洗瓶机智能过滤与自清理系统设计
2021-06-05 07:39:20许银萍叶远静
酒·饮料技术装备 2021年3期
许银萍 叶远静
1 前言
目前越来越多的国家倡导节约环保和资源回收,因此玻璃瓶洗瓶机广泛应用于化工、制药、食品、生物和医疗等领域,回收的玻璃瓶由于使用后的储藏条件差,瓶子内部和表面会产生灰尘,附着很多杂物,在进入洗瓶机后需要先进行内部和外部冲洗。洗瓶机中的喷淋管路负责冲洗瓶内外脏污,在整机中起着至关重要的作用。实际工作中,循环使用的喷淋水里融入很多杂质,喷淋管喷嘴频繁产生堵塞现象,通常每班都要停机1-2小时由操作人员取出喷淋管在设备外边进行清理疏通,但这种难以保证喷嘴能被清洗干净,也增加人工成本及危险性,极大降低工厂生产效率。因此急需一种能自动改善该段管路的水质条件且确保喷淋嘴无堵塞的系统。
目前,有些厂家采用单个过滤器筛除喷淋水杂质,缺点是必须每8小时停机一次,人工清洗过滤器筛网,因而降低生产效率,而且频繁打开过滤器盖门,洗瓶机内部高温高腐蚀碱液容易喷溅出来,危险性大,近年来已经出现人员因此受伤,操作者的安全得不到保障。还有一种是利用智能过滤器自动清洗,此设备省时省力,缺点是价格非常昂贵,一台智能过滤器要十几万,极大增加生产成本。为节约人力、减少成本、提高生产效率,同时保证喷淋水质干净,本设计提供了一种性价比高的智能过滤与自清理系统。
2 系统方案设计
2.1 设计要求
一套智能过滤与自清理系统须满足一下要求:
1. 整机运行时,不需要停机就能实现智能清洗及介质过滤同步进行,互不干扰;
2. 清洗效果不能低于人工清洗;
3. 系统结构要求紧凑简单,所占位置空间尽量小,不能影响洗瓶机正常的生产作业;
4. 设备整体安装在洗瓶机一侧的喷淋管路附近,方便人员操作。
2.2 选用的过滤器结构
本系统设计的过滤器结构如图1所示,由过滤网、过滤器外壳、盖门组件等组成。这种过滤器有四个进出口,其中A:槽体碱液总入口;B:过滤后的碱液出口/自清洗碱液入口;C:过滤器残液排出口;D:自清洗碱液排出口。含杂质的碱液由A口进入过滤器,经过滤网(件2)过滤再排出。
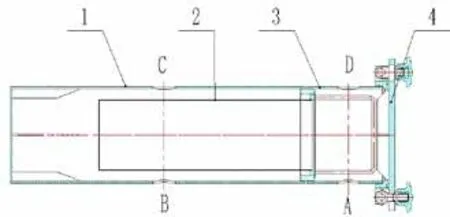
图1.过滤器结构
2.3 系统方案
设计主体选用两台过滤器交替完成喷淋和自动清洗工作。具体如图2所示,系统主要由泵、过滤器、气控阀、气控单元等组成。过滤系统的入口管路连接洗瓶机原喷淋管线上的输水泵,洗瓶机槽体内部碱液依次经过碱液泵、气控阀流入过滤器A或过滤器B,然后再分别由各自的三路控制阀决定流向,过滤器A由控制阀YV2、YV5、SV1选择碱液流向,过滤器B由控制阀YV4、YV6、SV2选择流向。通过气动阀切换,生产时过滤器A或过滤器B可选择使用过滤、内清洗、停止三种模式。
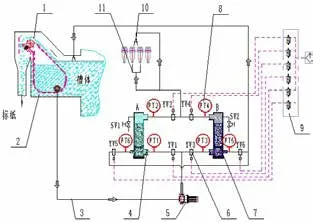
图2.过滤系统流程图
若过滤器B正在进行过滤工作,取设定值为PW,当系统检测到过滤器B管线进出口端压差值大于设定值,即PT3-PT4>PW时,过滤器B反冲洗自动运行。此时各阀工作状态如表1所示,气动阀YV3、YV5自动关闭,气动阀YV1、YV2、YV4、YV6打开。槽体内部碱液流经泵→气动阀YV1→过滤器A→气动阀YV2,过滤后的一部分碱液进入喷淋管喷淋;另一部分碱液通过YV4进入过滤器B开始滤网清洗,清洗后的碱液再经YV6回收到槽体内部。

表.1
当自清洗的过滤器B管路进出口压差值低于设定值,即PT4-PT5 < PW时,过滤器B自清洗结束,各阀工作状态如表2所示,气控阀YV4、YV6自动关闭,过滤器B停止工作。在此期间,过滤器A气控阀YV1、YV2一直处于打开模式,保证喷淋管不会因为过滤器B自清洗而停止供水。这种清洗机构可对过滤器滤网进行全面反向清洗,保证滤网层干净无死角。

表.2
当过滤器A管线进口及出口端压差值大于设定值,即PT1-PT2>PW时,过滤器B启动过滤工作,过滤器A开始自清洗,各阀工作状态如表3所示。

表.3
当自清洗的过滤器A输送管路进出口压差值低于设定值,即PT2-PT6<PW时,过滤器A自清洗结束,各阀工作状态如表4所示。

表.4
生产结束后,过滤器如果长期不需要工作,可以分别打开手动阀SVA、SV2,排除内部残液。
3 设计结果
3.1 过滤网清洗效果对比
根据设计制作出一套洗瓶机智能过滤清洗设备,如图3所示

图3. 智能过滤清洗设备
对比过滤设备自清洗前后的滤网外侧状态图(图4、图5),可以看出,本系统设计的结构清洗效果比较好,清洗后基本无脏污,满足工作要求。

图4. 过滤器自清洗前

图5 .过滤器自清洗后
3.2 节约人工维护工时
使用该系统后,可免去人工清理时间。单台洗瓶机一般至少有7个过滤器,每班次人工清理所有过滤网大约需要1小时工时,每天2班次累计停机耗时为2小时,即每月节约60小时。
3.3提高生产效率
按照洗瓶机4万瓶/时能力计算,则产生下列A、B两组数据:
使用前:(40000瓶/时)×(8小时×2班-2维护工时)=56万瓶/天;
使用后:(40000瓶/小时)×(8小时×2班-0维护工时)=64万瓶/天;
使用过滤系统后,洗瓶机工作效率同比提高了14.3%;随着洗瓶机连续作业效率提高,从而也间接地提升了整条包装线的生产效率。
4 结论
本设计结构紧凑简单,减少生产预算成本,大大降低现场工作人员因拆装喷淋管发生的工伤风险,减少工人劳动量,提高洗净率。使用该过滤系统,用户反馈信息,洗瓶机运行600 小时内,喷淋管无堵塞。本设计可在洗瓶机喷淋管路中广泛应用。
猜你喜欢
农业工程(2023年10期)2024-01-20 10:52:46
机电信息(2023年23期)2023-12-09 10:43:00
石油和化工设备(2022年2期)2022-03-11 02:00:28
商品与质量(2021年27期)2021-06-28 03:03:12
橡塑技术与装备(2021年4期)2021-03-01 12:17:50
四川化工(2020年4期)2020-08-28 01:49:14
商品与质量(2019年40期)2019-11-28 14:27:26
设备管理与维修(2019年11期)2019-10-25 06:46:08
设备管理与维修(2019年6期)2019-07-09 06:57:54
中国设备工程(2019年6期)2019-04-26 02:39:54