
多轴伺服驱动设备的同步故障分析
2021-06-05 07:39吴阳佑
酒·饮料技术装备 2021年3期
吴阳佑
引言:吹(吹瓶机)灌(灌装机)旋(旋盖机)是将3台设备采用星轮传动作为过渡传输装置将,将PET(Polyethylene Terephthalate)瓶封装的产品在组合设备内一次性完成吹瓶-灌装-旋盖的一体机。由广州达意隆公司生产的吹灌旋设备一般为两轴联动,主动轴为吹瓶机主电动机,从动轴为灌装机主电动机,两台电动机均采用丹佛斯伺服器控制运行速度,旋盖机和灌装机以及过渡星轮之间通过齿轮传动实现同步。该设备在印度Parle公司运行期间,频繁出现同步异常的问题,导致PET瓶与星轮接触部分出现严重刮痕甚至发生过PET瓶在星轮和其护板之间堆积,引起型板支柱变形,客户对此故障反映强烈,要求公司解决此问题。
1.现场诊断
1.1 机械传动诊断
公司派遣的机械工程师和电气工程师达到现场后停机对设备的机械传动部分和齿轮间隙进行了观测和调整,并对可能出现松动的齿轮锁紧螺杆复检其锁紧扭矩后将设备分别单轴运行约30分钟左右,未发现任何由齿轮或者其他机械问题所导致的整机同步异常,初步判断此故障非机械传动误差所导致。
1.2 试运行
单机运行后两轴联动空载运行,采用高速相机拍摄吹瓶机与灌装机之间的两个过渡星轮交接位置,连续运行15分钟,未出现同步异常现场。进而开始15分钟的模拟生产运行,在设备出口处可发现在与星轮接触的位置有被刮伤的瓶子,故初步判断为两轴同步误差造成瓶子刮伤。
1.3伺服器参数排查
恢复所有伺服器参数为出厂设置后,重新设置相关参数,再次试生产期间仍然会出现同步异常现象,初步判断此同步异常与伺服器参数设置无关。但在参数设置后的运行期间,发现灌装机的运行频率为58.7Hz,此电动机铭牌标注的额定电压和频率为380V/50Hz,实际运行频率超出额定频率8.7Hz。

表1 灌装机伺服器参数
2.电动机特性分析
2.1 电网电压对电动机输出扭矩的影响
根据电动机的最大输出扭矩和电压的关系公式:

式中:U为输入电压;R2是转子绕组每项的电阻;X20是电动机禁止不动时转子绕组每相的感抗;K是电机结构常数;s是转差率。
2.2 电动机最大输出功率对输出扭矩的影响
现场工程师排除多种可能影响吹灌旋同步的因素后,考虑到电动机在设计转速下超频运行,故须对电动机在该使用环境的特性进行分析。

图1 电动机机械特性曲线
根据电动机的机械特性曲线可知,其电磁转矩随负载的变化而自动调节,此过程为TL(负载转矩)↑→n(转速)↓→ s(转差率)↑→I(电流)↑→T(输出转矩)↑, 即负载增大时,转速下降,也即转差率上升,此时,电流增大,使得电动机输出功率上升,系统达到新的平衡。但当灌装机负载阻力矩达到电动机的最大输出扭矩时,电动机就可能降速,如果此负载不能自动降低至电动机最大输出扭矩,电动机将被迫停转。

图2 灌装机主电机铭牌
图3 灌装机传动路径
根据旋转体机械功率公式:

式中:T为转矩;P为输出功率;ω为转子角速度;n为转速,
由式1可知,电动机输出功率一定的电动机,其转速越高则输出转矩越小。根据计算,灌装机选用的减速电机,在额定频率下运行时,减速器输出转速为18r/Min,对应产能为25920BPH(Bottles Per Hour),但该设备的合同产能为26400BPH,为实现此产能,理论上,变频器必须超频22%,也就是61Hz才能达到设备的合同产量,但通过增加伺服器输出频率来提升灌装机运转速度后,对应的电动机输出转矩会降低,故超频运行情况下极有可能由于灌装机主传动电机的输出扭矩不够而导致其无法精准跟随吹瓶机的速度,从而引起同步异常。
核算额定频率下电动机额定输出扭矩:

其中:TN为额定转矩(产能为25920BPH的输出扭矩);PN为额定功率;nN为减速电机额定输出转速。
乘以减速机的机械效率(87.4%)和灌装一级机齿轮传动效率(90%)可知灌装机实际获得的扭矩为:
测量模型经验证性因子分析先导研究发现语码混杂原因的2个维度、混杂偏好的2个维度以及混杂态度的4个维度构成合理,共计得出8个观测变量。依据表2模型适配度检验结果,笔者认为测量模型构成合理。进一步构建语码混杂原因、混杂偏好和混杂态度结构模型,运用极大似然估计法(Maximum Likelihood Estimation)得到观察变量、潜变量的因子载荷和误差项方差参数估计结果,经修正得到最终模型及其标准化路径的参数值如下:

由于该机设计产能为26400BPH,根据机械固有结构,减速电机输出需要达到22r/Min, 此时,电机额定转矩为:

式中,Tr和nr分别对应设备产能为26400BPH时的电动机输出扭矩和转速,同理,灌装机实际获得的扭矩为:

根据灌装机机械结构,其灌装阀为50个,灌装机转速为8.8圈/分钟,旋转部分质量约为2620Kg,旋转体直径1900mm,产量为26400BPH时。

式中:ω为角速度;T为周期。

式中:v为线速度;r为灌装机旋转体半径。
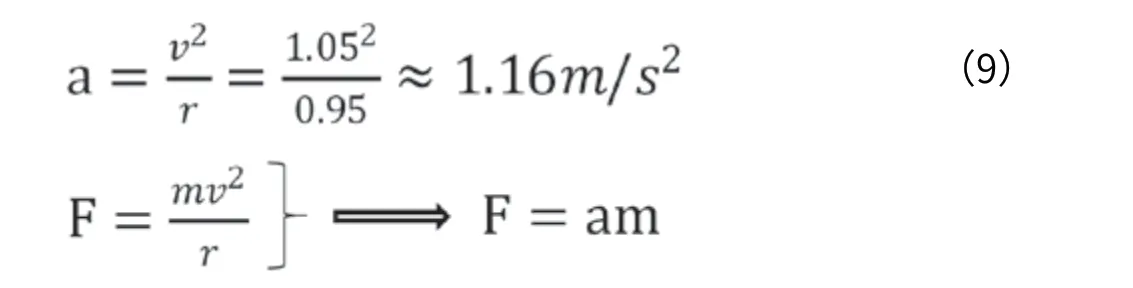
式中:F为旋转体所受的向心力;a为加速度,v为线速度。

式中:J为转动惯量,m为旋转体(灌装机)质量,r为灌装机半径。
故可得出灌装机的转矩:

TN > T >Tr, 机械所需驱动扭矩处于26400BPH和25920BPH电动机所生的扭矩之间,故有可能由于驱动扭矩过小而导致设备同步异常。
3.结论
根据以上现场排查结果和对电动机特性的分析,最后,与客户基本达成此次故障的初步解决方案为:第一,安装稳压器,确保电网电压稳定在380V±10%以内;第二,作为备选方案,如果电压稳定的情况下仍然出现同步异常,将更换减速电机,增大其输出功率。

猜你喜欢
农业工程学报(2022年14期)2022-10-19
装备制造技术(2020年2期)2020-12-14
河南科技(2020年2期)2020-10-21
高师理科学刊(2020年12期)2020-03-15
科技资讯(2018年7期)2018-07-28
新教育时代·教师版(2018年18期)2018-07-21
凿岩机械气动工具(2017年3期)2017-11-22
数学学习与研究(2016年23期)2017-03-15
考试周刊(2016年82期)2016-11-01
电子产品可靠性与环境试验(2016年6期)2016-05-17
