
甘蔗种节识别切种装置设计与试验研究
2021-06-04 02:21:16刘智强赵永超刘信鹏
制造业自动化 2021年5期
刘智强,赵永超,刘信鹏
(1.中国热带农业科学院农业机械研究所,湛江 524091;2.广东海洋大学,湛江 524088)
0 引言
甘蔗是我国蔗糖的主要生产原材料,其主要种植在我国的广东、广西、海南等南方热区;由于我国在甘蔗机械化切种方面,还主要以传统人力切种为主,存在切口平整度不一、蔗芽破裂、蔗皮破裂、劳动强度大、辅助人工多、效率低等问题,导致甘蔗出苗率低[1~5]。
在甘蔗机械化切种过程中,输送机构的送种、斩切机构的斩种是关键关节,其中种节的检测识别、下刀的速度和力度对甘蔗种质量的影响至关重要。目前国内已研究多种基于电阻式应变片/感应计数/计算机视觉检测识别的甘蔗切种装置[6~10],其主要由切割器、控制单元、电阻应变片/感应计数/CCD摄像头、驱动电机等机构组成,能实现视觉识别,机械切割的目的,由于该装置存在切割效率低、灵活性差、价格昂贵等问题。
针对以上问题,设计了一种机械接触传感识别、气缸推动斩切的甘蔗种节识别切种装置;基于甘蔗节茎物理特性,结合机械结构运动学,设计输送机构、斩切机构,采用控制算法设计检测控制单元,运用ANSYS对装置斩切刀进行仿真优化分析;最终实现装置高识别精度、高效率斩切甘蔗种节目的。
1 总体方案
1.1 结构组成
如图1所示,甘蔗识别切种装置主要由机架、滑轨、输送槽、传感器、控制阀、斩切刀等机构组成。
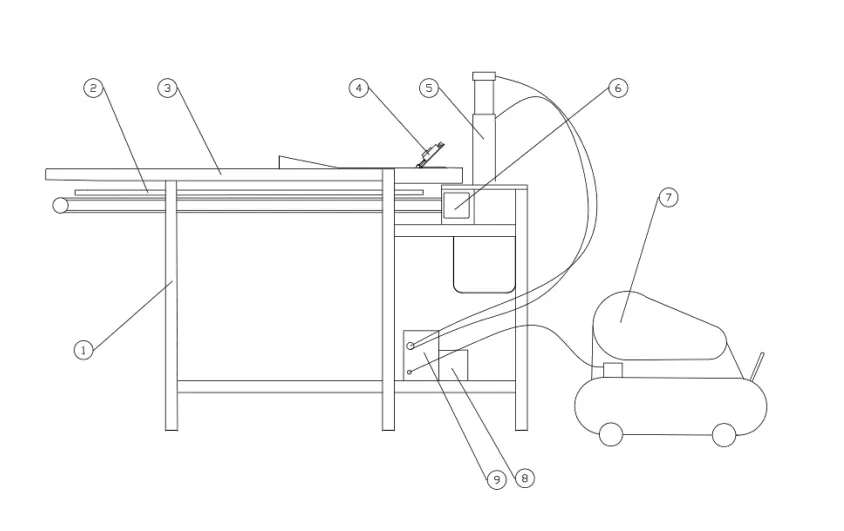
图1 甘蔗识别切种装置结构示意图
该识别切种装置配备检测单元、斩切机构、控制系统、驱动系统,即分别固定在输送槽上方、下方的机架上,并将驱动系统安装在滑轨下方,检测单元固定在滑槽上方检测甘蔗经过的地方,气动阀固定在斩切刀的正上方。
1.2 工作原理
甘蔗识别斩切装置总体工作原理如图2所示,即辅助人工将整秆甘蔗放在甘蔗识别切种装置的输送槽上,经过驱动系统的带动,输送甘蔗到装备检测单元位置,检测到甘蔗种节,传送给控制系统,控制系统根据检测信号的变化,控制气泵控制阀的开启,进一步推动气缸活塞杆运动,驱动斩切刀对蔗茎种节进行斩切。
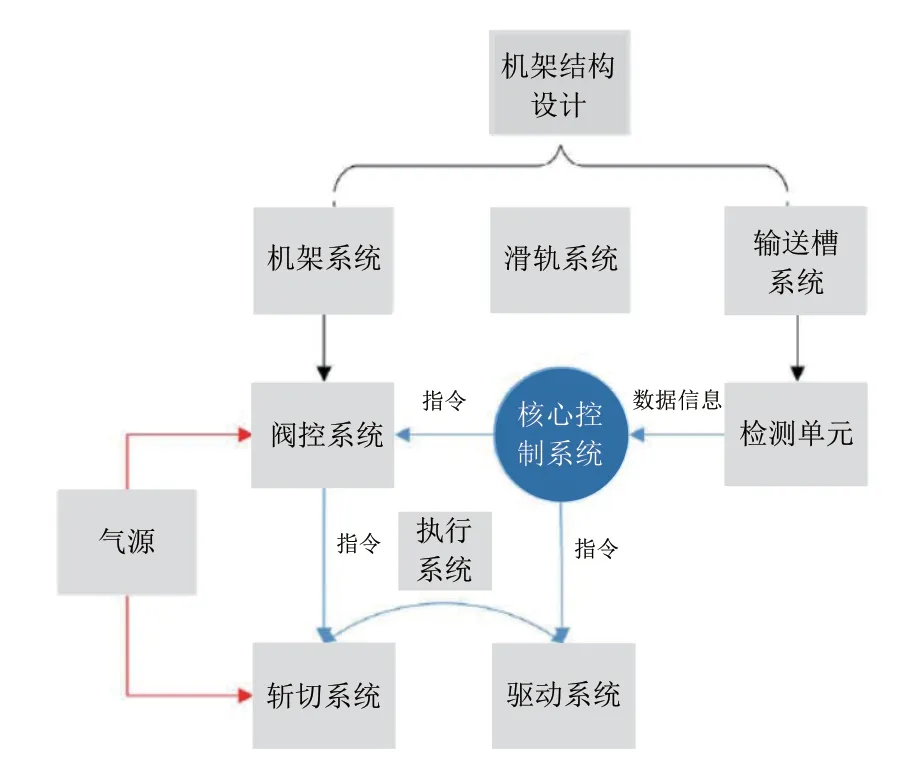
图2 甘蔗识别斩切总体工作原理图
2 关键部件设计分析
2.1 输送槽的结构设计
需要输送槽内运送的甘蔗与检测单元传感器的触脚保持接触,才可以保证采集到准确、有效的甘蔗种节信号;由于部分甘蔗具有一定的弯度,所以需要对输种槽结构进行重新设计,已达到对甘蔗限位的目的,如图3所示;为了方便甘蔗上料,将该结构设计为两个半径为30mm的1/4圆,两圆中间的中间间隔设有电机带动的输送带,且输送带底部距上表面的距离为15mm,并在输送槽的右侧设有喇叭口,确保甘蔗输送过程中的横向运动。由于单次输送甘蔗的扭矩都不大,系统不需要大范围内调速,采用电机带动的间歇式输送机构如图4所示,已满足每次输送甘蔗快速启动、快速停止,稳定输送的目的。

图3 输送槽结构示意图

图4 输送槽传动系统结构图
2.2 斩切机构设计
斩切机构是甘蔗识别斩切装置的核心部件,其结构的合理性,工作的可靠性直接决定甘蔗切种的质量;为确保切种的蔗段长度为60mm,基于甘蔗物理特性基础上,充分考虑斩切速度、斩切倾角等工况条件,将斩切刀片中心距离设置为60mm的垂直双刀片,同时在斩切蔗种时,为防止甘蔗发生横向滚动,需要设计夹紧装置来夹紧甘蔗的一端或两端,其机构总体结构示意图如图5所示。

图5 斩切机构总体结构示意图
2.2.1 斩切刀片设计分析
斩切机构力学模型如图6所示。驱动斩切刀的力主要来自气缸的活塞推杆力F和气缸工作压力p。根据气缸载荷率取值情况,得到作用在斩切刀上的活塞杆推力Ft,为了确保斩切力Ft能同时切断蔗茎,在斩切甘蔗时,同时考虑受到甘蔗的反作用力F1、F2;为保证甘蔗种不发生剪切破坏,根据甘蔗直径在19mm~35mm之间,甘蔗茎皮许用强度[σ2]=2.25MPa,甘蔗茎芯许用剪切强度[σ1]=0.45MPa等物理特性,结合气缸载荷情况,如表1所示,对斩切甘蔗所受的最大剪切力Fmax,斩切速度v、斩切时间t进行校核:

表1 气缸载荷率与速度的取值表


图6 斩切机构力学模型
式中:D为气缸内径(mm);
Ft为活塞杆推力(N);
P为气缸工作压力(Pa);
η为气缸载荷率;
Fmax为斩切力最大值(N);
τmax为最大切应力(MPa);
A为甘蔗径向截面积(mm2);
v为平均斩切速度(m/s);
v1为行程耗气量(L);
v2为回程耗气量(L);
vm为平均速度(m/s);
L为行程距离(mm)。
取蔗茎的最大直径dmax=35mm,ρ=0.6MPa,η=0.4,D=60mm,L=100mm,得到Fmax=325N,vm=0.28m/s。
2.2.2 斩切刀的建模与仿真分析
气缸在驱动斩切刀斩切甘蔗过程中,容易在斩切末端及推杆回程末端产生冲击力,使工作整机振动;随着负载与推杆速度的增加,冲击力也呈线性增加,相对作用时间变长;为了确保甘蔗斩切的质量,在对直径为35mm,蔗皮厚度0.8mm的桂林—黑皮甘蔗进行斩切时,选用刚性与耐磨性较好的65Mn材料作为斩切刀材料,并对斩切刀刃横截面形状和刀刃曲线进行三维建模仿真分析[11~16],如图7所示,其刀刃参数如表2所示。
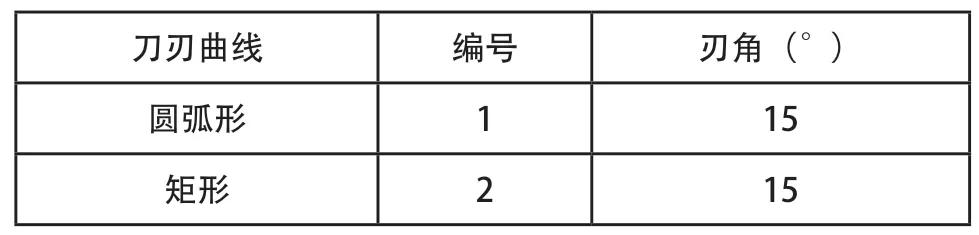
表2 刀刃参数

图7 甘蔗斩切模型示意图
针对甘蔗蔗芯和蔗皮的主要物理力学特性,如表3所示,拟定静摩擦系数Fs为0.14,动摩擦系数Fd为0.12,工作气压ρ为0.6MPa的工作条件下,分别以斩切速度υ为0.1m/s、0.28m/s、0.6m/s,对甘蔗进行斩切,并对斩切过程进行仿真分析如图8所示,检测其斩切时间、斩切速度、斩切刀片承受应力情况,如表3、表4所示。

图8 斩切甘蔗的网格显示过程

表3 甘蔗茎秆的力学特性

表4 试验结果
仿真结果表明,刀刃角越小斩切效果越好,由于刀刃角过小易加剧斩切刀的磨损,因此刀刃角一般取15°的矩形刀刃和圆弧刀刃;当斩切速度越大,斩切周期越短时,圆弧刀刃相对矩形刀刃的斩切效率越高,同时刀刃受到的最大应力也相对增加,考虑到斩切末端的冲击振动速度,选择具有较高实用性、斩切速度小于0.28m/s的矩形斩切刀刃。
2.3 检测识别控制算法设计
甘蔗种节检测识别控制系统是该装置的核心部件,包括供电系统、传感检测单元、数据采集系统等模块[17~20];根据甘蔗检测、斩切的运动过程规律,将系统运行分为上料、输送、检测,斩切、回程控制等几个过程,考虑系统运行时可能会出现的不上料、斩切停止等问题,将事件按优先级降幂排列,并进行相应协调控制算设计,如图9所示。

图9 基于优先级协调控制算法及硬件
3 性能试验
在优化设计仿真的基础上,加工制造试验样机,如图10所示。为了验证甘蔗识别斩切设备的斩切效果和检测精度,进行斩切试验[21~22],以样机连续斩切10根甘蔗(89个种节)为试验对象,以斩切的种节个数、切种时间、种节长度为试验指标,将试验样机的性能参数设计为如表5所示。

表5 甘蔗识别斩切设备的性能参数表

图10 甘蔗识别斩切样机
经过对甘蔗识别切种装置的试验得到如表6所示的试验结果表明:在平均斩切速度1.06s/次斩切过程中,89节甘蔗种节识别到85节,蔗节识别成功率为95.5%,识别精度为91.76%;经观察发现未成功识别的甘蔗种节,大部分出现在甘蔗梢头部位直径较小的位置,该处种节凸起不明显。

表6 斩切甘蔗试验结果
4 结语
针对甘蔗种节检测识别与斩切需求,研究设计了甘蔗种节识别斩切装置,并对该装置的输送槽、斩切机构等关键部件进行设计分析,尤其对斩切刀斩切甘蔗过程进行仿真分析,得到斩切刀的刀刃角一般为15°,斩切速度小于0.28m/s的矩形斩切刀刃时,斩切刀具实用性最好。通过对该装置进行切种试验得到:在平均斩切速度1.06s/次斩切过程中,89节甘蔗种节识别到85节,蔗节识别成功率为95.5%,识别精度为91.76%[23];经观察发现未成功识别的甘蔗种节,大部分出现在甘蔗梢头部位直径较小的位置,该处种节凸起不明显,为增加识别精度,可以在斩切前对甘蔗梢进行预处理[24]。
猜你喜欢
——分清“主”和“次”
小学生优秀作文(高年级)(2023年4期)2023-05-09 02:18:54
儿童故事画报·自然探秘(2022年12期)2022-11-24 10:10:12
基层中医药(2021年3期)2021-11-22 08:08:04
设备管理与维修(2020年19期)2021-01-05 07:05:40
商品与质量(2020年31期)2020-12-18 11:11:30
当代陕西(2019年16期)2019-09-25 07:28:28
特别健康(2018年3期)2018-07-04 00:40:08
机械工程与自动化(2018年1期)2018-04-02 07:29:28
中国糖料(2016年1期)2016-12-01 06:48:57
浙江大学学报(工学版)(2016年9期)2016-06-05 09:20:56
