零件,并保存在指定位置,再按要求装配得到该套叶片夹具实例模板。
2.3 夹具实例模板创建
该夹具实例创建要考虑的因素很多[5-7]。夹具实例模板装配体的层次模型如图4所示。
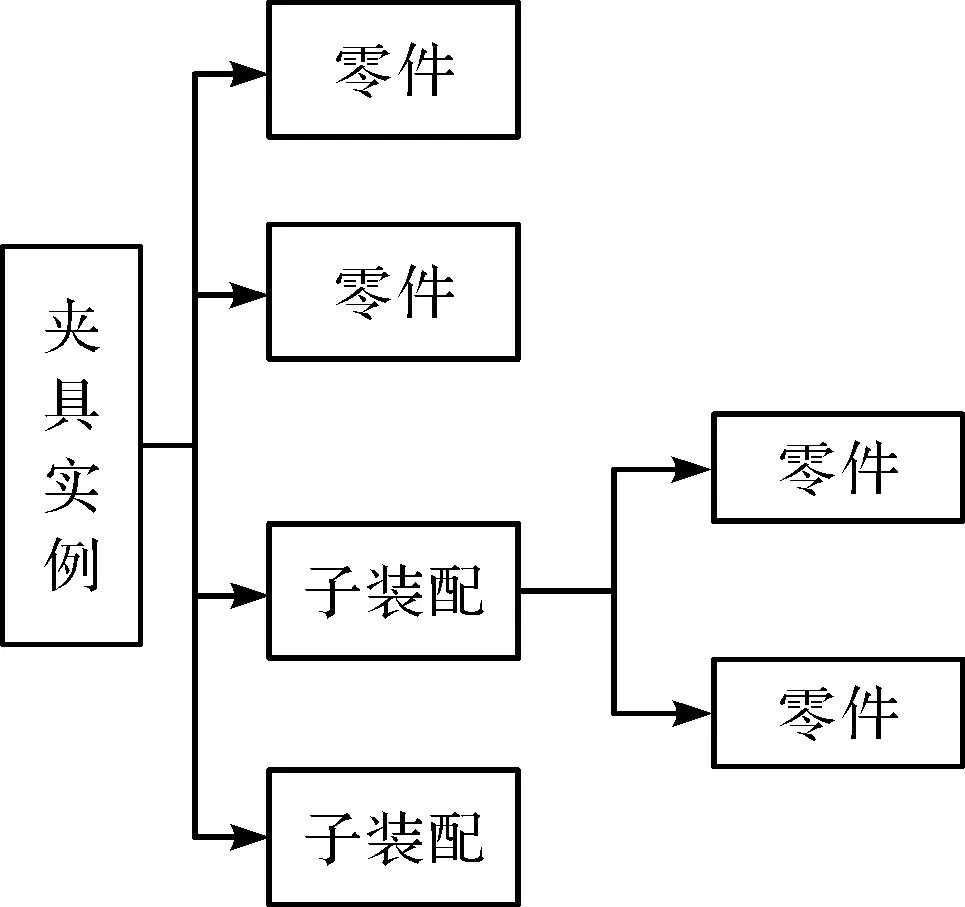
图4 夹具实例装配体层次模型
当修改夹具实例中的部分尺寸时,要能够使修改信息从夹具实例模板自顶向下传递到相互关联的每个零件,实现夹具实例装配体的全盘更新。装配约束和参数关联是其关键环节。
(1)装配约束的实现。装配约束条件可归纳为耦合、对齐、插入、同轴和定向等5类;装配约束一旦确定,除非人为修改,否则不会改变;
(2)参数联动的实现。通常把参数分为内部参数和外部参数两种;外部参数指的是与其他零件之间存在关联的参数,而内部参数只影响零件本身结构尺寸。
笔者企业中现有的汽轮机叶片夹具实例以该方法建立夹具实例模板,保存后构建夹具实例库。
3 夹具实例功能与自顶向下检索
3.1 夹具自顶向下设计的推理机制
结合Top-Down思想,本文从夹具的功能要求出发,检索并重用相似的夹具实例。目前,支持重用的方法主要有以下两种:
(1)基于规则的推理(RBR)。RBR是一种利用人工智能技术的推理方法。推理过程中的知识表示的方法采用产生式规则,可表示为“If A Then B”的形式,其中A是条件,B是结论或者要执行的动作;
(2)基于实例的推理(CBR)。CBR凭借以往成功的经验或具体实例来解决新的问题。CBR过程可以简单概括为4个主要阶段[8,9]。
结合汽轮机叶片夹具设计特征,若单独使用基于实例的推理技术则缺乏演绎推理能力,导致夹具实例检索效率低下、重用困难。本节提出基于规则和实例混合推理的夹具自顶向下设计方法。
3.2 夹具功能分析
在进行推理的时候,首先要根据夹具的功能信息描述夹具实例。夹具功能信息主要由叶片产品信息、加工工艺信息以及装夹信息等组成。
3.3 夹具实例的表示
根据功能要求完成夹具实例的特征信息描述后,还需要有一种表示方法来清楚表达夹具实例。
基于编码技术的实例表示方法,首先按照事先约定的规则把数字或字符符号赋予实例中所包含的各种特征信息,然后针对此类规则进行区分及分类。由于该方法具有操作方便且便于计算机识别等突出特点,本文运用该方法对夹具实例进行表示。
夹具实例编码系统如表1所示(该编码系统详细地描述了夹具实例的功能特征)。
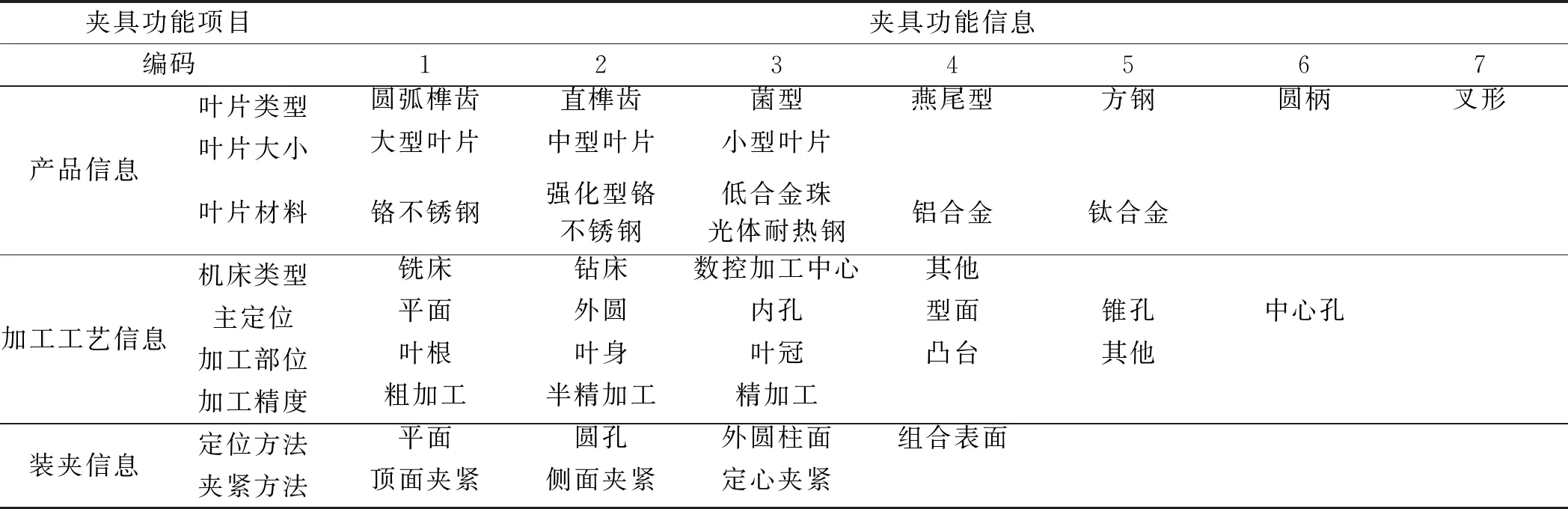
表1 夹具实例编码系统
3.4 夹具实例检索方法
检索是夹具自顶向下设计的核心环节。最近邻索引法在检索时,利用输入的信息和实例库中的实例信息进行匹配,所有信息都被赋予一个权值,通过各种信息之间的权值计算组织实例。
3.5 实例相似度计算
影响汽轮机叶片夹具相似度计算的因素有很多。实现叶片定位是夹具的最主要功能,定位方法和夹具结构联系密切,因此,本文提出对首要因素加权平均的方法计算两夹具之间的相似度:

(1)
式中:Pij—首要因素系数;i—所求的夹具实例;j—实例库中与所求夹具相似的夹具实例。
依据相似度计算理论,两夹具相似度Sij计算方法如下:
(2)
式中:n—特性组合编号,如1为产品信息,2为加工工艺信息,3为装夹信息;WFn—特征组合n的权值系数;Wijn—夹具i和j在相同的特征组合n上权值平均相似系数。
Wijn计算方法如下:
(3)
式中:K—特征组合n中的项,如产品信息中包含叶片类型、叶片大小和叶片材料等3项;Aink,Ajnk—夹具i和j的特征组合n在k项上的编码;Rnk—特征组合n中k的范围;WFnk—特征n在k项的权值系数。
汽轮机叶片夹具的功能特征属性均不能用数字衡量,即Aink、Ajnk无法比较,因此根据相似度计算理论可把式(3)可简化为:
(4)
式中:Kn—特征组合n的特征数目,如叶片产品信息的特征数目为3;Fijnk—两夹具在特征组合n上的k项相似系数。
Fijnk可通过下式计算:
(5)
根据表1所示的夹具实例编码系统,可进一步确定叶片产品信息、加工工艺信息和装夹信息的权值平均相似系数分别为:
(6)
(7)
(8)
(9)
根据夹具相似度计算结果,即可设定相似度阀值P,通过改变阀值P大小来控制候选集实例数目n;并且可以满足工程设计人员的心理预期,灵活可变,因此本文采用第一种方法。
3.6 夹具生成与各零件设计
笔者根据功能要求完成对夹具实例的描述,通过描述信息进行相似度计算。若阀值P为1时,可检索出夹具实例,则该夹具无需修改。不过在实际应用中这样的情况一般不多见。那么对于检索出的相似度不为1的夹具实例,就需要根据具体叶片和强度、刚度等需要,对相似夹具实例进行修改。
3.7 夹具实例信息的保存
汽轮机叶片及其夹具实例所包含的信息十分丰富,需要数据库来管理。数据表的创建分为:(1)创建数据表结构;(2)录入表中的数据。
叶片信息数据表如图5所示。
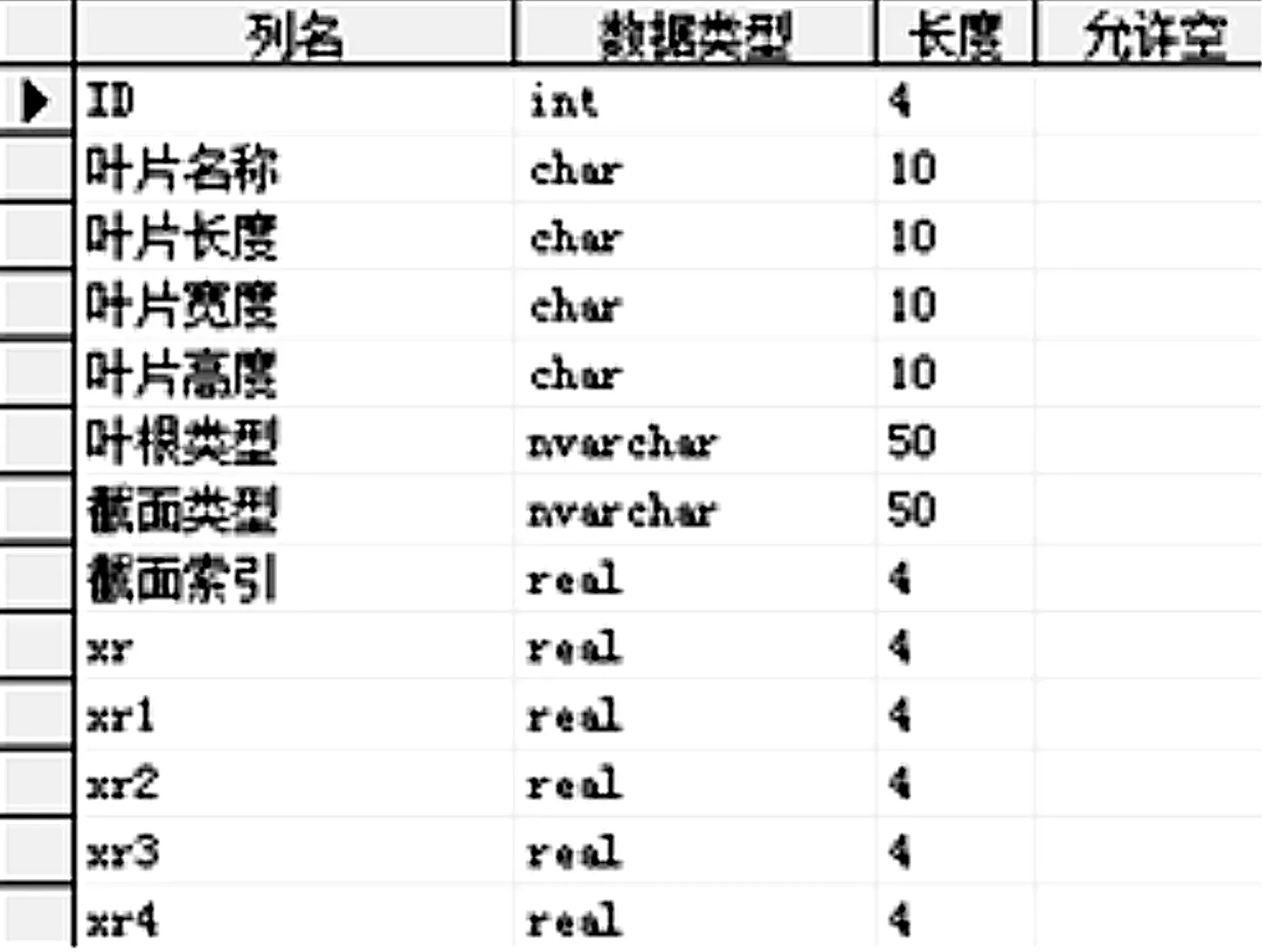
图5 叶片信息数据表
本节的数据表主要有叶片信息数据表和夹具实例信息数据表等。叶片信息数据表在加工叶片前已作为技术准备工作,由企业工程设计人员创建完成。
夹具实例信息数据表结构如图6所示。
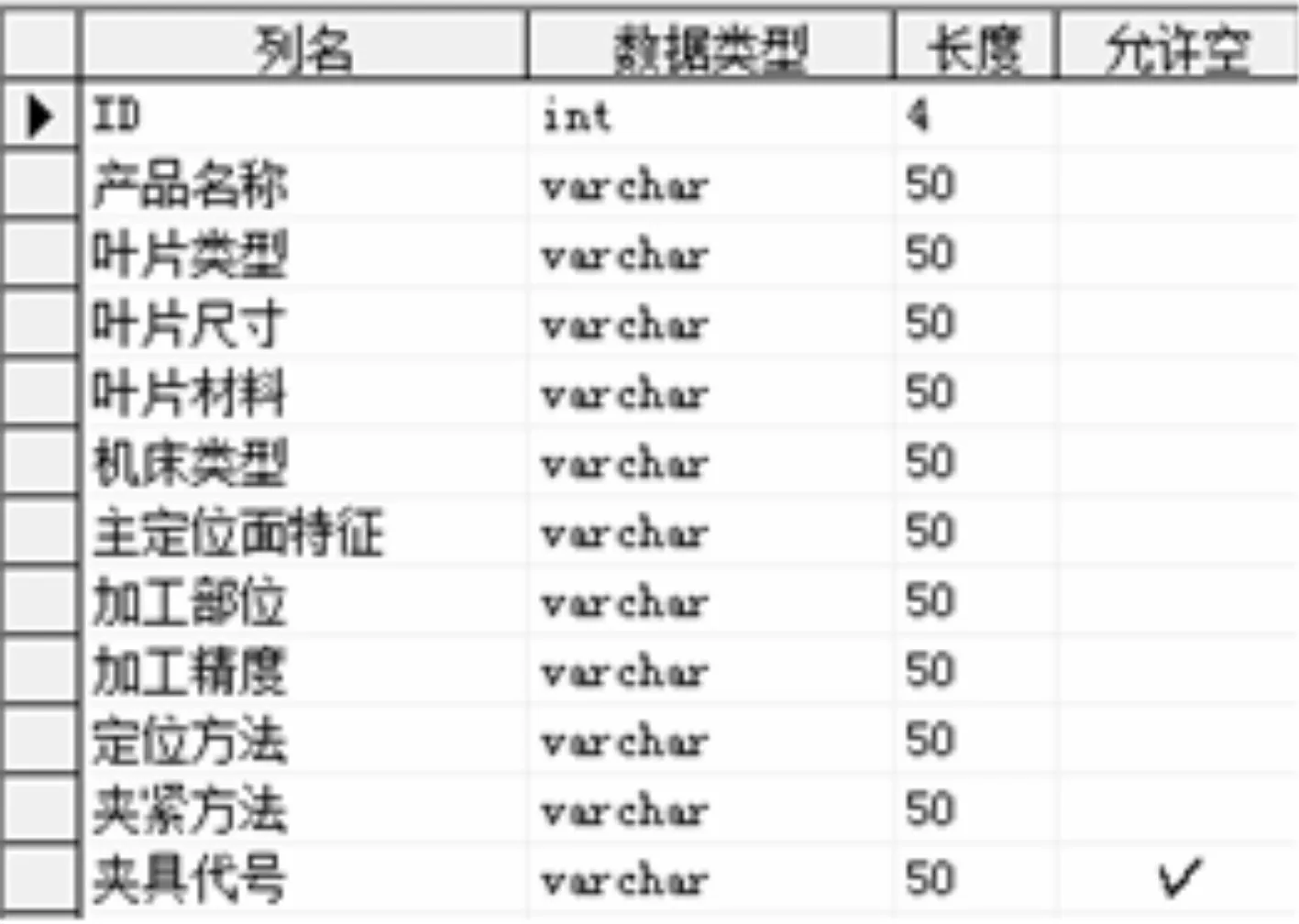
图6 夹具实例信息数据表结构
将夹具实例信息以特定的方式储存起来,以便检索、重用;再根据夹具的功能进行分析。
4 夹具自顶向下设计方法的应用
基于混合推理的汽轮机叶片夹具自顶向下设计自动化技术实现流程,如图7所示。

图7 基于混合推理的夹具自顶向下设计流程
汽轮机叶片夹具自顶向下设计过程是利用基于规则和实例混合推理的方式去实现的。下面以U103型号叶片的某夹具为例,进行具体说明。
U103叶片某夹具功能信息如表2所示。
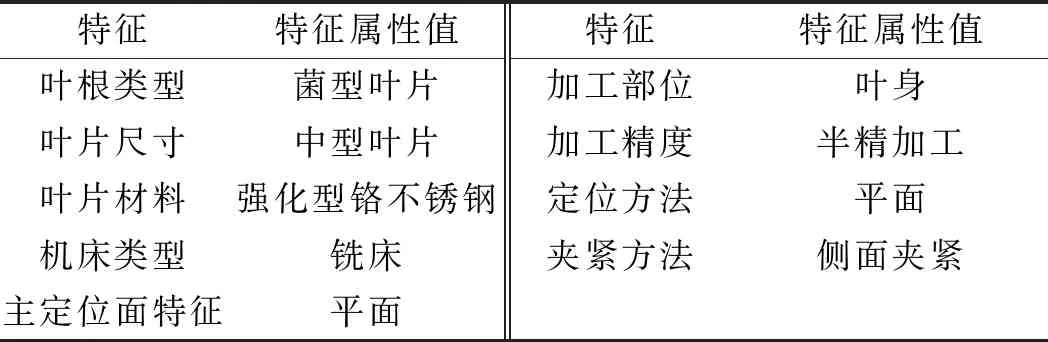
表2 U103叶片某夹具功能信息
汽轮机叶片工装模具自顶向下设计菜单如图8所示。
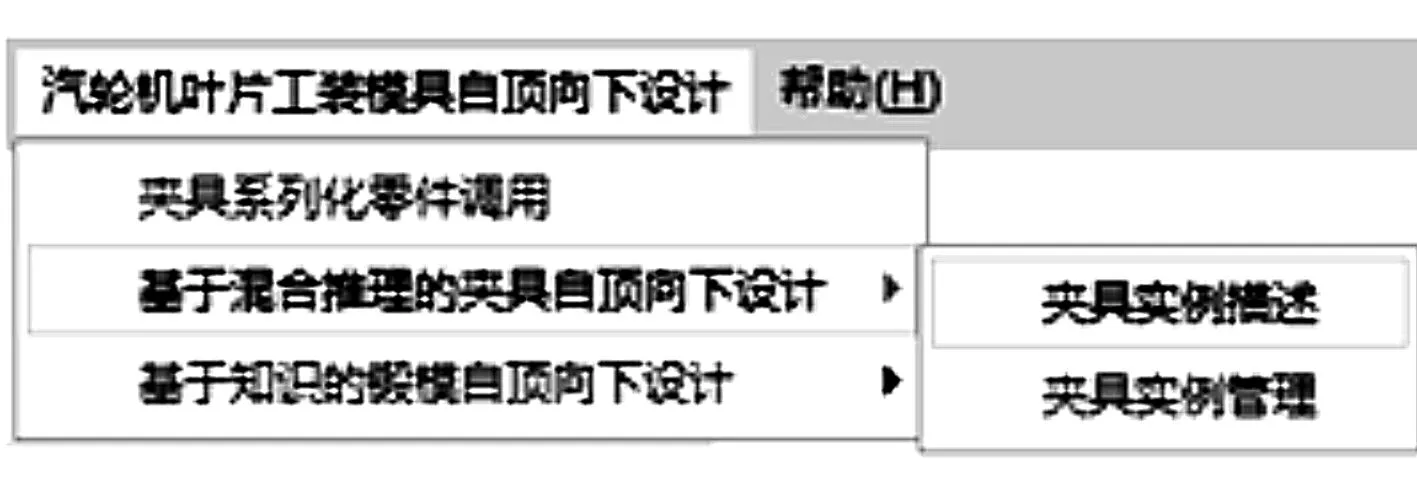
图8 设计菜单
笔者选择“基于混合推理的夹具自顶向下设计”下的二级菜单“夹具实例描述”。登录界面如图9所示。

图9 登录界面
本文为对话框进行加密处理,当打开夹具实例描述对话框,输入用户名和密码后方可继续使用;由表2中的夹具功能信息对夹具实例进行描述。
夹具实例描述如图10所示。
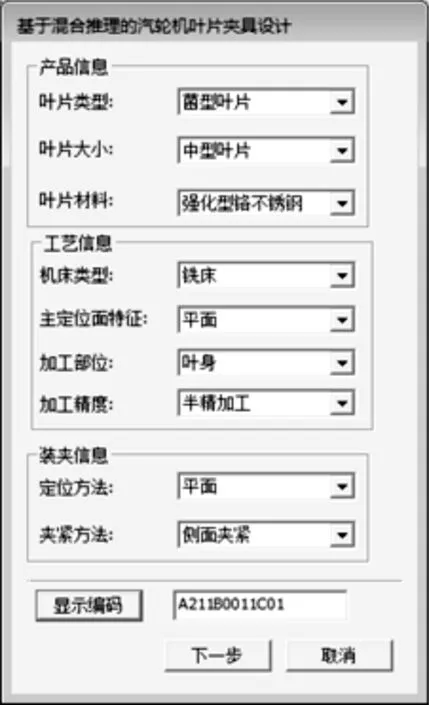
图10 夹具实例描述
根据夹具实例的功能信息描述点击“显示编码”则生成对应编码;完成夹具实例描述后,点击用户界面上“下一步”按钮,即可进入检索与重用环节。
夹具实例检索与重用对话框如图11所示。
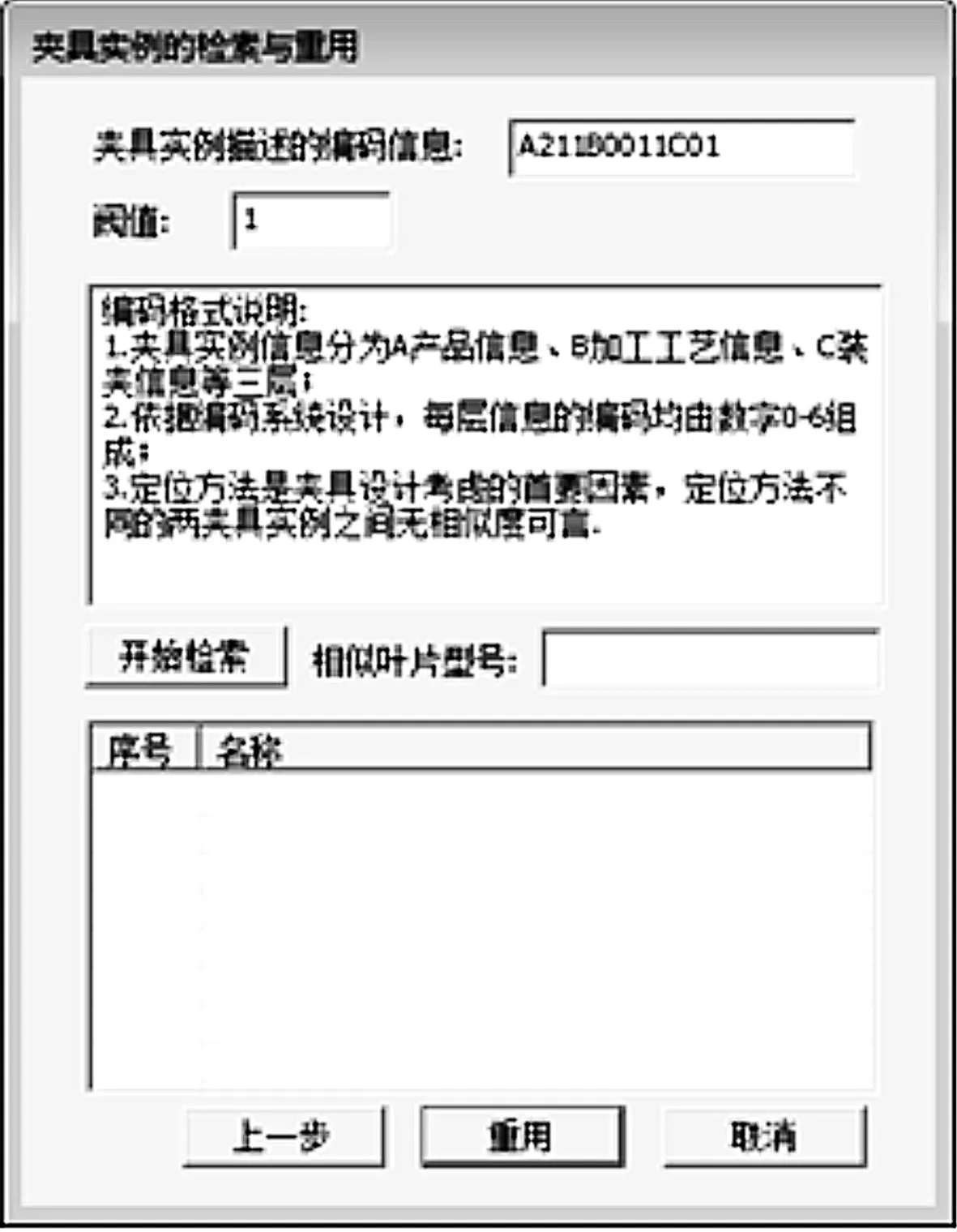
图11 夹具实例检索与重用对话框
根据工程设计人员需要,可自由对阀值进行设定,然后点击“开始检索”,程序根据夹具功能信息进行相似度计算,并将相似度在阀值以上的夹具实例代号按照相似度大小从高到底依次排列,同时显示相似夹具对应的叶片型号。
检索结果如图12、图13所示。
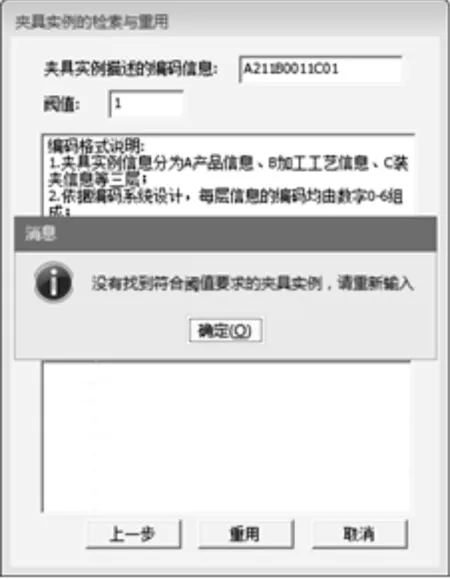
图12 阀值为1时的检索结果
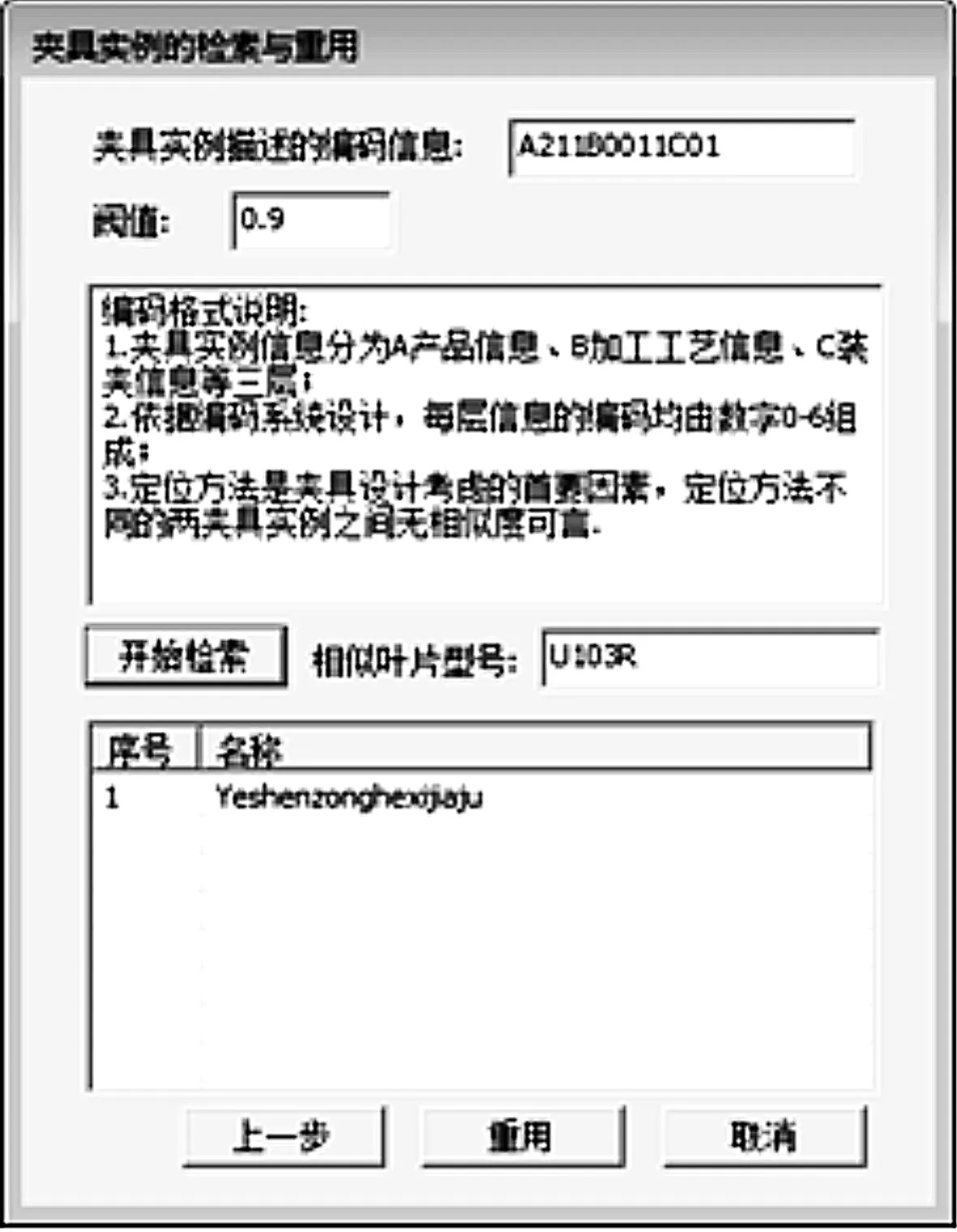
图13 阀值为0.9时的检索结果
检索结果是阀值为1和0.9时的夹具实例检索结果,对比可发现:
(1)夹具实例库中无与本次需求完全符合的夹具实例;
(2)阀值对检索结果存在较大影响,合理的阈值设置使检索结果更加精炼、准确。
根据检索结果可知,叶片U103R的叶身综合铣夹具与叶片U103的夹具功能要求十分相似,此时选中
叶身综合铣夹具,单击“重用”按钮,程序自动完成相似夹具实例的重用。U103R与U103两叶片属于同种类型不同大小的叶片,由于U103整体尺寸较小,工程设计人员可根据叶片以及强度、刚度等需要,对U103R叶身综合铣夹具进行有限的人工干预,自顶向下驱动符合叶片U103夹具功能要求的新夹具生成,完成各零件的详细设计,将菌形叶片装夹在底面垫块和斜面压板之间。
U103叶片夹具自顶向下设计结果如图14所示。
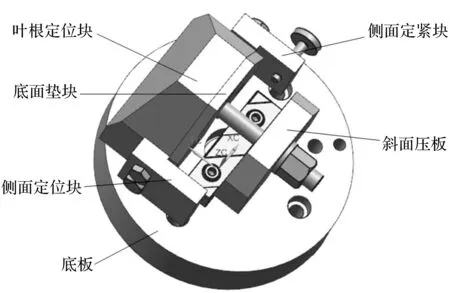
图14 U103叶片夹具自顶向下设计结果
5 结束语
本文基于Top-Down,利用CBR、RBR技术各自的优势,提出了一种基于混合推理的汽轮机叶片夹具自顶向下设计方法,实现了从夹具的功能要求出发,检索并重用实例库中的相似夹具实例,再结合有限的人工干预,自顶向下驱动夹具实例的全盘更新,完成了各零部件的详细设计。主要内容有:
(1)研究得出了夹具结构的普遍规律;采用基于模板的参数化设计方法完成了夹具系列化和参数化零件的创建,并开发了系列化零件的调用程序;依据装配约束和参数联动要求,完成了夹具实例模板的创建,得到了夹具实例总体结构模型,构建了夹具实例库;
(2)为方便夹具实例重用,基于Top-Down分析了夹具功能要求,并通过编码技术完成夹具实例的表示,构建了夹具设计编码系统,提出了对首要因素加权平均的最近邻索引法检索相似夹具实例;最后根据具体叶片和强度、刚度等要求,自顶向下完成了各零部件的设计。
猜你喜欢
河北画报(2021年2期)2021-05-25 02:08:00
装备制造技术(2021年1期)2021-05-21 07:54:52
哈尔滨轴承(2021年4期)2021-03-08 01:00:48
装备制造技术(2020年9期)2021-01-26 00:15:30
作文成功之路·小学版(2020年11期)2020-02-01 06:27:32
中国军转民(2017年11期)2018-01-31 02:17:57
制造技术与机床(2017年10期)2017-11-28 05:20:46
山西焦煤科技(2016年4期)2016-12-01 06:03:51
高中生学习·高三版(2014年3期)2014-04-29 06:11:18
高中生学习·高三版(2014年3期)2014-04-29 06:10:49