
基于ISO 25239-4标准搅拌摩擦焊工艺评定的应用
2021-06-16 13:01赵海燕冯宽张楠邓义刚
机械制造文摘·焊接分册 2021年2期
赵海燕 冯宽 张楠 邓义刚

摘要: 文中以高速动车组车钩面板搅拌摩擦焊为例,按ISO 25239-4标准进行焊接工艺评定,在制定pWPS时应选择与实际产品相匹配的接头形式、母材组别及母材厚度。焊后按标准进行外观检验、拉伸试验、弯曲试验、宏观试验,合格后出具WPQR,并以此为依据颁布用于生产的WPS。ISO 25239-4标准中无母材、接头类型及厚度的覆盖范围,实际生产时严格按照WPS中的各项参数进行焊接。WPS中的参数有任何变化需重新进行焊接工艺评定。
关键词: 铝合金; 搅拌摩擦焊; ISO 25239-4; 焊接工艺评定
中图分类号: TG 47
Application of procedure qualification for friction stir welding based on ISO 25239-4
Zhao Haiyan, Feng Kuan, Zhang Nan, Deng Yigang
(Harbin Welding Training Institute, Harbin 150046, Heilongjiang, China)
Abstract: In this article, the friction stir welding of the coupler panel of the high-speed EMU was taken as an example. The welding procedure was qualified according to ISO 25239-4 standard. When preparing the pWPS, the joint form, base material group and base material thickness should be selected to match the actual product. After welding, the visual test, tensile test, bending test and macroscopic test were carried out according to the standard, and WPQR was issued after meeting the standard, and WPS for production was issued based on this. There was no coverage range of base material, joint type, or thickness in ISO 25239-4 standard. In actual production, welding was carried out in strict accordance with the parameters in WPS. A new welding procedure qualification must be carried out for any changes to the parameters in WPS.
Key words: aluminum alloy; friction stir welding; ISO 25239-4; welding procedure qualification
0 前言
搅拌摩擦焊(Friction stir welding, FSW)是英國焊接研究所于1991年发明的一项固态连接技术[1]。与传统熔焊相比,搅拌摩擦焊在焊接时无焊接烟尘、无污染、热输入低、变形量小、易实现自动化等优点,已成功应用于航空航天、船舶工业、汽车领域、轨道交通等领域[2-3]。特别是在轨道交通领域,搅拌摩擦焊已大量应用于车体及各组成部件,如地铁地板,轻轨侧墙、车顶、裙板,高速列车车钩座板[4]等,涉及到的材料有5系、6系、7系铝合金[5]。
任何一种焊接方法在应用于生产时必须有合理的焊接工艺规程(Welding procedure specification, WPS)指导焊接生产,保证焊接产品质量。在编制WPS之前,焊接工艺需经过工艺验证,以确保焊接接头性能能够满足设计规范或生产需求。焊接工艺评定(Welding procedure qualification, WPQ)就是验证焊接工艺的合理性,是对焊接工艺的综合评判,也是评价焊接企业能否生产出符合相应规范的焊接接头的重要依据[6-7]。进行焊接工艺评定时,企业可自行按照标准或规范出具焊接工艺评定报告(Welding procedure qualification record, WPQR),也可找第三方独立机构出具WPQR。机械工业哈尔滨焊接技术培训中心(WTI Harbin)作为第三方独立机构,自1999年开始为多家企业进行焊接工艺评定,完成各种焊接方法WPQR近2 0000份。近几年搅拌摩擦焊的工评数量也在逐年上升,截至目前,已为20余家企业进行了近百项搅拌摩擦焊WPQR。如中车唐山机车车辆有限公司、中车长春轨道客车股份有限公司、中车南京浦镇车辆有限公司、中车株洲电力机车有限公司、德州鲁斯泰铝业有限公司等。
搅拌摩擦焊焊接工艺评定标准为ISO 25239-4,此标准只适用于铝合金搅拌摩擦焊,不适用搅拌摩擦点焊。
文中以ISO 25239-4为基础,结合高速动车组车钩面板的搅拌摩擦焊,探讨在生产之前如何进行焊工工艺评定,以确保焊接工艺的合理性,并为正式编制焊接工艺指导书提供可靠的数据支撑。
1 焊接工艺评定流程
焊接工艺评定作为验证焊接工艺的重要手段,在实际生产中是必不可少的环节,指导焊接生产的WPS必须以合格的WPQR为依据,其焊接工艺评定的一般流程如下:企业结合实际产品或图纸要求,编制预焊接工艺规程(pWPS)→按 pWPS中技术要求焊制试件→由检验机构或本单位对试件按相关标准进行检验→所有检验项目合格后出具WPQR→根据焊接工艺评定报告编制WPS。如焊制的试件不符合验收标准,需重新焊制,检验后仍不合格,则焊接工艺评定失败,需重新调整工艺进行再次评定。
2 车钩面板搅拌摩擦焊工艺评定
2.1 接头设计
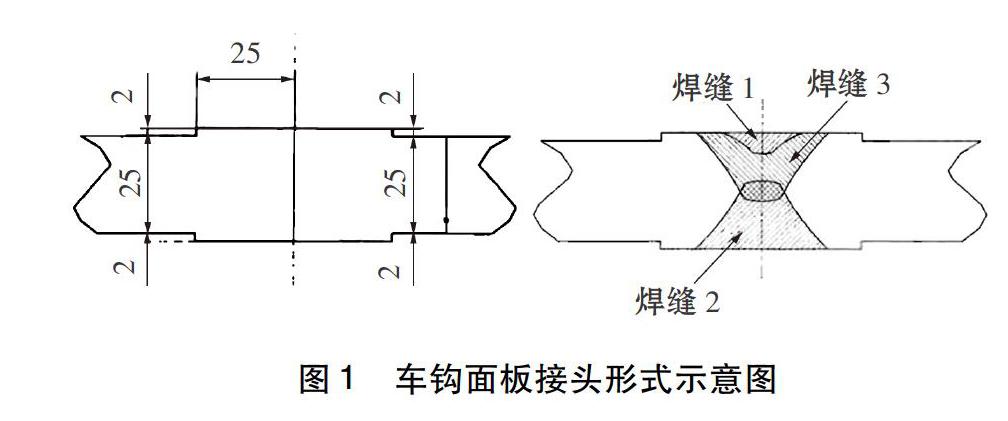
焊接工艺评定是有针对性的试验工作,应根据实际产品,设计与产品相匹配的接头形式。并在满足生产要求的情况下,尽可能考虑最大的覆盖范围,避免焊接工艺评定报告的重叠。ISO 25239-4中有3种标准接头,分别为板对接、管对接、板搭接。车钩面板作为高速动车重要承载构件,母材为25 mm的6005A-T6型材,其接头形式示意图如图1所示。车钩面板焊接工艺评定中设计的接头为25 mm、6005A-T6型材对接接头,与实际产品一致。
2.2 焊工要求
ISO 25239-4中对焊工是否有操作证书没有强制要求,但是施焊应由该单位人员进行。如经焊后检验,试件合格,此焊工可以获得ISO 25239-3操作证书。
2.3 制定pWPS
制定pWPS时应注意工艺参数的合理性,pWPS中的焊接工艺参数是经验或大量试验确定的最佳工艺参数。熔焊焊接工艺评定中的主要工艺参数是电弧电压、焊接电流、焊接速度,且熔焊技术相对成熟,确定合理的工艺参数相对容易。而搅拌摩擦焊自2002年引入中国,研究深度及应用程度远不及熔焊技术。同时搅拌摩擦焊的主要工艺参数较多,如搅拌头形状及材料、搅拌头旋转速度、压力、倾角、焊接速度等。基于此,在制定pWPS焊接工艺参数时,需要前期大量试验,进行工艺优化,最终确定最佳的焊接工艺参数。
车钩面板搅拌摩擦焊采用单轴肩双面焊,pWPS需明确搅拌头轴间直径、针长、搅拌头旋转速度、压力、倾角、焊接速度、焊后是否需要热处理及其它参数。
2.4 焊后检验
ISO 25239-4针对3种不同的接头形式,给出了相应的检验方法,包括无损检测和破坏性检测。
2.4.1 无损检测
ISO 25239-4的3种接头形式:板对接、管对接、板搭接,焊后必须进行外观检验(VT),VT结果应按ISO 25239-5“B级”评定。外观不允许出现孔洞,对错边和变形缺欠只允许在限定值内。其它外观缺欠,如飞边需按设计规范进行评定。车钩面板搅拌摩擦焊,焊接完成后必须由具有有效VT证书的检验人员对焊缝进行VT检验。
ISO 25239-4只对外观检验进行了强制要求,对其它无损检测方法并未强制要求,如渗透检测(PT)、射线检测(RT)或超声检测(UT)。这是因为搅拌摩擦焊是固相焊接,与常规熔焊相比,搅拌摩擦焊所产生的缺欠有明显的紧贴、细微难检测的特点,并且表面产生裂纹的可能性很小。因此在标准中除VT强制要求外,其它无损检验都需按设计规范进行。如对致密性要求严格,可能需要涡流检测或相控阵超声检测。目前,搅拌摩擦焊无损检测方法的研究已成为重点研究课题[8]。
VT检验合格后,设计规范要求进行其它无损检验,需按规范选择无损检测方法,如PT,RT,UT等。车钩面板搅拌摩擦焊,按设计规范进行无损检测。
2.4.2 破坏性检测
焊后对焊接接头实施破坏性检测,是验证焊接接头的性能能满足生产需求的一种手段。搅拌摩擦焊工艺评定标准中板对接、管对接必须进行拉伸试验、弯曲试验、宏观试验。板搭接需进行宏观试验。对板搭接接头的其它破坏性试验需按设计规范执行,如锤击S弯曲试验等。車钩面板作为重要的承载构件,其焊接接头性能直接影响产品安全。因此车钩面板必须进行拉伸、弯曲、宏观检验,确保焊接接头满足设计规范。
2.4.2.1 拉伸试验
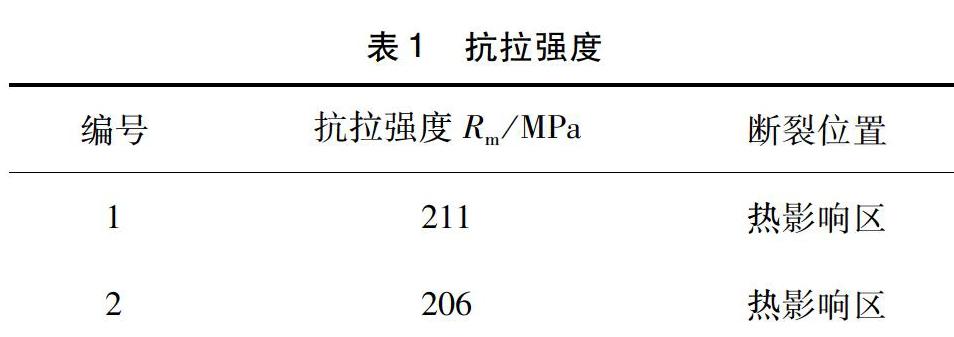
拉伸试验是验证焊接接头强度是否满足产品需求。在评定抗拉强度时,需根据材料组别、熔深厚度、焊前供货状态和焊后自然时效或人工时效选择正确的系数因子。如23组铝合金,供货转态是T6,熔深≤5 mm,焊后自然时效,计算抗拉强度时系数因子为0.7;若熔深>5 mm,其它条件不变,系数因子为0.6。如产品设计规范有要求,可按产品的规范执行。车钩座板搅拌摩擦焊按设计规范,焊后抗拉强度系数因子为0.7,抗拉强度达到250 MPa × 0.7 = 175 MPa。实际抗拉强度见表1。抗拉强度符合要求。
2.4.2.2 弯曲试验
弯曲试验是验证焊接接头塑性的一种方式,要求弯曲180°,弯曲面不出现>3 mm的缺欠。在弯曲试验中需要注意的是压头直径的选择,应根据母材的最低延伸率,按照ISO 25239-4中的公式计算压头直径。压头直径选择不正确都会影响弯曲结果。车钩面板的搅拌摩擦焊弯曲180°未出现任何缺欠。
2.4.2.3 宏观试验
宏观试验是检验焊缝内部宏观组织情况,评定标准为ISO 25239-5“B级”。宏观检验中不允许出现孔洞、未焊透缺欠。车钩面板的宏观金相如图2所示,金相未出现孔洞、未焊透等其它缺欠。车钩面板按pWPS焊制完成后,对焊接接头实施了外观检验、拉伸、弯曲、宏观检验,按评定标准均合格,因此焊接工艺合理,可以出具WPQR。
3 编制WPS
按照已生效的WPQR,依据ISO 25239-4中的覆盖范围,制定指导生产的WPS。超出标准规定的覆盖范围,需要新的WPQ。
ISO 25239-4无母材组别、厚度、接头形式的覆盖范围,因此依据WPQR编制的WPS,其相关参数均是WPQR中的实际参数。这可能是因为母材组别不同、厚度不同、接头形式不同、会造成焊接工艺参数较大的变化。而搅拌头的形状、针长、搅拌头旋转速度、焊接速度、压力、倾角等参数,任何一方的变化都会造成焊接接头组织和力学性能较大的改变。如母材厚度不同,采用相同的搅拌头,相同的针长,相同的工艺参数,很有可能造成未焊透等缺欠。或者改变工艺参数,如随着搅拌头旋转速度的提高,会产生大量的摩擦热,焊接完成后会产生起皮,更严重者有可能在焊核区产生隧道性孔洞缺欠;或者降低焊接速度,产生的热输入大,同样会产生飞边和孔洞缺欠。
车钩面板搅拌摩擦焊依据ISO 25239-4检验合格,出具WPQR,并编制WPS。因标准中无母材组别、厚度、接头形式的覆盖,实际焊制时焊接工艺参数严格按照WPS中的参数执行。
4 结论
(1)WPQR为编制WPS提供了可靠的数据支撑。
(2)ISO 25239-4中无母材组别、厚度、接头类型的覆盖范围,依据WPQR颁布的WPS,其覆盖范围只限定在WPS中的参数。
(3)改变WPS中的任何参数,需要重新进行焊接工艺评定。
参考文献
[1] 王春桂, 赵运强, 董春林, 等. 6063-T6铝合金双轴肩搅拌摩擦焊接头组织及力学性能分析[J]. 焊接学报, 2018, 39(10): 108-112.
[2]Wang G Q, Zhao Y H, Zhang L N, et al. A new weld repair technique for friction stir welded aluminium structure: inertia friction pull plug welding [J]. China Welding, 26(4): 56-64.
[3]宋建岭, 王雷, 赵英杰, 等. 2195铝锂合金搅拌摩擦焊工艺[J]. 焊接, 2019(1): 31-35.
[4]路浩, 韩德成. 搅拌摩擦焊接标准的分析研究[C]. 海南 海口: 第14届中国标准化, 2017: 314-318.
[5]张泽勇, 林正帅, 傅晔, 等. 搅拌摩擦焊在轨道交通车辆的应用研究[J]. 技术装备, 2020, 5: 9-11.
[6]王利, 冯存义. ISO和美国焊接协会在焊接工艺评定标准上的差异[J]. 铁路技术监督, 2015, 43(9): 7-10.
[7]陈怡, 刘海, 李宜男. 焊接工艺评定标准ASME IX与EN ISO 15641-1的对比分析[J]. 机械制造文摘——焊接分册, 2014(5): 25-29.
[8]鄭德根, 陈华斌, 王继锋, 等. 基于激光超声的铝合金搅拌摩擦焊典型缺陷检测及分析[J]. 焊接学报,2015, 36(7): 35-38.
猜你喜欢
理论与创新(2020年11期)2020-07-26
中国计算机报(2019年28期)2019-09-04
西部论丛(2018年7期)2018-08-31
作文周刊·小学二年级版(2018年9期)2018-04-18
新高考·高一物理(2016年10期)2017-07-07
中学科技(2015年10期)2016-01-06
消费电子(2014年12期)2014-12-20
