一种外圆弧面校圆用工装的研制
2021-06-18 06:16张淑鸽李博苗东何秀玲訾茂德纪海龙屈嘉彬王思琦许亮朱青
机械工程师 2021年6期
张淑鸽, 李博, 苗东, 何秀玲, 訾茂德, 纪海龙, 屈嘉彬, 王思琦, 许亮, 朱青
(西安泰金工业电化学技术有限公司,西安710016)
0 引言
随着电子信息产业的迅速发展,电子产品轻量化、集成化要求越来越高,电解铜箔作为电子行业的基础性材料,对产品的抗拉强度、延伸率、抗剥离强度、防氧化性等物化性能指标提出了更高要求,而且要求铜箔的微观晶粒组织和表面微观形貌结构更均匀精细[1]。同时,对电解铜箔的质量和生产量均提出了更高要求。随着电子市场对高质量电解铜箔的大量需求,各个铜箔制造商都在不断寻找和更换高精度和高效率的电解铜箔生产设备,来提高铜箔的生产效率和质量。这样促使阴极辊的规格也发生了很大变化。根据目前铜箔制造市场主要使用的阴极辊规格,按阴极辊的外径和幅宽分类,大致可分为:φ2016 ×1150 mm、φ2016 ×1370 mm、φ2016 ×1380 mm、φ2016 ×1386 mm、φ2016 ×1400 mm、φ2016 ×1420 mm、φ2016 ×1450 mm、φ2016 ×1500 mm、φ2700 ×1380 mm、φ2700 ×1370 mm、φ2700 ×1420 mm、φ2700 ×1450 mm、φ2700×1500 mm、φ2719×1452 mm。外径基本上为φ2016 mm、φ2700 mm。幅宽根据客户对铜箔的规格需求,尺寸大小不定。随着电子产品的不断更新换代,电子市场对铜箔产量的需求也不断增加,目前,国内也在尝试制作外径为φ3000 mm的阴极辊,以提高铜箔的生产效率。随着铜箔制造市场对大规格阴极辊需求量的日益增加,大直径阴极辊的生产量和成品质量要求也更精细。
现在,电解法制造铜箔是目前高端铜箔产品的主要渠道,生产铜箔的成套设备中,阴极辊是其关键设备和部件,其质量决定着铜箔的档次和品质,被称为电解成套设备的心脏[2]。由于阴极辊在生产铜箔设备中是负极导电体,只有当阴极辊辊面有足够电流,且电流分布均匀,这样铜离子才能均匀地沉积在阴极辊表面;因此对阴极辊辊面外观质量及辊面的成形尺寸要求非常高。
根据以上可以看出,阴极辊规格向大型化、高质量化不断发展,所以作为阴极辊表面的钛筒体的圆度和表面控制就尤为重要。
由于钛筒体毛坯成形较复杂,钛筒体厚度与内径加工尺寸余量不大,同时考虑到经济成本。尤其对于大直径无缝钛筒体,直径大、壁薄、几何尺寸要求高[3]、加工余量较小,加工较困难。因此,大直径无缝钛筒体加工前的外形偏差对后续加工影响非常大。
1 钛筒体材料特点
钛筒体材料为钛合金,钛合金由于其本身的特性,使得筒体结构成型不易控制。具体如下:
1)钛具有优良的耐腐蚀性、小的密度、高的比强度及较好的耐热性、加工性[4]。工业纯钛在硫酸铜溶液中耐蚀性良好,且其压力加工性能优异[5]。
2)钛合金室温塑性差,变形回弹大,易失稳起皱,对裂纹敏感易开裂。屈强比高,在常温下钛合金的屈强比均在0.8以上,高强钛合金其屈强比均超过0.9,因此塑性成形范围很窄[6]。
3)钛及钛合金各向异性严重,均匀延伸率值及稳定性指数n值较低,面缩率较低,且波动范围大[6]。
4)钛及钛合金的弹性模量小,常温时为106.4 GPa,仅为钢材的一半左右,因此钛环坯在旋压成钛筒体时,回弹严重,钛筒体的成形形状和尺寸公差控制困难。
5)钛材的弯曲能力差,只有普通材料的1/5左右。
6)钛材在受压时稳定性较低,仅为一般材料的一半左右,容易失稳起皱。
7)不同环境温度下,钛筒体旋压受力后回弹量不同,变形量不同。成形尺寸偏差不同。
8)钛环坯与制作模具之间的间隙不同,钛筒体旋压成形尺寸偏差也不同,差异较大。
2 钛筒体加工过程中的影响因素
由于钛筒体材料的特性,导致加工过程中的控制有一定难度,影响因素如下:1)毛坯的初始残余应力;2)刀件对钛筒体的作用;3)钛筒体的装夹条件。
由于阴极辊的核心零件是钛筒体,而钛筒规格尺寸大,毛坯料的成形加工复杂,毛坯料的成形尺寸偏差较大,机加工余量小,机加工后的半成品尺寸要求偏差较高,加工成本高;因此,为了保证钛筒机加工后的成品尺寸,钛筒体机加工前必须进行校圆。
3 传统校圆方法
传统的校圆加工方法,一是经过卷板机反复校圆;二是对筒体进行车加工。这两种方法对于阴极辊用钛筒体校圆均不能满足要求:第一种方法将钛筒体放入卷板机中进行校圆,经过反复的滚动校圆后,钛筒体内外径尺寸不能得到控制,同时校圆后,钛筒体内外弧面局部尺寸偏差依然很大;第二种方法,由于钛筒机加工余量小,无法进行操作。
目前用的方法卷板机校圆或者机械加工方式均不能满足要求,为了保证阴极辊外圆弧面精度,提高产品质量,设计制作出了一种外圆弧面校圆用工装,很好地解决了问题。
4 外圆弧校圆工装设计
鉴于以上问题,本文设计制作出了一种用于钛筒体外圆弧面校圆的工装。如图1所示,工装结构主要包括包括碳钢支撑环、碳钢立柱、调节架支撑板、调节架底板、调节架筋板、调节架立板、调节螺栓。
其中支撑环、立柱、调节架垫板三者之间为焊接连接形式;调节架零件之间为焊接连接形式;调节架垫板与调节架之间为螺栓连接形式。
5 校圆工装使用过程
校圆工装由支撑环1、立柱2、调节架垫板3与调节支架4组成;其中调节支架组件4中含有调节架底板4-1、调节架筋板4-2、调节架挡块4-3、挡块固定螺栓4-4、挡块固定螺母4-5、调节螺栓4-6、调节螺母4-7;其中支撑环与立柱组焊连接,调节支架筋板与调节支架挡块、调节支架筋板组焊连接,调节支架垫板与支撑环组焊连接;调节支架底板与调节支架垫板螺栓连接。
校圆时,将需要校圆的钛筒体放置于工装内,根据钛筒体外径大小,先调节工装调节板到适当位置,再调整好钛筒体位置,通过调节架上的调节螺栓,将钛筒体固定悬空,为了保护钛筒体外表面,加工了φ40 mm的钢保护套,放置于调节螺栓端头,并在螺栓和钢保护套内部表面上均涂抹润滑油,以防止调节拧紧螺栓时的螺栓粘死。按调节架布置位置,通过专用量尺,对钛筒体内径上端、中端、下端及圆周方向上10多个点进行多处测量;同时,通过测量数据,在对应位置用校圆工装对钛筒体进行多处对称调节。调节时,钢保护套随调节螺栓一起移动。将整个外圆弧面调节完后,再次测量钛筒体内径,使钛筒体内径满足机加工要求,保证钛筒体的圆度及垂直度,进而保证钛筒体机加工半成品尺寸,满足图样的加工要求。
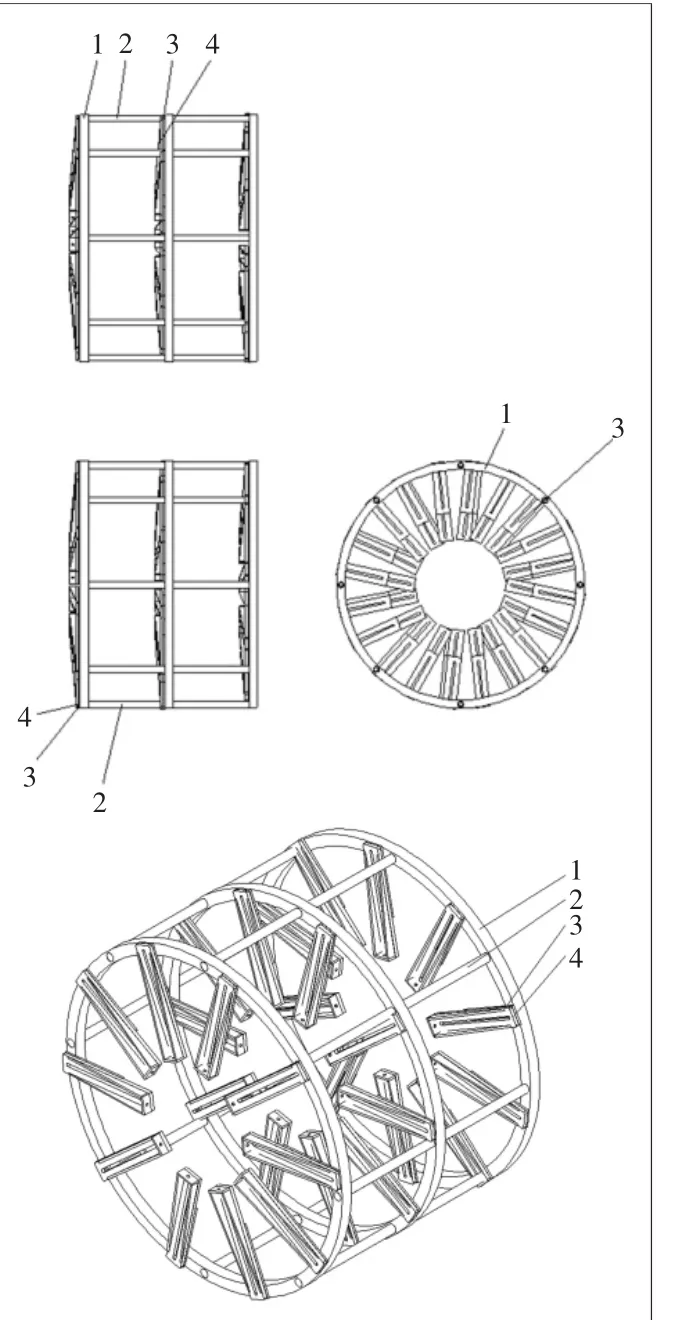
图1 校圆工装
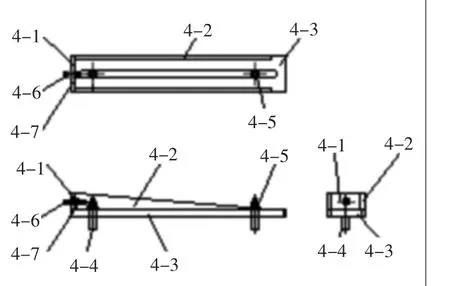
图2 调节支架组件图
6 校圆工装的优点
1)结构简单,成本低,易于制造。工装主体由材质为Q235、厚度为50 mm的3个碳钢环和圆周方向10个φ60 mm的立柱、10个调节支架三层焊接而成。
2)独立安装,易于调节。为了保证钛筒体的成品质量,钛筒体在加工制作过程中,内外弧面均需要车加工。钛筒体毛坯料加工工艺复杂、成本高,内外弧面加工余量有限,因此,机加工前必须使用工装对筒体进行校圆,以保证加工尺寸;工装使用时,先把需要校圆的钛筒体放置于工装中,再将工装固定于钛筒体外壁上,根据筒体外壁圆弧度,将工装上均布的调节支架调节螺栓进行适当调节,调节筒体圆弧度、垂直度;保证外圆面车加工余量,进而保证筒体车加工后的成品壁厚,提高筒体加工质量。
3)工装通用性强。φ2016 mm、φ2700 mm规格的钛筒体均可用此工装调节。与钛筒体固定可靠,连接方便;此工装调节支架底板设置长条孔,调节量大,对于一定范围内不同规格的筒体,外径及轴向方向上,均可用此工装进行校圆;调节架连接底板上设置长条孔,易于调节。
7 方案验证
钛筒经校圆工装校圆后,圆度和直线度提高明显,从而使得后期表面加工质量得到了可靠保证,同时提高了生产效率。
截至目前,经校圆工装校圆的钛筒体,φ2016 mm规格的钛筒体有157件,φ2700 mm规格的钛筒体有56件,圆度由原来自由状态的15 mm以上提高到2 mm多, 直线度由原来自由状态6 mm以上提高到1 mm。从而后期加工中表面粗糙度由原来的Ra3.2 μm降到Ra1.6 μm。
由于圆度和直线度较好,从而也大大提高了生产效率。如φ2000 mm钛筒,经校圆工装校圆后,加工时间由原来的5 d缩短为3 d;φ2700 mm钛筒,经校圆后加工时间由原来的6 d缩短为4 d,客户反馈所制作的阴极辊生产出的铜箔质量非常好。目前,外圆弧校圆工装已普遍用于生产中,作为阴极辊加工工序的关键工序执行。
猜你喜欢
印制电路信息(2022年6期)2022-08-03
理化检验(物理分册)(2021年11期)2021-12-08
化工管理(2021年7期)2021-05-13
水泥技术(2021年2期)2021-04-20
农村实用技术(2021年1期)2021-02-27
装备制造技术(2020年1期)2020-12-25
有色冶金节能(2020年5期)2020-02-20
电子制作(2018年12期)2018-08-01
电源技术(2015年9期)2015-06-05