
流道截面与增材制造加工工艺参数对液压集成块成型质量的影响
2021-06-16 00:27黄信菩张军辉
液压与气动 2021年6期
黄信菩,张军辉,徐 兵,刘 淦
(浙江大学 流体动力与机电系统国家重点实验室,浙江 杭州 310027)
引言
液压系统具有功重比大、易功率分流、可靠性高等工程特点,广泛应用在工程领域,但随着其在移动机器人和航空航天等高端领域的应用,提高液压系统的功率密度变的尤为急迫。其中液压系统的轻量化是其重要的内容之一:液压系统轻量化可以有效提升系统的功重比,在工程环境复杂、机载能源有限的条件下可以有效提升系统工作性能。液压动力元件如泵和马达的高速化设计已经证明可以有效降低元件质量并提升功重比[1-3],但其他液压元件的轻量化设计受限于加工方式而发展较为缓慢。此外如液压阀块的制造还会存在材料利用率低及额外的加工工艺孔,但近年来兴起的增材制造(Additive Manufacturing, AM)加工方式给液压元件的生产及设计提供了新的发展机遇。
与传统加工方法相比,增材制造生产成本较高不利于批量生产,但其轻量化的优点,使得学者们将增材制造方法应用在液压系统的零件制造上。JOHN S等[4]使用粉床融化技术来提高飞机的性能,将一个由17个零件组成的组件作为单个零件进行打印,成型后的重量减轻60%,此外采用一体成型方法取代了传统的辅助端口,得到了低泄漏的零件。而航空航天工业中的通用电气公司(GE)成功的将增材制造方法应用在前沿航空动力(Leading Edge Aviation Propulsion,LEAP)喷气发动机的燃油喷嘴[5]。还有美国穆格(MOOG)、派克汉尼汾(Parker Hannifin)、英国雷尼绍公司(Renishaw)、德国力士乐(Rexroth)、意大利Aidro Hydraulics等都将增材制造应用于液压元件上。张磊等[6]的研究中提出利用增材制造对复杂流道轻量化的设计方法,针对安装4个电液流量控制伺服阀的集成块进行研究,打印模型质量可降低37%,选择轻质打印粉末材料可降低78%,同时还介绍采用SLM制造液压阀块的设计流程。但金属增材制造的零件尺寸精度和表面粗糙度等的质量问题仍然是一个障碍,限制了增材制造技术的进一步应用。尺寸精度一般与形变和成型后质量下降有关,可能导致装配故障和功能缺陷,例如流体动力系统中的泄漏和更多的能量损失。此外,部分熔化并附着在内表面的颗粒可能会被流体冲刷并污染流体,对其他组件构成潜在威胁。
针对增材制造成型的质量问题,学者们提出形变与金属熔化再凝固的重复快速循环有关[7-10],然而重复循环的过程在采取SLM方法加工时是不可避免的。为了防止形变甚至塌陷,通常会添加支撑结构,这些结构采用与零件相同的材料,具有相同的强度,能限制零件形变及防止塌陷。但是这些结构会产生额外的粉末材料消耗和后期处理,会造成更多的时间浪费和成本消耗。除此之外,在弯曲通道的内部区域无法完全清除干净,这会造成流体在通道中的阻力增加,因此对于支撑结构要进行合理的设计及添加,需要耗费较多的精力。为了解决这样的问题,学者提出正确选择打印参数并以最佳加工角度放置零件同时根据其关系设计合适的支撑结构[11]。此外还有使用“共晶合金”材料打印零件和设计新颖的支撑物[12-13]。
在影响尺寸精度和粗糙度的许多因素中,打印参数和打印方向也是至关重要的因素[14]。为了优化各种打印参数,数据驱动方法、自适应神经网络和田口试验等都被加以研究[15-17]。同样地,增材制造设计准则说明了打印方向、特征尺寸、工艺参数和扫描路径对打印质量的影响[18-21]。尽管内部通道中的表面粗糙度和形变已有大量研究,但研究中采取的优化方式对材料、打印平台的位姿功能有较高要求,应用至其他设备的普适性较差,且不可避免的需要在模型悬空部分加入支撑结构。因此本研究从模型设计及打印参数方面着手进行研究。本研究团队此前已比较不同截面的通道,推导出需添加支撑范围的计算公式,其中菱形截面设计可以采取无支撑打印;从宏观角度观察三种截面通道无支撑打印的结果,菱形截面的成型质量有一定的提升[22]。
针对液压集成块流道内部成型质量提升,本研究给出有无添加支撑打印及特殊横截面的定量分析;同时比较流道内壁尺寸精度之间的关系,并采用曲面响应法说明了加工工艺参数对打印零件的表面粗糙度影响趋势。
1 模型及方法
实验模型设计为一个短直通道,如图1所示,具有打印速度快、方便测量且与长直通道具有一致性。圆形通道的直径D为10~22 mm,每4 mm增量为1个实验组,并且以加工角γ作为研究对象。此处的加工角γ定义为打印方向矢量与径向矢量间的夹角,顺时针方向为正。当|γ|< 45°时,在圆形通道中设计3个添加支撑结构的比较组。为了便于测量,通道的长度设计成10 mm,如图1a所示。结合自支撑圆弧和临界倾斜角,将圆形通道修改为菱形通道,该通道包括半径2 mm 的4个圆角和45°倾斜的4个倾斜面,如图1b所示,其具有与圆形通道相同的截面面积。

图1 短直通道CAD模型和打印效果
模型加工采用SLM加工技术,其典型架构如图2所示。铺粉系统、激光发射器和控制系统是机器的3个主要部分。在打印过程中粉末通过刮刀或滚轮均匀地散布在打印平台上,然后激光器根据CAD模型扫描出几何轮廓,完成一层打印后,平台将下降1个单位距离(也称为层厚度)再开始新一层的打印,并且将一直进行直到打印目标完成为止。整个过程在充满惰性气体的密闭空间中进行,可以防止零件因高温与空气产生氧化现象。粉末层厚度在所有打印件中保持恒定,根据经验选择30 μm,选择过大的层厚度会导致粉末未完全熔化以及层之间的结合不足。打印的粉末使用316L不锈钢粉末,其粒径为15~45 μm,平均直径为30 μm,材料的成分列于表1中。对于45°板模型,将根据表2中的RSM中的因子进行打印参数设置,而通道模型的参数则根据经验进行选择,其中激光功率130 W,扫描间距0.1 mm,扫描速度1200 mm/s。

图2 选择性激光熔化典型架构

表1 实验参数设计表 Wt%

表2 实验参数设计表
为保证后续测量工序的正常进行,完成打印后将对零件进行适当后处理。首先所有打印件都将使用电火花加工(EDM)从打印平面上切下已制成的零件,圆形通道中的支撑结构采用手动移除。而菱形截面通道切割后不进行其他后处理直接进行粗糙度测量,然后在抛光后进行形变测量。对制成的零件进行表面粗糙度测量,可以尽可能准确地反映出打印质量,随后进行轻微抛光以除去松散熔化的颗粒并评估模型形变量。为了将打印零件的形变与CAD模型进行比较,使用非接触式计量3D扫描仪OptimScan-5M,并将数据转换为二维模型与设计模型进行定量测量。与计算机X线断层扫描相比,3D扫描仪速度快且经济,准确度在合理范围;在粗糙度测量方面使用2300A-R测量表面粗糙度,实验中使用到的仪器详细信息在表3中给出。

表3 仪器技术规格
响应曲面方法(RSM)是随机过程优化的统计学方法,是用于建模和分析独立因子的强大工具,并已广泛用于参数优化[23-24]。它可以量化2个或多个输入因子和响应变量之间的关系,利用此方法可以研究工艺参数与表面粗糙度之间的关系。在这种方法中,激光功率P、扫描间距H和扫描速度V是输入因子,而表面粗糙度是目标响应。这里采用3个连续因子的中心复合设计法(CCD),设轴点与中心的最大长度等于1.633,输入范围在{-1.633、-1、0、1、1.633}内编码,输入的相应参数如表3。此时参数研究的样本为加工角45°的20个平板样本,其采用45°的原因是菱形通道的表面粗糙度是要解决的主要问题。
2 结果与讨论
2.1 通道模型形变和表面粗糙度分析
非接触式计量3D扫描仪扫描模型轴向5 mm处得到的形变情况如图3所示。图中参考线表示CAD模型设计尺寸,圆形管道的打印零件上端与CAD模型有很明显的差异。当加工角|γ|<45°时,随着γ的增加有支撑和无支撑的通道中都会发生形变,通道顶部0°的区域最为严重。将其分成内向形变及外向形变,其中内向形变是打印出的流道壁面与圆心距离小于所设计直径,即图中小于参考圆的部分,这部分可经由后期加工进行打磨使其修正;而外向形变是打印出的流道壁面与圆心距离大于所设计直径,即超出参考圆的部分,这部分不能有效修复。尽管外向形变能通过填补方式进行修补,但修补后有较多变数,系统整体可靠性不可控。而观察有支撑及无支撑的圆形通道可以发现,无支撑流道的壁面存在内向形变同时也有外向形变产生,这意味着通道有不可修复的部分存在,当应用于流体管道时,会使管道壁厚因此变薄;而有支撑流道仅有内向形变问题,因此添加支撑结构可以保证管道壁厚防止外向形变出现。为了避免管道在高压流体工况下由于壁厚变薄导致机械性能不足而产生的风险,在圆形管道的设计条件下,添加支撑是有效解决缺陷的手段。相较于圆形管道,菱形通道的上端差异要比圆形通道小得多,并且在不同尺寸大小的菱形模型中均有相似的结果。而两类通道下端形变量很小,打印模型尺寸几乎与CAD模型一致,这部分的些微形变量可归因于打印时的扫描间距、热量分布不均以及热胀冷缩等问题共同造成。

图3 打印模型形变程度
为了更具体地评估差异,图5显示了不同直径菱形通道与圆形通道沿周向展开后的形变量D的比较,菱形通道展开的角度采用圆形直径上相对应的位置。所有曲线均具有“M”形走势,且中心点形变最小,这说明在三种类型通道内表面的底部都有相当好的尺寸精度,因为在这部分的加工角是在安全的打印范围。图中显示的角度与加工角度的定义一致,可以观察到在大多数情况下,有支撑打印的形变小于无支撑通道中的形变,而形变最大值所在的角度区域都在接近90°的位置。考虑到管道进出口的部分有配合需求而需要进行二次加工,通常打磨余量为0.2 mm,因此取0.2 mm 作为形变阈值。可以看出对于不同直径的支撑和非支撑通道,小于0.2 mm的形变范围约为250°。而菱形通道的形变范围可以达到320°,这意味着菱形横截面能保证有较大的范围拥有较小的形变。

图5 流道形变展开分布
图6所记录的是4种直径的无支撑圆形通道在不同加工角的平均表面粗糙度。需要特别说明的是,在0°位置因为存在极差的表面(图1c),这部分的Ra值超出仪器测量极限,因此图中仅以虚线示意。参照图5,Ra的变化趋势与形变量相似,都与加工角有密切关系,而比较不同尺寸的粗糙度趋势,也能发现尺寸的改变对相同加工角下的粗糙度影响不大。从图6中可以看出|γ|>90°的表面粗糙度相当好,Ra约为9 μm;当加工角γ往临界值靠近时,Ra急剧增加,在45°时达到约30 μm,甚至到0°时超出仪器量程。与菱形截面粗糙度相比,如图7所示,在45°位置具有相似的值。在菱形通道中以上(UP)下(DOWN)及左(A)右(B)将壁面分成4个部分,其中A为刮刀运动起始处,B为刮刀终止处,分别为UP-A、UP-B、DOWN-A、DOWN-B。可以看出下部分的粗糙度要低得多,并且与喷丸处理的表面相当。上下表面之间的最大差异可以达到约40 μm,这可归因于铺粉机构的运动方向,由于刮刀由A向B侧运动,会使得B侧粉末受挤压较紧密,反之A侧较松散,经激光熔融后B侧会有较好的表面粗糙度[25]。

图6 圆形截面不同加工角表面粗糙度
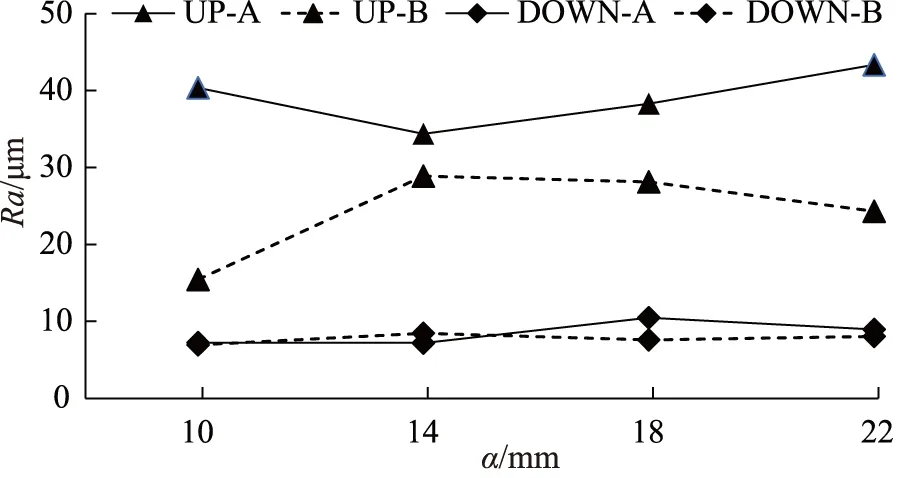
图7 菱形截面流道内壁粗糙度
尽管带有支撑的圆形通道再经过后处理后能得到比无支撑圆形通道较好的成型质量,但如前文所述,在不可到达的区域去除支撑结构是有困难的。而如果采用菱形横截面,可以在不添加支撑结构的情况下防止不可修复的缺陷发生,内向形变的情况也不明显,并且通道壁面的表面粗糙度是稳定且合适的,因此菱形截面是更优的选择。
在实验中也存在一些缺陷。限于测量要求需要对带支撑模型进行必要的后处理工序,使因去除支撑结构后造成的不平整变成平滑表面,会造成一定误差。但通过设计易于移除的支撑结构并尽可能地小心打磨该表面,可以尽量减少这种副作用。另外由于顶部出现严重缺陷无法进行粗糙度测量,说明此处有优化的必要。
2.2 打印参数分析
根据所设计试验方案给出了20个用于使用RSM计算的样本,并将相关数据记录在表4中,为了定量研究在各种工艺参数下的表面粗糙度,引入能量密度EN(Energy Density),J/mm3其计算公式如下:

表4 工艺参数组合及粗糙度结果
(1)
式中,P—— 激光器的激光功率
H—— 扫描间距
v—— 扫描速度
t—— 层厚
使用统计软件MINITAB 18对实验粗糙度值进行了分析,置信度区间为95%,表面粗糙度的响应表面图如图8所示。图8揭示了3个输入因子之间的表面粗糙度Ra之间的关系。从图8a中的曲面趋势可以看出,随着扫描间距H和扫描速度v的增加,表面粗糙度先减小然后增加。随着激光功率P的增加,表面粗糙度先增大后减小,从图8b可以更直观的看出输入参数编码水平F对粗糙度的影响,同时还能观察到与扫描间距H和扫描速度v相比,通过改变激光功率P对表面粗糙度的变化影响很小。根据单工艺参数与粗糙度曲线,给出最优打印参数为:激光功率110 W、扫描间距0.158 mm、扫描速度1217.177 mm/s。

图8 打印参数对粗糙度的影响
本研究通过RSM方法显示了加工工艺参数对表面粗糙度的影响趋势,并给出了最优打印参数。但考虑到不同打印仪器机型及加工环境等问题,本研究提出的最优打印参数的普适性,还需要进行更系统性的研究。
3 结论
使用短直通道来研究形变,分析有无添加支撑结构的影响,同时进行菱形通道的表面质量研究,特别是尺寸精度和表面粗糙度。得到主要结论如下:
(1) 加工角是一个可以直接影响打印零件形变和表面粗糙度的影响因子。45°是一个临界角,在这个角度之下能保证较好的尺寸精度和表面粗糙度质量;
(2) 与圆形截面相比,菱形横截面是更好的选择,可以尽可能保证通道的尺寸精度,但是表面粗糙度没有显示出明显的改善,但初步研究表明其可以通过调整工艺参数进行优化;
(3) 表面粗糙度与激光功率、扫描间距和扫描速度等加工工艺参数高度相关。通过选择合适的参数可以获得更好的表面粗糙度。
猜你喜欢
成都信息工程大学学报(2021年3期)2021-11-22
甘肃科技(2020年20期)2020-04-13
模具制造(2019年4期)2019-06-24
广东第二课堂·小学(2017年9期)2017-09-28
儿童故事画报·发现号趣味百科(2016年7期)2017-02-08
制造技术与机床(2017年12期)2017-02-02
材料科学与工程学报(2016年2期)2017-01-15
小雪花·成长指南(2016年11期)2016-12-07
数学大王·低年级(2016年1期)2016-09-10
意林(2008年12期)2008-05-14
