
轨道车辆铝合金搅拌摩擦焊质量保证及控制标准分析
2021-06-16 13:01杨高侯振国陈宇
机械制造文摘·焊接分册 2021年2期
关键词:轨道车辆
杨高 侯振国 陈宇

摘要: 现行轨道车辆领域主要焊接标准为EN 15085: 2007,该标准发布时搅拌摩擦焊工艺方法尚未在轨道车辆焊接国际认证企业中大量应用。EN 15085: 2007仅提及允许铝合金材料使用该方法,再无其它信息。在标准缺位的情况下,仅应用EN 15085不能完全实现轨道车辆铝合金搅拌摩擦焊的焊接质量保证及控制,其需要综合应用“EN 15085系列标准”、“ISO 3834系列标准”、“欧洲轨道车辆焊接委员会指南-第二部分”、“ISO 25239系列标准”及“项目技术规范的补充说明”等。以轨道车辆某项目铝合金搅拌摩擦焊为例,解析其焊接质量保证及控制标准应用,并结合工程实例技术规范及常见问题补充说明若干内容。
关键词: 轨道车辆; 铝合金搅拌摩擦焊; 焊接质量保证及控制; 标准应用
中图分类号: TG 47
Abstract: The current main welding standard in the field of railway vehicle is EN15085: 2007. When this standard was released, FSW welding process was not widely used in the international welding certification enterprises. It only mentioned that this process was allowed to use for aluminum alloy materials and no more information was given in EN 15085: 2007. In the condition of insufficient standards, the welding quality assurance and control of railway vehicle aluminum FSW could not be completely achieved only by EN 15085, which required a comprehensive application of EN 15085 series standards, ISO 3834 series standards, ECWRV guideline — part 2, ISO 25239 series standards and supplementary requirements of projects technical specification. Taking aluminum alloy friction stir welding of a railway vehicle project as an example, the application of welding quality assurance and control standards was analyzed, and some contents were supplemented with technical specifications and common problems of engineering examples.
Key words: railway vehicles; aluminum FSW; welding quality assurance and control; standards application
0 前言
攪拌摩擦焊工艺方法在轨道车辆焊接国际认证企业中的应用比重逐步增加,典型应用如制造铝合金车体及车钩面板等部件。
应用过程中伴生了一系列焊接质量问题,如ISO 25239-5[1]表A.1提及的未焊透、根部余高过大、毛刺、错边、未填满、不等宽、表面不规则、孔穴、吊钩等缺欠,其中“孔穴”缺欠与其他焊接方法的孔穴缺欠有较大不同,其通常是连贯的且具有一定长度,工程应用领域又称其为“隧道”。孔穴/“隧道”是铝合金搅拌摩擦焊典型严重缺欠。
结合轨道车辆领域主要焊接标准现状及工程应用常见问题,综合分析其焊接质量保证及控制标准的应用情况并补充说明工程应用方面若干事项。
1 国内主要焊接质量保证及控制标准
轨道车辆领域现行主要焊接质量保证及控制标准为:轨道车辆及其部件的焊接—EN 15085: 2007[2],该标准发布时搅拌摩擦焊工艺方法尚未在轨道车辆焊接国际认证企业中大量应用;EN 15085: 2007相关搅拌摩擦焊的唯一内容为“EN 15085-4表1”,仅提及允许铝合金材料使用该方法,再无其它信息。
EN 15085-4表1中大部分焊接方法的焊接质量保证及控制要求,EN 15085均有较全面系统的规定,但搅拌摩擦焊不在其中,如:①质量要求:ISO 3834[3]原则上不适用;ISO 3834金属材料熔化焊的质量要求,其适用范围为金属材料熔化焊,而搅拌摩擦焊属于“压力焊”,原则上不在其适用范围;②操作工:ISO 9606-1(钢)[4],ISO 9606-2(铝合金)[5],或ISO 14732(操作工)[6]不适用;搅拌摩擦焊为ISO 25239-3;③焊接工艺:ISO 15609[7]或ISO 14555[8]或ISO 15620[9]不适用;搅拌摩擦焊为ISO 25239-4;④焊接工艺评定:ISO 15610[10],ISO 15611[11],ISO 15612[12],ISO 15613[13],ISO 15614[14]或ISO 14555或ISO 15620部分适用;搅拌摩擦焊为ISO 25239-4,其仅部分引用ISO 15613及ISO 15614-2。
标准的缺位在一定程度上制约了搅拌摩擦焊在轨道车辆领域的应用,尤其在焊接质量保证及控制标准层面。
现行主要标准不能完全实现轨道车辆铝合金搅拌摩擦焊的焊接质量保证及控制。基于标准现状及工程实例,分析ISO 3834和EN 15085标准以外涉及轨道车辆铝合金搅拌摩擦焊质量保证及控制可参照的标准/规范为:①欧洲轨道车辆焊接委员会指南-第二部分 EN 15085技术解析;②搅拌摩擦焊-铝合金—ISO 25239系列标准。
“欧洲轨道车辆焊接委员会指南-第二部分 EN 15085技术解析”第5.2条款[15]及“ISO 25239系列标准”,比较全面的规定了铝合金搅拌摩擦焊的焊接质量控制要求。
进一步综合分析现行业内标准及工程实例,参照ISO 3834-1 第4条款“该国际标准所包含的这些质量要求可能适用于其它焊接方法”,以及大量工程实例应用,目前轨道车辆铝合金搅拌摩擦焊的焊接质量保证仍遵循ISO 3834系列标准及EN 15085-2 5.2条款。
2 标准应用实例解析及补充说明
2.1 标准应用实例解析
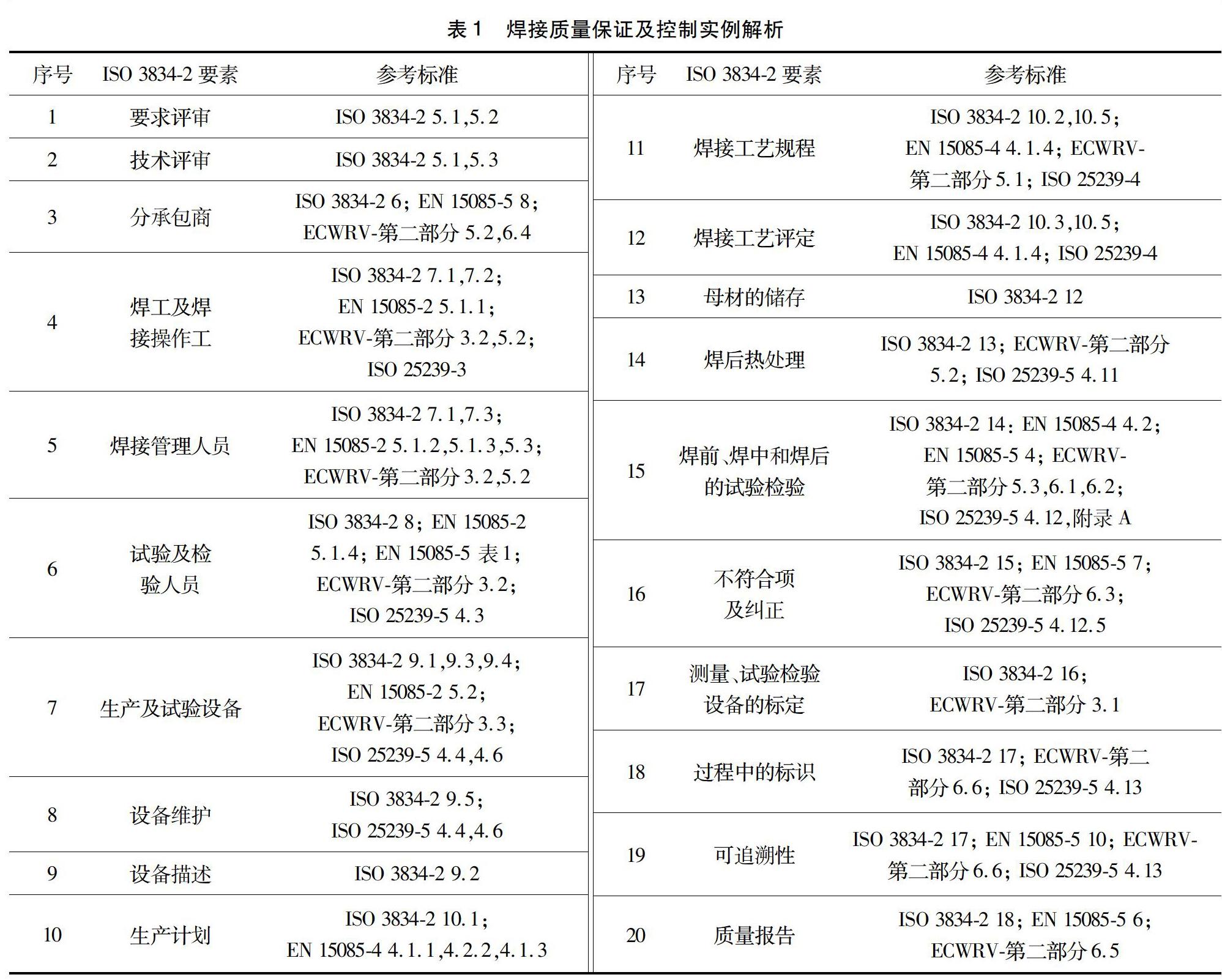
根据EN 15085系列标准,一般情况下应用搅拌摩擦焊的铝合金部件认证等级为CL1,对应ISO 3834系列标准的第二部分-ISO 3834-2。
以轨道车辆某项目铝合金搅拌摩擦焊为例,焊接质量保证及控制实例解析见表1。
2.2 补充说明
结合工程实例技术规范及常见问题,补充说明如下内容:①进行焊接结构设计时,注意数据源的选择应适用于搅拌摩擦焊工艺方法。接头设计应符合ISO 25239-2[16]焊接接头的设计,当搅拌摩擦焊的接头设计涉及工艺预留量时,焊接图纸中的焊缝标注不应包括预留量,ISO 25239-3 4.3.2[17]規定,图纸中的焊缝尺寸标注应是焊件的最终尺寸,预留量可在其他技术文件或图纸技术说明中加以规定。②装配间隙及错边量是焊前装配的重要工艺参数,“EN 15085-3附录B 焊接接头的制备”不适用搅拌摩擦焊,“ISO 25239-2 焊接接头的设计”也未规定具体要求,因此需要视构件具体情况在焊接工艺规程或工艺卡中加以规定(通常情况,接头制备需要试验进行验证),以确保焊后焊缝质量满足标准要求,同时应准备合适的检测工具对焊前装配质量进行检查。③搅拌头是搅拌摩擦焊质量控制的关键因素,搅拌头选型时应选择工艺输出能力强的搅拌头,生产前应该通过试验确定该搅拌头的使用寿命,使用过程中应及时关注焊缝的表面质量,同时测量搅拌头的磨损量;为避免搅拌头故障影响使用,应制定检查维护规程,使用过程中定期检查维护,并对使用和检查维护进行记录,到达预期寿命应停止使用或报废处理。④焊接工作试件是轨道车辆焊接质量控制的重要措施,EN 15085及ECWRV规程仅规定了轨道车辆焊接工作试件的通用要求,没有针对铝合金搅拌摩擦焊的工艺特点作出专门规定,ISO 25239也没有规定;目前业内有限的可参照的技术条件为德国焊接学会的一个草案指南“DVS 1619: 2011”,该指南4.6.4条款以ISO 15613为基础,专门规定了铝合金搅拌摩擦焊工作试件的验证内容如下:外观检验、射线检验、工艺弯曲试验、宏观试验。⑤铝合金搅拌摩擦焊的缺欠验收标准为
ISO 25239-5,应注意不是弧焊常用的ISO 10042[18]。ISO 25239-5: 2011表A.1规定了缺欠的验收等级,但未对等级进行划分,新标准ISO 25239-5: 2020[19]表A.1在2011版基础上进行了优化,将缺欠验收划分为B,C,D三个等级。表A.1关于缺欠验收的未尽事宜应在施工前尽早约定。搅拌摩擦焊验收标准与无损检测验收标准的对应关系不同于其他熔化焊方法,ISO 17635[20]未规定其与无损检测缺欠验收等级的对应关系,且目前尚无国际标准对此进行规定,以ISO 17635中的渗透检测为例说明见表2,因此实施无损检测前应充分的进行焊接要求及技术评审,并提前约定无损检测的缺欠验收等级;对于关键焊缝,应提前约定是否进行破坏性例行试验。
3 结论
在目前轨道车辆铝合金搅拌摩擦焊焊接质量保证及控制相关标准及技术规范尚不完善的阶段,其焊接质量保证及控制需要综合应用“EN 15085系列标准”、“ISO 3834系列标准”、“欧洲轨道车辆焊接委员会指南-第二部分 EN 15085技术解析”、“ISO 25239系列标准”及项目技术规范的补充说明等。标准的更新通常滞后于技术的发展,期待相关标准能够进一步完善。
参考文献 [1] ISO. Friction stir welding — aluminium: ISO 25239: 2011[S]. 2011.
[2] CEN. Railway applications — welding of railway vehicles and component: EN 15085: 2007[S].2007.
[3] ISO. Quality requirements for fusion welding of metallic materials: ISO 3834: 2005[S]. 2005.
[4] ISO. Qualification testing of welders — fusion welding — part 1: steels: ISO 9606-1: 2012[S]. 2012.
[5] SO. Qualification test of welders — fusion welding — part 2: aluminium and aluminium alloys: ISO 9606-2: 2004[S]. 2004.
[6] ISO. Welding personnel — qualification testing of welding operators and weld setters for mechanized and automatic welding of metallic materials: ISO 14732: 2013[S]. 2013.
[7] ISO. Specification and qualification of welding procedures for metallic materials — welding procedure specification: ISO 15609: 2019[S]. 2019.
[8] ISO. Welding — arc stud welding of metallic materials: ISO 14555: 2017[S]. 2017.
[9] ISO. Welding — friction welding of metallic materials: ISO 15620: 2019[S]. 2019.
[10] ISO. Specification and qualification of welding procedures for metallic materials — qualification based on tested welding consumables: ISO 15610: 2003[S]. 2003.
[11] ISO. Specification and qualification of welding proceduresfor metallic materials — qualification based on previous welding experience ISO 15611: 2003[S]. 2003.
[12] ISO. Specification and qualification of welding procedures for metallic materials — qualification by adoption of a standard welding procedure: ISO 15612: 2004[S]. 2004.
[13] ISO. Specification and qualification of welding procedures for metallic materials — qualification based on pre-production welding test: ISO 15613: 2004[S]. 2004.
[14] ISO.Specification and qualification of welding procedures for metallic materials — welding procedure test — part 2: arc welding of aluminium and its alloys: ISO 15614-2: 2005[S]. 2005.
[15] ECWRV. ECWRV guideline — part 2 — technical interpretation of EN 15085: 2017[S]. 2017.
[16] ISO.Friction stir welding — aluminium — part 2: design of weld joints: ISO 25239-2: 2011[J]. 2011.
[17] ISO.Friction stir welding — aluminium — part 3: qualification of welding operators: ISO 25239-3:2011[J]. 2011.
[18] ISO.Welding — arc — welded joints in aluminium and its alloys — quality levels for imperfections: ISO 10042: 2018[S]. 2018.
[19] ISO. Friction stir welding — aluminium — part 5 — quality and inspection requirements: ISO 25239-5: 2020[S]. 2020.
[20] ISO. Non-destructive testing of welds — general rules for metallic materials: ISO 17635: 2016[S]. 2016.
猜你喜欢
科技创新导报(2017年10期)2017-06-19
中国高新技术企业(2016年36期)2017-05-27
科技创新与应用(2017年13期)2017-05-24
科技资讯(2017年6期)2017-04-26
科技资讯(2016年36期)2017-04-21
山东工业技术(2017年7期)2017-04-10
中国科技纵横(2017年3期)2017-03-29
山东工业技术(2017年6期)2017-03-28
企业文化·中旬刊(2016年5期)2016-05-16
科技传播(2016年7期)2016-04-28
