液压控制阀的故障排除与修理方法
2021-05-28 18:47赵培信
内燃机与配件 2021年8期
赵培信
摘要:随着我国工业化的不断发展,液压技术最近发展非常迅速,在各种领域中的应用不断增加,所发挥的作用也越来越大。液压控制阀是液压系统核心元器件,一旦其在运行过程中出现了问题,就容易导致系统运行出现比较大的问题,需要认真做好故障排除与修理工作。为此,本文就液压阀的故障排除与修理方法进行探讨,希望对促进我国液压技术的发展,可以起到一定的作用。
关键词:液压控制阀;故障排除;修理
中图分类号:TH137.52 文献标识码:A 文章编号:1674-957X(2021)08-0123-02
0 引言
液压控制阀(简称液压阀)在液压系统中的功用是通过控制调节液压系统中油液的流向、压力和流量,使执行器及其驱动的工作机构获得所需的运动方向、推力(转矩)及运动速度(转速)等。任何一个液压系统,不论其如何简单,都不能缺少液压阀;同一工艺目的的液压机械设备,通过液压阀的不同组合使用,可以组成油路结构截然不同的多种液压系统方案。因此,液压阀是液压技术中品种与规格最多、应用最广泛、最活跃的部分(元件);一个新设计或正在运转的液压系统,能否按照既定要求正常可靠地运行,在很大程度上取决于其中所采用的各种液压阀的性能优劣及参数匹配是否合理。
液压技术在工业领域有着非常广泛的应用,特别是在煤矿机械中发挥着主导性的作用。液压控制阀是整个系统中必不可少的关键部件,也是液压故障率相对比较高的部分。在液压控制阀实际运行的过程中,其可以直接实现液压系统压力、流量和液流方向的控制。一旦某个液压控制阀出现了故障,就会对液压系统的稳定性、精确性、可靠性和寿命造成非常直接的影响。
1 溢流阀故障排除与修理方法分析
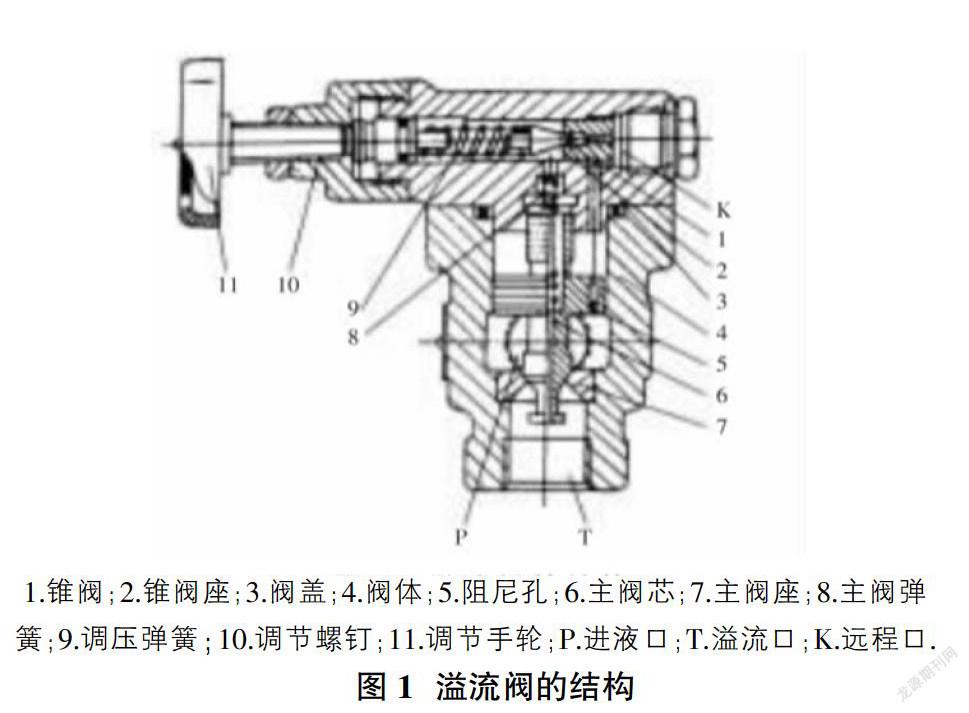
在液压系统当中,各种压力控制阀的结构和工作原理是非常类似的,主要差异表现为局部改变通道状态、进出油口连接方式、主阀芯结构形状等。(图1)
溢流阀在液压系统应用的过程中,可以直接对液压系统的稳定性进行控制,起到保护液压系统的作用。溢流阀按照结构形式可以分为直动溢流阀和先导式溢流阀,其在实际运行过程中出现的各种故障和故障排除方法如下所示:
①压力调不上去。在溢流阀发生该故障之后,当拧紧螺钉或者手柄的过程中,压力无法调到最大值,其故障原因和排除方法为:1)主阀芯阻尼孔出现了堵塞的现象、先导阀调压弹簧发生断裂、阀芯未装或者破裂,这些都会直接导致压力无法调大现象的发生,需要拆开溢流阀对故障原因进行进一步检查。2)主阀和先导阀与其阀座直接泄漏太大,从而导致压力调不上去现象的发生。3)调压弹簧太软或者长度不够。这个时候就需要对弹簧进行更换处理[1]。
②压力突然升高或者降低。造成该故障的主要原因包括:1)主阀芯工作不够灵敏,在处于关闭状态下突然出现卡死的情况,或者先导阀在阀座结合面出现了黏合的现象,这个时候就应该对阀芯进行更换处理。2)主阀芯阻尼孔出现了堵塞的现象,或者在开启状态下出现主阀芯突然卡死的情况,直接导致压力下降。为了有效解决这个问题,就需要及时更换阀芯和阀盖密封件。
③压力波动过大。在溢流阀实际运行过程中,其压力波动应该在合理的范围之内,如果超过了允许的范围,就会直接导致压力波动情况。产生该故障的原因包括:1)空气随着液压油进入到了液压系统当中。这个时候就应该及时对液压系统空气量进行检测,并及时排除其中已经存在的空气。2)先导阀芯与阀座配合不够紧密,或者先导阀弹簧出现了异常的变形现象,这会直接导致系统压力过大的情况。这个时候就需要认真做好阀芯的研磨工作,并及时对有问题的弹簧进行更换处理。3)如果通过阀的实际流量大于了阀的设定流量,就会直接导致压力波动情况的发生,需要保证其流量在溢流阀的额定流量范圍之内。4)主阀阻尼孔尺寸出现了偏大或者过短的情况,起到不到应有的控制主阀芯来回剧烈运动的值。这个时候就需要适当减少阻尼孔的尺寸。5)主阀芯运动不够灵活,对压力的反馈不够及时。这个时候就需要及时对主阀芯与阀体结合面进行清洗,检查其表面是否出现了擦伤、磨损的情况。
2 换向阀的故障与排除
在换向阀实际使用的过程中,其是依靠阀芯相对于阀体位置变化,来控制液流方向的。随着电子技术的不断发展,各种先进的电子换向阀越来越多。
①电磁换向阀电磁线圈烧毁。造成该故障的主要原因包括:
1)电磁线圈漆包线规格选择不够合适、环境温度过高、电磁线圈因为腐蚀发生老化问题。
2)系统内工作油的黏度过高,导致电磁阀线圈工作负荷过大。
3)电磁阀的加工精度不够,或者有污染物质进入其中,这会直接导致阀芯卡紧,电磁阀不能推动阀芯进行动作。
4)电磁阀的复位弹簧刚性过大或者存在装错的现象,这会直接导致弹簧力大于电磁铁吸力情况的发生。在电磁换向阀出现这些故障之后,应该及时停止使用,并对电磁线圈进行更换处理[2]。
②交流电磁铁有噪声情况。在很多电磁换向阀实际运行的过程中,都容易出现电磁线圈发声的现象,这主要是下面几个方面原因所造成的:
1)电磁铁本身质量存在问题。在交流电通过电磁线圈的过程中,就会在铁心与固定铁心之间形成此路,如果导向板和可动铁芯加工误差过大,就会对铁芯与可动铁芯的吸合效果产生影响。
2)可动铁芯和固定铁芯之间存在污物,并最终导致其在运行的过程中产生了嗡嗡声。
3)固定铁心上的铜短路环发生了断裂,并最终产生了电磁声。
4)推杆过长。这可以直接导致铁芯与固定铁芯由于不能很好吸合,从而导致噪声的出现。这个时候就需要对推杆进行缩短处理。
③电磁阀动作失灵。电磁换向阀在实际动作的过程中,其动作是否准确,主要会受到吸力、弹簧力、阀芯摩擦阻力的影响。如果电磁铁的质量过差或者引线出现了断头的现象,都会导致电磁吸力不足情况的发生。在出现这些问题之后,就应该及时查明原因,并进行及时的修复。如果阀体加工精度不能得到保证,或者装配当中存在问题,也会导致换向不良情况的发生。这个时候就需要将阀体拆卸下来进行检查,及时对换向阀或者弹簧进行更换。
3 流量阀的故障排除方法分析
在流量控制阀实际使用的过程中,其可以对液压系统的流量进行有效的控制,并最终对执行机构的运动速度进行控制。流量控制阀是在一定压力条件下使用的,并通过对节流孔大小的调节,来实现对液压流量的控制。在这类阀实际运行的过程中,其出现故障相对比较多。由于节流口的尺寸相对比较小,对液压油的清洁程度有着非常高的要求,需要保证液压系统的密封性,并要求速度的调节更加平稳。
在对调节手柄进行调节的过程中,溢流阀口的流量并不随着进行变化,导致执行机构的运行速度不能得到及时的调节,在节流口完全关闭之后,执行元件才停止动作。其主要的故障原因和排除方法包括:
①节流阀芯中存在有毛刺或者油液当中存在污物,并直接造成了阀芯的卡死。这个时候就应该及时开展阀芯毛刺清理工作,或者对液压油进行更换。
②阀芯和阀体孔公差出现了超差的现象,相互直接的配合间隙过大,这也会直接导致节流阀调节失灵。这个时候就需要对阀孔进行研磨处理,或者重新对阀芯进行配制。
③设备长时间没有被使用。如果设备长时间停在那里没有被使用,就容易导致阀芯锈死情况的发生,这个时候就需要对阀芯彻底进行清洗,然后再进行使用。
④当为液压系统的流量阀时,还要在卸压的基础上,才能对流量阀的手柄进行调节,具体需要结合实际情况针对性的应对。
流量不够稳定。当节流阀调节到某个开度并使用锁紧螺母锁紧之后,出口流量却出现不断变化的情况,并最终导致执行元件速度出现了不稳定的现象。造成该故障的主要原因是:
①油液并没有经过严格的过滤处理,导致油液当中出现了杂质堆积在节流通道壁上的情况,并直接对过流面积造成了直接的影响,这就需要认真做好油液的过滤处理,保证油液的清洁程度。
②压力油在通过节流缝隙的过程中,出现了一定的压力损失现象,并最终导致油温升高,容易在油液变质中析出胶质、沥青等杂质,需要及时开展节流口的清洗工作。
③流量阀内的减压阀芯和阀盖上的压力反馈小小而发生堵塞,疑惑是由于定压差减压阀的阀芯大小头没有同心和没有良好的配合,从而难以有效的将其压力补偿作用发挥出来,导致流量阀阀芯出口的压差发生了变化导致不稳定,此时就需要采用直接为1mm的细钢丝从阀套和阀芯的反馈小孔中穿孔,亦或是采用压缩空气将其吹开。
④当流量阀的内外泄露较大时,流量也会出现不稳定的情况,以及定压差减压阀在移动时不灵活,从而导致压力反馈作用难以发挥,进而使得稳定节流阀的压差较大而出现流量不稳定的情况。此外,油口反接和流量阀没有压力补偿反馈作用,甚至有时出现漏装减压阀弹簧的情况,亦或是弹簧装错或者折断。此时就需要采取针对性的措施对泄露问题进行排查和处理。将阀端部螺塞拆除,在阀套中将减压阀芯抽出,将毛刺去除和清洗,做好对其的精度检验,确保减压阀芯大小头为同心,对于出现的漏装情况,应及时地补装,对于装错或者破坏的情况,则需要及时地更换。
4 结语
液压控制阀在液压系统当中有着非常广泛的应用。针对其在实际运行过程中出现的问题,应该引起足够的重视,认真分析问题发生的原因,认真做好故障排除工作,对不同類型的故障,采用不同的故障处理方法。
参考文献:
[1]霍怀成.造纸设备液压系统故障的分析与排除[J].中国造纸,2007(02):22-23.
[2]陈勤彰.液压设备的维护和常见故障判断[J].中国造纸,2005(02):37-38.
[3]董坤.液压阀的设计、应用及其维护[J].中国新技术新产品,2015(12):55-57.
猜你喜欢
农机使用与维修(2017年1期)2017-02-07
职工法律天地·下半月(2016年10期)2016-11-30
农机使用与维修(2016年10期)2016-11-10
农机使用与维修(2016年10期)2016-11-10
农机使用与维修(2016年10期)2016-11-10
农机使用与维修(2016年10期)2016-11-10
科学与财富(2016年28期)2016-10-14
科技视界(2016年15期)2016-06-30
环球时报(2016-04-20)2016-04-20