
枝江酒在陶坛贮存过程中变化规律的研究
2021-06-06 22:07:44许凌云李俊峰闫友劲赫江华
酿酒科技 2021年5期
许凌云,李俊峰,胡 格,闫友劲,赫江华,李 净
(湖北枝江酒业股份有限公司,湖北枝江 443200)
众所周知,新酿造的白酒,入口爆辣、刺激性强,具有发酵过程中含硫蛋白等物质降解产生的硫化氢、硫醇、硫醚等挥发性物质,以及少量的丙烯醛、丁烯酸、游离氨等[1]。这些物质味苦、涩、酸、冲、辣,与其他沸点接近的物质构成新酒味的主体。经过一定时间的贮存后,这些邪杂味可减轻、消失,酒体变得绵软柔和。因此贮存老熟是提高原酒产品质量至关重要的生产工序之一。
慢性心力衰竭是各种器质性心脏病的终末阶段,病变严重时常合并心率失常,严重影响患者生活质量及预后[1]。血管内皮舒缩功能障碍在慢性心力衰竭的发生及发展过程中起重要作用,改善血管内皮细胞功能可以作为慢性心力衰竭治疗的新靶点[2]。人参果总皂苷具备抗心肌缺血、缺氧的作用,已证实其对慢性心力衰竭有较可靠的辅助治疗作用[3]。为全面探讨人参果总皂苷对慢性心力衰竭合并室性心律失常的治疗机制,本研究拟从血管内皮细胞功能方面进行观察分析,报告如下。
根据贮存容器的不同,又可以将原酒的贮存分为陶坛容器贮存、血料容器贮存、金属容器贮存、水泥池贮存等[2-3]。这些贮存方式各有利弊,血料容器对酒精含量为30%以上的白酒有较好的防止渗漏的作用,但可能会溶出钙及低分子含氮物等,使酒液呈黄色,与酒液长期接触还会对酒中的酸起中和作用,可能产生血腥味。金属容器贮酒容量大、易周转,但老熟效果并不理想。陶坛容器在烧结过程中形成了微孔网状结构,透气性较好,能将外界的氧气缓慢地导入酒中,促进基础酒的酯化和其他氧化还原反应,使酒质逐渐变好。同时陶土本身含有多种金属氧化物,在贮酒过程中逐渐溶于酒中,与酒体中的香味成分发生络合反应,对酒的陈酿老熟有促进作用,相比不锈钢等其他材质的贮存容器老熟效果更明显[4]。此外,陶质容器各地都有生产,成本较低,因此被行业内绝大多数酒企采用。
为进一步了解陶坛贮存对白酒酒质的影响以及酒液在贮存过程中的变化,我们开展了原酒在陶坛贮存过程中的变化跟踪实验。
1 材料与方法
1.1 材料与仪器
原料:固态发酵蒸馏的原酒(2011年7月从酿造车间取得)。
1.3.2 原酒中理化指标的测定
1.3.3 原酒折度和酒损率计算方法
1.2 试验方法
我们选取酿造一车间二班2011年1月25日生产的大宗酒作实验样,用电子台秤称取酒液重量,用蒸馏法测量酒液度数,采用气相色谱仪对酒液的各项理化指标进行分析后,密闭贮存于陶坛中。然后,分别在之后的1年、2年、3年、4年、5年、6年、7年、8年定时跟踪测量原酒重量、酒精度以及各项理化指标。
1.3 检测方法
具体可以由以下几个方面途径实现:其一,在掌控预算执行力度的同时使其具有一定的灵活性,预算的执行者可以根据具体的情况对预算进行检查、修订和调整。其二,在对预算工作细化的同时进行相应的职能授权,应适当授权于职能部门酌情处理。其三,减少人为因素带来的预算制定的不合理,规范相关财务部门的预算编制标准,避免部分人员违规操作,增强预算工作的准确性和科学性。其四,在发生重大的经济环境的变化事项时,适当调整预算编制,始终铭记预算是为了实现国土资源的合理规划。
由表1可看出,酒液在贮存过程中,随着贮存时间的延长,总酸的含量在逐渐上升,从0.7 g/L上升到1.68 g/L,而总酯含量在逐渐降低,从5.39 g/L下降到4.0 g/L,说明贮存过程中酯类物质发生了水解,导致酸增酯减。从图2可看出,四大酯中,乳酸乙酯含量下降最为明显,其次是己酸乙酯和乙酸乙酯,丁酸乙酯含量基本保持不变。此结果与甄攀[5]、韩兴林等[6]的结果相互印证。
【对策】降低饲养密度,提高换水率,此外,更换饲养池,进行水槽内消毒。有可能的话,可在海水潮流好的海面进行临时避难。
参考GB/T 10345—2007白酒分析方法中的测定方法。
仪器:电子台秤(武汉托力多衡器制造有限公司),水浴锅(欧莱博HH-2型),容量瓶、冷凝器、蒸馏瓶(荆州玻璃仪器厂),酒精计(河北青县燕河仪器仪表有限公司),Agilent7890A型气相色谱仪(美国安捷伦公司)。
1.3.1 酒精度的测定
酒损率计算方式:酒损率=(初始酒液折60%vol重量-剩余酒液折60 %vol度重量)/初始酒液折60%vol重量。
都说“计量乃文明之母”,这话一点不假!在人类发展史上,关于长度的计量由来已久。在古代,人类用肢体或简单物体作为基准进行计量,但是经验计量的弊端也显而易见。“米”的诞生是长度计量史上的一个里程碑,那么“米”有着怎样的前世今生呢?
原酒折60%vol重量计算方式:酒液折60%vol重量=酒液重量×酒液酒度对应重量百分比/60%vol酒精度对应重量百分比。
2 结果与分析
2.1 贮存过程中酒液理化指标变化情况(表1,图1—图2)
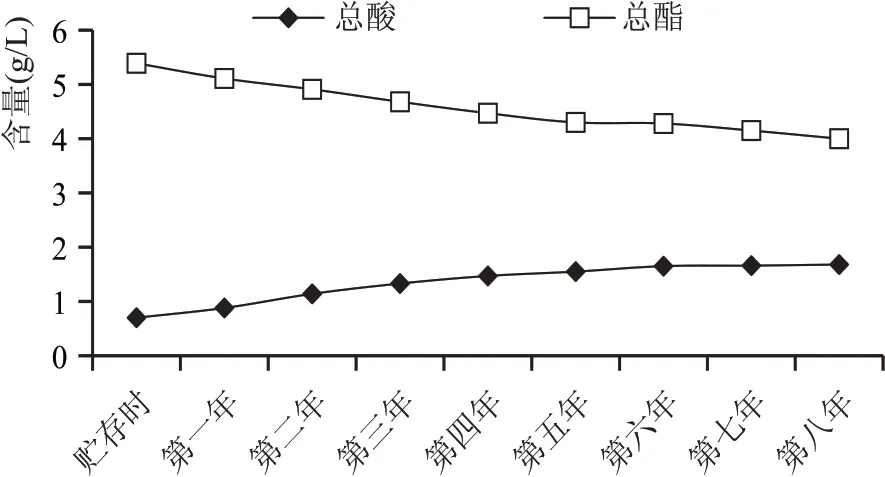
图1 总酸总酯变化图
用一洁净、干燥的100 mL容量瓶,准确量取酒样100 mL于500 mL蒸馏瓶中,用50 mL水分3次冲洗容量瓶,洗液并入500 mL蒸馏瓶中,加几颗沸石,连接蛇形冷凝管,以取样用的原容量瓶作接收器,开启冷却水,缓慢加热蒸馏,收集馏出液。当接近100 mL刻度时,取下容量瓶,盖塞,于20 ℃水浴中保温30 min,然后将蒸馏样注入洁净、干燥的100 mL量筒中,用酒精计测量酒液的酒精度。
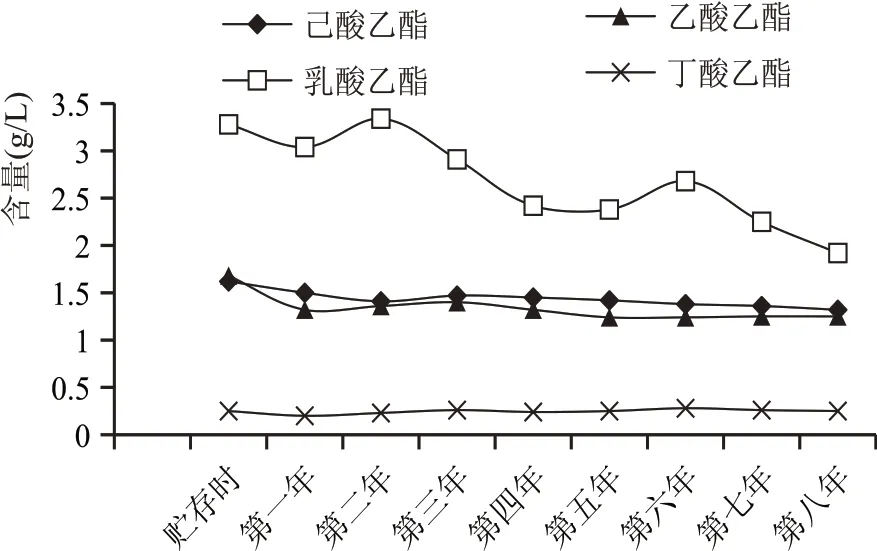
图2 四大酯含量变化图
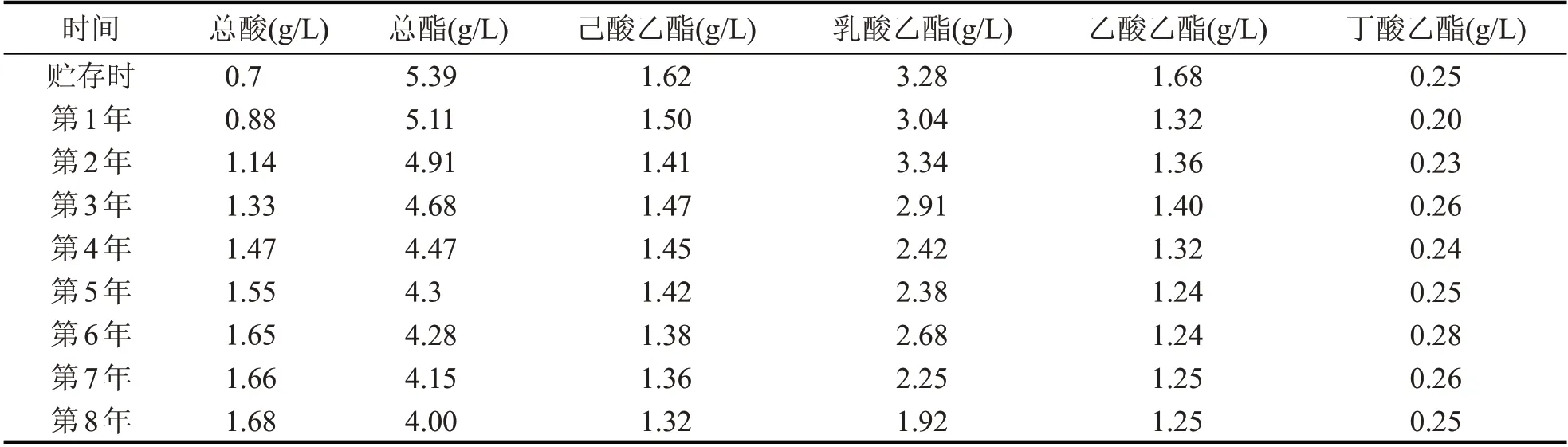
表1 贮存过程中酒液的理化指标变化表
2.2 贮存过程中酒液损失率变化情况(表2,图3—图5)
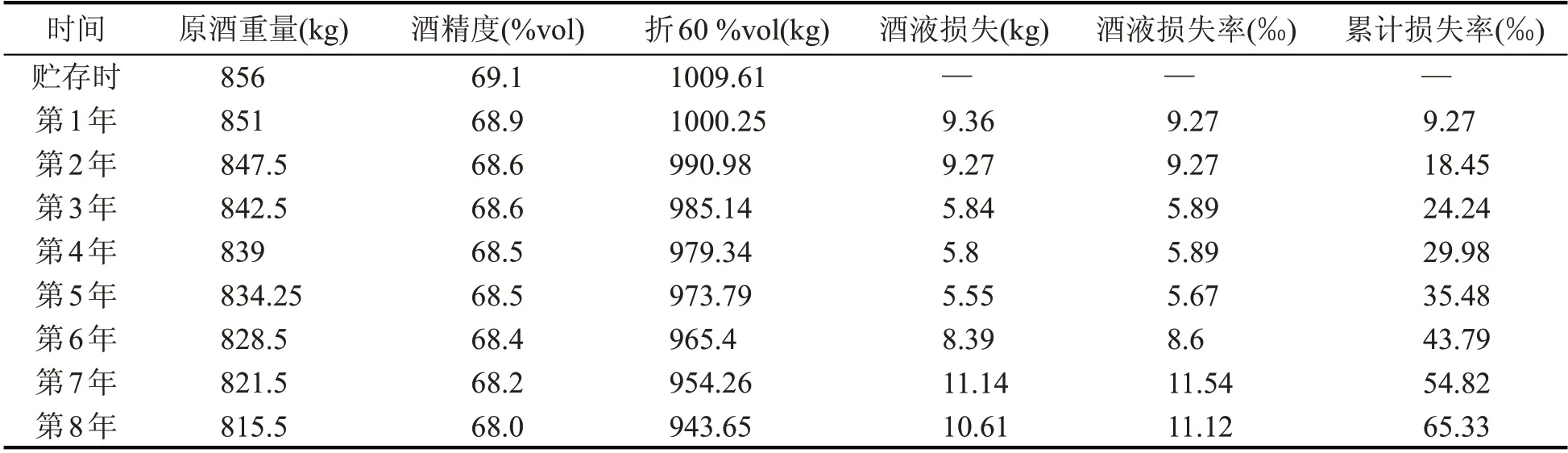
表2 贮存期间酒液的酒度及重量变化表
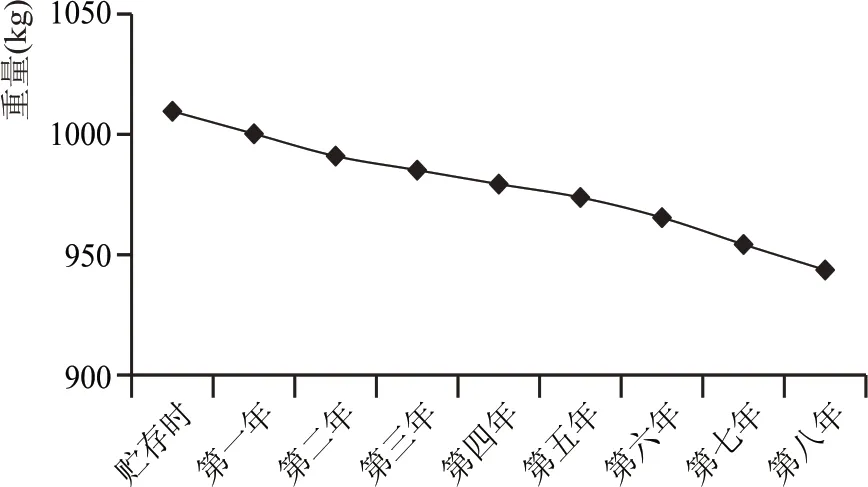
图3 酒液折60 %vol重量变化图
从表2可以看出,本次实验,我们最先称取酿造车间原酒重量为856 kg,酒精度为69.1 %vol,折算成60 %vol后,重量为1009.61 kg,一年之后,我们再次称量此坛原酒重量为851 kg,酒精度为68.9%vol,折算成60%vol后,总重量为1000.25 kg,酒液损耗为9.36 kg,酒损率为9.27 ‰,依次类推,我们每年定时称量酒液重量并测量酒精度,得到每年的酒损率和累计损耗。八年之后,原酒重量为815.5 kg,酒精度降为68 %vol,折算后累计酒液损耗为65.96 kg,损失率为65.33‰,每年平均酒损率为8.17‰。
从图3可以看出,八年以来,原酒重量由856 kg逐步减少到815.5 kg,从图4、图5可以看出,酒精度由69.1%vol减少到68%vol,每年的酒液损失率在5 ‰~12 ‰之间。这说明,酒液在陶坛贮存过程中,存在着一定的挥发现象,且随着贮存时间的延长和酒精度的下降,酒液损失率越来越趋于平稳。
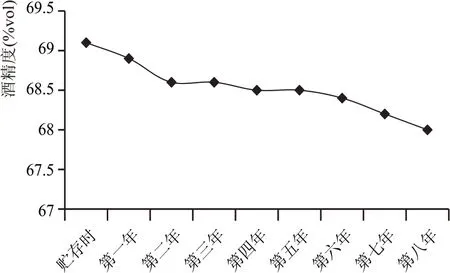
图4 酒液酒精度变化图
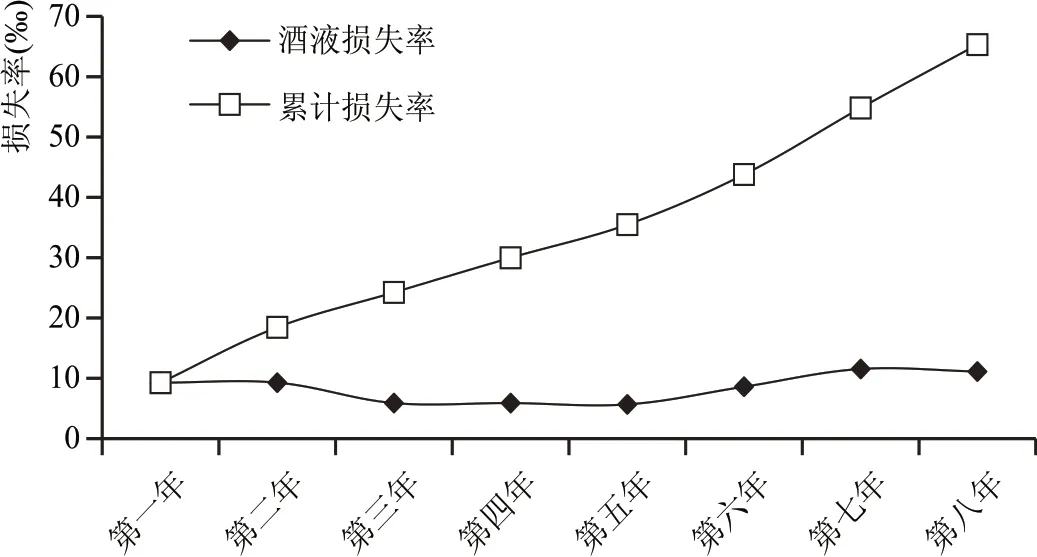
图5 酒液损失率变化图
3 结论
本次实验持续时间较长,一直是在相对理想的环境下进行,过程中没有出现渗漏和陶坛破损的情况,实验结果具有一定的参考价值。
类似“病一病儿、笑一笑儿、坐一坐儿、煞一煞儿”这样固定格式的动词重叠儿化结构,在表示时间短的同时,又具有缓和、委婉的语气,具有使语言更加口语化的作用。其他如:理一理儿、冷一冷儿、润一润儿、动一动儿、想一想儿……
陶坛陈酿在改善新酒的质量方面是行之有效的,但是要想有显著效果,通常需要数月乃至数年。这种长时间的自然陈酿,需要配套大量的厂房、贮酒容器,会造成了大量资金积压,而且在贮存过程中还存在着酒液挥发与渗漏,严重影响了生产资金的周转,增加了白酒的运营成本。
为促进老熟这一转化过程,缩短陈酿周期,满足市场日益增长的消费需求,建立在短时间内使“新酒”达到“老酒”品质的人工催陈技术成为白酒行业的研究热点[7],枝江酒业也一直在探索一种能够规模化应用的人工催陈技术,希望能够将枝江白酒的“柔和雅”体现得更加极致,带给消费者更加舒适的新体验。
猜你喜欢
酿酒科技(2022年9期)2022-10-04 05:03:58
酿酒科技(2022年6期)2022-06-29 08:10:28
水利学报(2022年3期)2022-06-07 05:26:02
酿酒科技(2022年5期)2022-05-24 02:18:12
祝您健康·文摘版(2022年9期)2022-04-02 16:36:41
食品与发酵工业(2018年8期)2018-09-06 09:49:12
恋爱婚姻家庭·养生版(2017年12期)2017-12-07 18:37:21
电子制作(2017年2期)2017-05-17 03:55:17
电子制作(2016年1期)2016-11-07 08:42:53
艺术品鉴(2014年5期)2014-04-29 10:57:03
