生料液态酿酒工艺研究与品质检测
2021-06-19 00:22王端好王震胡吉祥韩孟姚仲杰
食品研究与开发 2021年10期
王端好,王震,胡吉祥,韩孟姚,仲杰
(黄淮学院生物与食品工程学院,河南 驻马店 463000)
生料液态酿酒就是小曲中微生物在液态中将谷物淀粉先糖化,后发酵生成酒精和香味香气物质的过程[1]。在酿酒过程中,产胞外水解酶的微生物利用自身代谢所产生的酶将生淀粉转化成葡萄糖,将蛋白质水解为氨基酸等。在无氧的情况下,葡萄糖进入酵母菌细胞后代谢生成乙醇,并排出细胞外,在相关酶的作用下,产生一些香味香气成分[2-4]。与传统熟料工艺相比,可以节约能源,提高出酒率。由于是在液态下发酵,具有操作简便,便于工业化生产等优点[5-8]。
清香型白酒香味醇厚而持久,无其它杂味,颜色清亮、透明,口感柔和、协调,入口软而甜、清爽、干净,深受广大消费者的喜爱[9]。大米中除含有70%~80%的淀粉之外,还含有蛋白质、脂肪、维生素、矿物质、膳食纤维和小分子氨基酸等成分[10-11],适合作为酿酒原料。我国作为世界上第一大米生产国,利用大米酿酒可以酿造出具有米香味的清香型白酒,同时提高大米的附加值。
本文拟研究以大米为酿酒原料,以小曲为糖化发酵剂,用生料液态发酵法发酵生产清香型大米酒生产工艺,并对酒质进行检测,此研究在现有文献中未见报道。
1 材料与方法
1.1 材料与试剂
小曲:黄淮学院发酵工程实验室自制;大米:市售,粉碎至通过网孔2 mm的网筛;盐酸(分析纯):佛山市华希盛化工有限公司。
1.2 仪器与设备
恒温培养箱(BCD-252KU):河南新飞电器有限公司;旋转蒸发仪(RH52-3):上海沪西分析仪器厂有限公司;酒度计(BL501):深圳市博莱森电子科技有限公司;气相色谱仪(GC-2014):日本岛津公司;酒精发酵罐(GD-FJ-100L):温州古德轻工机械有限公司;蒸馏器(D35L):家多宝酿酒机械;网筛:浙江上虞五四仪器筛具厂。
1.3 方法
1.3.1 摇瓶发酵
按照大米、水和小曲 100∶300∶0.8(质量比)的比例,在30℃下锥形瓶中密闭发酵12 d,从第2天开始到第5天,每天定时打开锥形瓶的密封口用玻璃棒两次搅拌然后再密封;从第3天开始,每天定时检测一次发酵液的酒精度;从第6天开始密闭发酵。
1.3.2 单因素试验
采用单因素试验对发酵温度、小曲添加量和培养基初始pH值3个因素进行优化。优化发酵温度时,固定小曲添加量为0.8%(以大米为100 g计),培养基初始pH值为7,以发酵温度为变量,以酒精含量为指标,选择最佳发酵温度;优化小曲添加量时,固定发酵温度为30℃,培养基初始pH值为7,以小曲添加量为变量,以酒精含量为指标,选择最佳小曲添加量;优化培养基初始pH值时,固定发酵温度为30℃,小曲添加量为0.8%,以培养基初始pH值为变量,以酒精含量为指标,选择最佳初始pH值。
1.3.3 响应面分析试验
在单因素优化试验的基础上,对发酵温度、小曲添加量和培养基初始pH值运用Box-Behnken设计三因素三水平响应面试验,以酒精含量为响应值进行响应面优化,试验设计见表1[12]。运用Design-Expert 8.0.6软件对试验数据进行方差分析[13]。

表1 Box-Behnken试验设计因素和水平Table 1 Experimental factors and levels in Box-Behnken
1.3.4 小试放大试验
按照响应面优化后的发酵工艺,在100 L的带有搅拌器的厌氧发酵罐中进行小试放大生产大米酒。从第2天开始到第5天每天定时打开发酵罐,进行搅拌和换气两次,然后密封,从第6天开始密闭发酵。
1.3.5 酒精检测
取发酵液100 mL,添加50 mL去离子水混匀,进行蒸馏,蒸馏温度75℃,当馏出液为20 mL时停止蒸馏,用酒度计检测酒精含量。
1.3.6 酒质检测
测定甲醇含量的方法参考GB 5009.266—2016《食品安全国家标准食品中甲醇的测定》;测定乙酸乙酯含量的方法参考GB/T 10345—2007《白酒分析方法》。
2 结果与分析
2.1 单因素试验
2.1.1 发酵温度的影响
发酵温度对酿酒结果影响显著,温度对生物体内的一系列生物化学反应影响重大,对酶的种类和活性影响也较大,从而影响酶促反应速率和方向,进而影响代谢产物的种类和产量,最适温度促进微生物的良好生长及其代谢产物的合成[14]。不同发酵温度对酒精含量的影响见图1。

图1 发酵温度对酒精含量的影响Fig.1 Effect of fermentation temperature on alcohol content
如图1所示,在3 d~11 d期间,各组酒精含量随着时间的延长持续增大,到第12天时,酒精含量未明显增加。发酵温度为15、20℃时,发酵液中的酒精含量均较低。当发酵温度分别为25、30、35℃时,酒精含量均较高,发酵液中的微生物的代谢速度快,产酒的速度也快。发酵温度为30℃时发酵液中的酒精含量最高,所以取最佳发酵温度为30℃。
2.1.2 小曲添加量的影响
小曲是酿酒的糖化发酵剂[15],曲中含有很多种菌种,其中最主要的是霉菌,以根霉为主的小曲,酒化力最强,因此用它作为糖化发酵剂用量很少,而且发酵期短、出酒率高[16]。不同小曲添加量对酒精含量的影响见图2。
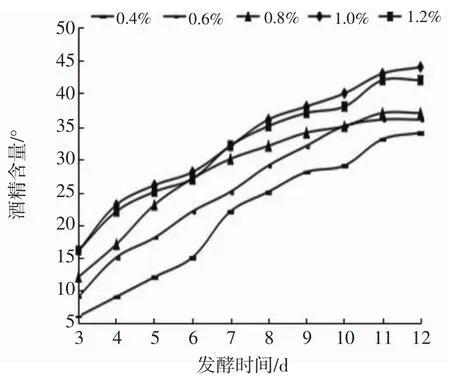
图2 小曲添加量对酒精含量的影响Fig.2 Effect of addition of xiaoqu on alcohol content
如图2所示,随着时间的延长,发酵液中的酒精含量均逐渐增大;当小曲添加量为0.4%和0.6%时,发酵液中的酒精含量较低。当小曲添加量为0.8%、1.0%和1.2%时,发酵液中的酒精含量较高。小曲添加量为1.0%时,酒精含量最高。小曲添加量高,酒曲的用量大,糖化发酵剂的量增大,糖化发酵速度快,但在一定条件下,小曲添加量过大时,由于微生物在糖化发酵初期生长速率过大,导致局部缺氧,反而使糖化不彻底,酒精生成量降低,导致出酒率降低。故此取最佳小曲添加量为1.0%。
2.1.3 培养基初始pH值的影响
培养基的pH值影响微生物的细胞结构和酶的活性,从而影响微生物的生长和代谢,进而影响代谢产物的种类和数量[17]。培养基不同初始pH值对酒精含量的影响见图3。
如图3所示,随着时间的延长,发酵液中的酒精含量均逐渐增大;培养基初始pH值为6时,酒精度最高,培养基初始pH值为5和7时,酒精含量较低。每一类微生物都有其特定的耐受和最适pH值范围,在最佳pH值的范围内能够促进微生物的生长和产物合成,以获得较高的产量。当培养基初始pH值为6时,促进了小曲内菌的生长,进而促进了产物的合成,获得最高产量。所以取培养基最佳初始pH值为6。

图3 培养基初始pH值对酒精含量的影响Fig.3 Effect of initial pH of medium on alcohol content
2.2 响应面分析结果
按照Box-Behnken试验原理,设计了27个试验点的响应面分析试验,结果见表2。

表2 Box-Behnken试验设计与结果Table 2 Experimental design and responses in Box-Behnken
由表2得出二次回归方程式为Y=-130.631 25+1.345 83A-4.145 83B+50.275 00C-0.125 00AB+9.325 87×10-6AC+0.625 00BC-0.019 917A2+4.739 58B2-4.241 67C2。
计算各项回归系数,以这些回归系数建立酒精含量(Y)与A发酵温度、B小曲添加量和C培养基初始pH值3个因素的数学回归模型。方差分析结果见表3。

表3 响应面回归方程解析Table 3 Response surface regression equation analysis
由表3可知,模型的一次项A影响高度显著,B影响极显著,C影响不显著。从F值可以看出,单因素对酒精含量的影响顺序依次是A>B>C,即发酵温度>小曲添加量>初始pH值。二次项C2影响高度显著,A2影响极显著,B2影响不显著。交互项影响不显著。从整体分析,模型P<0.000 1,表明该二次多项回归模型高度显著,失拟项P不显著,表明模型与实际情况拟合较好。因此可以采用此模型对大米酒的发酵工艺条件进行分析和预测。
对A发酵温度、B小曲添加量、C培养基初始pH值3因素两两作交互作用分析,其响应面见图4。等高线的形状反映交互效应的强弱大小,圆形表示两因素交互作用不显著,而椭圆形则表示两因素交互作用显著[18]。
由图4可知,发酵温度和小曲添加量、培养基初始pH值和小曲添加量之间交互作用显著。

图4 响应面法各因素交互作用分析Fig.4 Analysis of interaction of various factors by response surface methodology
通过对以上获得的二次方程回归模型进行数学分析可知,以大米为原料,生料液态酿酒最优工艺参数为发酵温度30.02℃、小曲添加量1.2%、培养基初始pH值6.01,在此优化条件下,酒精含量理论值为42.6197°。为了进一步验证响应面分析结果的可靠性,为方便实际操作,选择发酵温度30℃、小曲添加量为1.2%、培养基初始pH值6作为最优条件。重复3次,测得酒精含量分别为 42.608 8、42.610 5、42.609 9 °,取平均值为42.609 7°。与理论值相比,相对误差较小。因此,采用响应面法优化得到的生料液态酿酒工艺参数准确可靠,可进行下一步放大试验。
2.3 小试放大试验结果
在100 L发酵罐内进行小试放大试验。发酵到第3天就开始产生气体,到了第5天发酵液就发出较为强大的酒香味,发酵10 d后,发酵液上面一层颜色变深,第12天发酵液上面一层变为咖啡色,下罐。用蒸酒器蒸馏,去酒头和酒尾,然后进行调制,出酒率达到每100 kg大米生产出50°白酒109.5 kg。酒体清亮、透明,入口柔和、协调,并具有大米的清香味。
2.4 酒质检测结果
对发酵试验生产出的原浆50°成品酒进行品评,具有“清香醇厚、绵柔回甜、尾净爽口、回味悠长”的特点,同时还具有大米特有的清香味。
酒体中最重要的香味物质是乙酸乙酯,乙酸乙酯的含量决定了酒体的质量,而甲醇却是有害物质,含量过高会对人体造成伤害,所以甲醇在酒体中的含量要低于国家标准。因此,需要对成品酒中的乙酸乙酯和甲醇的含量进行鉴定分析。用气相色谱检测的图谱见图5,气相色谱检测结果分析见表4,成品酒鉴定结果见表5。

图5 气相色谱检测图谱Fig.5 Gas chromatographic detection atlas

表4 气相色谱检测结果分析Table 4 Analysis table of gas chromatography detection results

表5 成品酒鉴定结果Table 5 The detection results of the wine
由此可知,成品酒中乙酸乙酯含量为0.43 g/L,根据GB/T 10781.2—2006《清香型白酒》的标准,该成品酒符合国家一级白酒的标准;甲醇含量仅为0.08 g/L,远远低于国家标准,质量安全。因此该大米酒符合国家标准,可有计划的大力推广生产。
3 结论
通过单因素和响应面分析,建立了发酵生产大米酒中含量酒精的二次多项式数学模型。经检验证明该模型是合理可靠的,能够较好地预测酒精产量。确定小曲生料液态发酵生产大米清香型白酒的最终优化工艺参数:发酵温度30℃、小曲添加量1.2%、培养基初始pH值为6。在发酵罐进行小试发酵12 d时50°白酒出酒率达到109.5%,出酒率高于现有文献报道的数量。
该大米酒酒体清亮、透明,入口柔和、协调,并具有大米的清香味。通过气相色谱检测,乙酸乙酯含量为0.43 g/L,符合国家一级清香型白酒的标准;甲醇含量仅为0.08 g/L,远低于国家标准,质量安全。该产品成本低,劳动强度小,出酒率高,产品质量优,为下一步工业化生产奠定了基础。
猜你喜欢
中学生学习报(2022年23期)2022-05-18
科学与信息化(2022年6期)2022-03-30
新乡医学院学报(2022年2期)2022-03-22
中国果业信息(2021年10期)2021-12-07
酿酒科技(2021年8期)2021-12-06
军事文摘·科学少年(2021年1期)2021-02-04
酿酒科技(2020年7期)2020-12-19
课堂内外(高中版)(2020年4期)2020-05-13
辽宁教育·管理版(2020年12期)2020-01-21
中成药(2018年1期)2018-02-02