汽车升降系统误防夹故障分析
2021-05-28 05:38
汽车与驾驶维修(维修版) 2021年4期
(上汽通用五菱汽车股份有限公司,柳州 545007)
0 引言
汽车升降系统是车门附件区域重要组成部分,日常用车过程中使用频次高,属于高频次使用功能性零件。随着用户功能需求升级,一键升降式电动升降器在乘用车领域已得到广泛应用,同时其使用范围正在日益扩大,未来可能成为汽车门窗升降的标准配置。
一键升降式电动升降系统的误防夹故障为开发过程中的常见故障[1]。误防夹故障表现为在防夹区域内,无外力作用,因自身系统原因出现车窗防夹,涉及门系统、过程控制和软件标定等相关工作,系统复杂、关联区域多,增加原因分析和措施制定的难度。本文主要对一键升降式电动升降系统中误防夹故障进行系统分析,从设计、制造和过程控制等方面对潜在原因进行识别分析,为开发过程中如何提升升降系统稳定性,降低误防夹故障率提供系统指导建议。
1 车窗误防夹机理分析
目前市场上常见的车窗防夹方案有霍尔防夹和纹波防夹。霍尔防夹是基于霍尔传感器输出脉冲来获取车窗位置及行程的电动车窗防夹系统,为市场主流方案;纹波防夹是基于车窗电机的转动过程中炭刷与换向片之间的电流波纹,来获取车窗位置及行程的电动车窗防夹系统。纹波防夹成本较低,可靠性较霍尔防夹低。本文相关误防夹机理分析是基于霍尔防夹,纹波防夹可选择性参考。
车窗防夹的直接原因是在设定的防夹区域内速度变化率跌落达到了门限值,触发了防夹。如图1所示,车窗玻璃上升过程中,当图示蓝色线与绿色线相交时,判断防夹发生,车窗升降电机反转带动玻璃下降。如整个过程中无外力干预,均为自身系统导致,则判断为车窗误防夹。
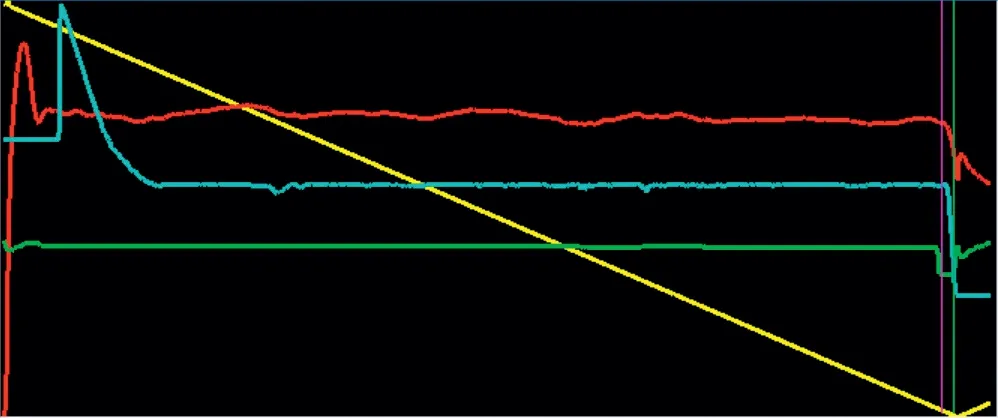
图1 车窗误防夹时的速度和位置曲线
结合以上分析,车窗误防夹的机理为车窗升降过程中,在防夹区域内无外作用力干预,因自身系统原因,导致车窗速度变化率跌落达到了门限值,触发了防夹。所以解决车窗误防夹问题的关键点在于,降低车窗在上升过程中的速度变化,尽量使车窗上升过程速度平稳。
2 车窗误防夹潜在原因分析
车窗升降系统相对复杂,车窗误防夹的潜在原因也很多。本文基于辊压窗框结构,按照零部件关联性进行系统分析,将车窗误防夹相关的零件分为6个子零件系统,分别为车门钣金、玻璃导槽密封条、内外水切、车门玻璃、总装导槽和升降器总成(图2)。
结合车窗误防夹的机理,应用DFSS工具对6个子系统进行故障模拟分析,对可能导致车窗误防夹的潜在因子进行的关联性强弱分析,根据关联性的强弱来制定生产制造过程中的的控制策略。对于强关联项需要进行关键控制,对于弱关联项进行一般常规控制,以满足精益生产要求。
2.1 车身钣金对车窗误防夹故障的影响
车门钣金是车窗升降系统的重要组成部分。车窗玻璃需要沿着前窗框导轨、后窗框导轨上下运动;在玻璃到顶时,由上窗框导轨进行限位(图3)。因车窗误防夹发生在车窗玻璃上升过程中,所以车门钣金影响车门误防夹的潜在因素为前后窗框导轨平行度和开口尺寸,因窗框导轨为辊压成型,尺寸精度一般在±0.5 mm以内,对误防夹影响较小,故导轨的开口尺寸为弱关联项。
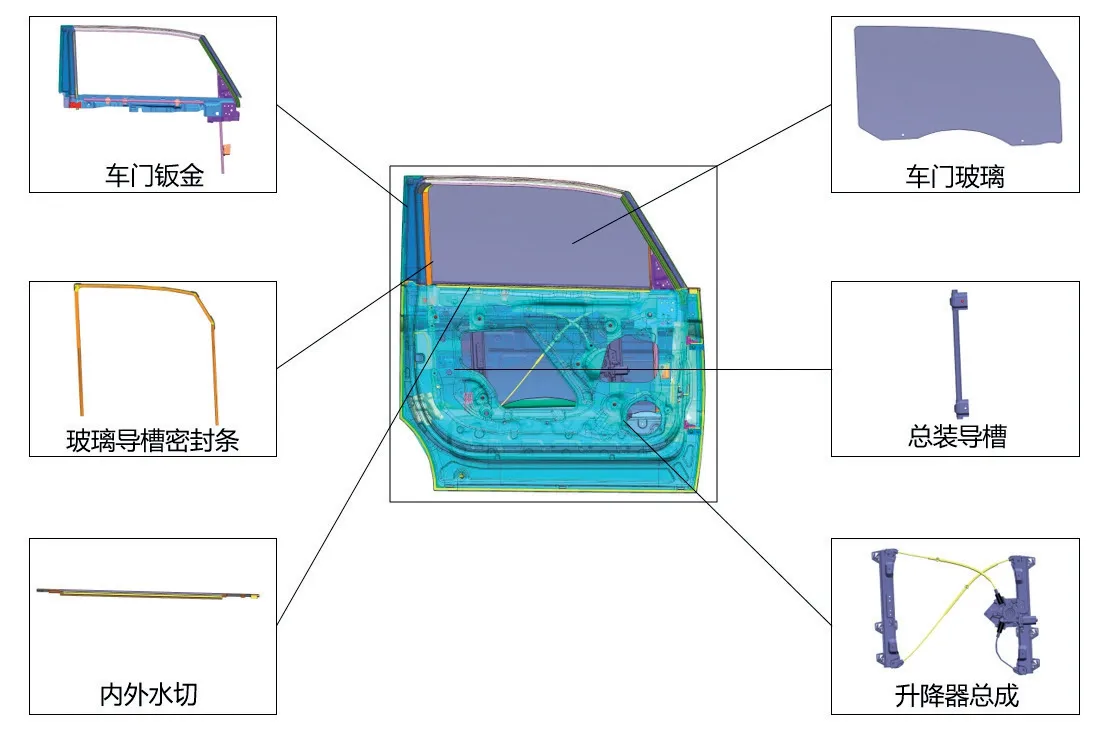
图2 车门附件各子系统图示
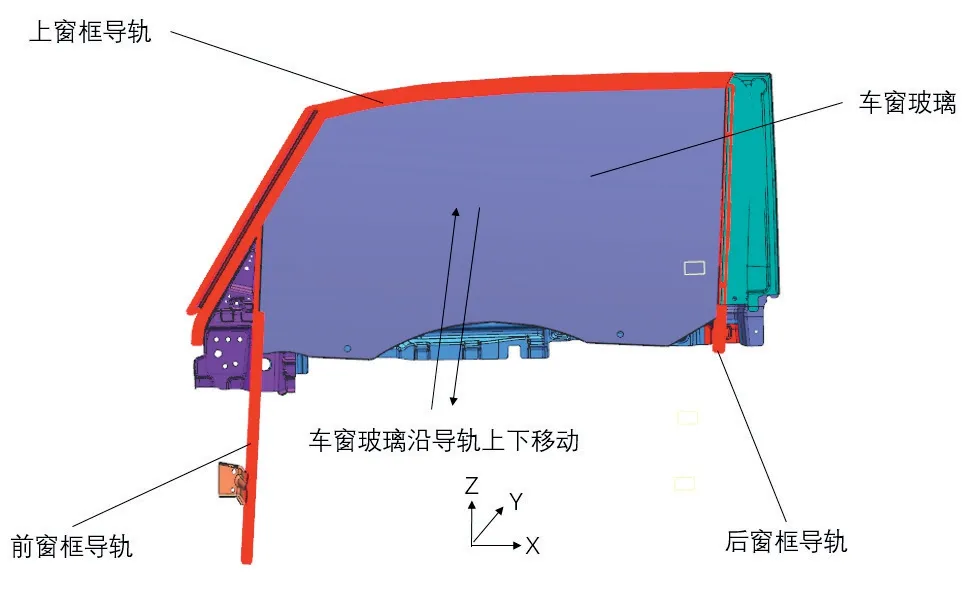
图3 车门钣金与车窗玻璃关系示意图
前后窗框导轨平行度在检具上无法直接测量,故将平行度转化为前后窗框导轨X、Y向的尺寸偏差。前后导轨尺寸偏差直接影响车窗玻璃的升降阻力,容易导致玻璃升降加速度的突变,对误防夹影响较大,因此前后窗框导轨X、Y向的尺寸偏差为强关联项。
2.2 玻璃导槽密封条对车窗误防夹故障的影响
玻璃导槽密封条安装在窗框导轨和车窗玻璃之间,在车窗玻璃沿窗框导轨运行过程中,为车窗玻璃提供缓冲和夹持作用,结构如图4所示。玻璃导槽密封条一般使用EPDM或TPV材料,常用十倍放大图来检测零件尺寸符合性。零件十倍放大图与设计的符合性,对误防夹故障的发生影响较大,为强关联项。
车窗玻璃与导槽密封条配合结构如图5所示,玻璃导槽密封条通过内外侧唇边对玻璃进行夹持。如内外侧唇边压缩负荷增大,会导致玻璃导槽密封条对玻璃的夹持力增大,会增加车窗误防夹的概率,故内外侧唇边的压缩负荷为强关联项。
玻璃导槽密封条较软,整个零件的装配路径较长,如安装不到位,可能会导致玻璃升降卡死或误防夹发生,所以玻璃导槽密封条的装配质量为强关联项。玻璃导槽密封条的插入力和滑动阻力,这2个特性主要与材料有关,对车窗误防夹的影响较小,为弱关联项。
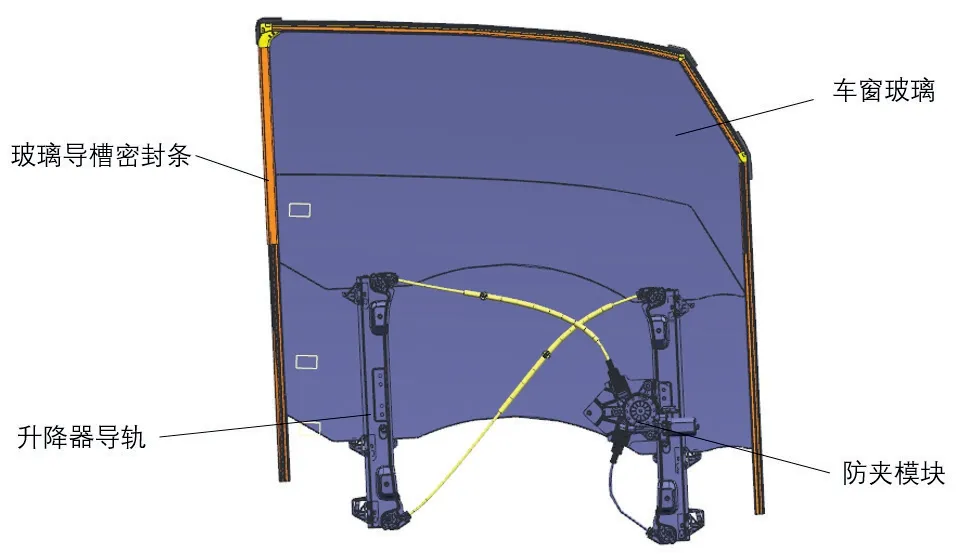
图4 车窗玻璃、升降器和密封条装配示意图
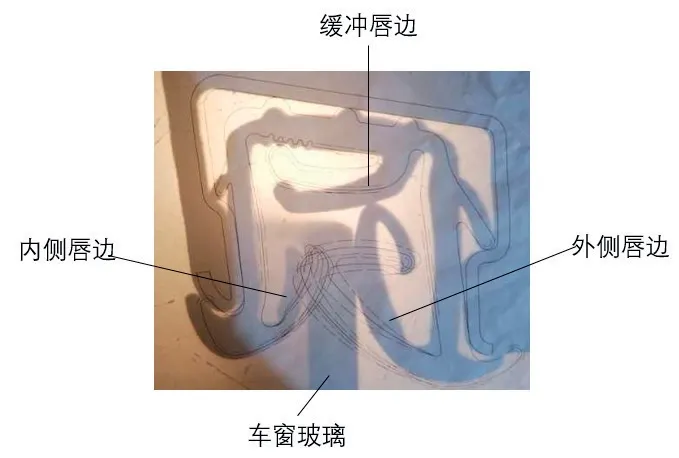
图5 车窗玻璃与密封条配合示意图
2.3 升降器总成对车窗误防夹故障的影响
升降器总成为车窗升降的动力来源,包含升降器本体和防夹模块,如图4所示。防夹模块为一键升降式电动升降器的核心零部件,为实现一键升降功能,需要实车对防夹模块进行静态标定和动态标定,根据标定结果完成软件。标定过程中的三大要素:防夹区域设定、防夹力的设定和补偿值的设定对系统容差至关重要,系统容差不够会导致车窗误防夹概率的增加,所有防夹模块的防夹区域设定、防夹力的设定和补偿值的设定为强关联项[2]。另外升降器本身结构强度、尺寸稳定性对误防夹也有一定影响,基于目前升降器结构比较成熟,导致误防夹的概率较低,故升降器本身结构尺寸为弱相关项。
2.4 内外水切对车窗误防夹故障的影响
内外水切主要为车窗玻璃提供Y向夹持,同时外水切还起刮净玻璃的作用(图6)。内外水切通过唇边对玻璃进行夹持,与玻璃导槽密封条结构上类似,但内外水切对车窗误防夹的影响远远小于玻璃导槽密封条。主要原因是在防夹区域内,水切对玻璃的夹持距离变化较小且为切向夹持受力,造成玻璃升降阻力突变的概率较小,而玻璃导槽密封条对玻璃夹持变化范围较大且横向夹持受力,容易造成玻璃升降阻力的突变。综合以上分析,内外水切对车窗误防夹影响较小,故内外水切的产品特性为弱关联项。
2.5 车窗玻璃对车窗误防夹故障的影响
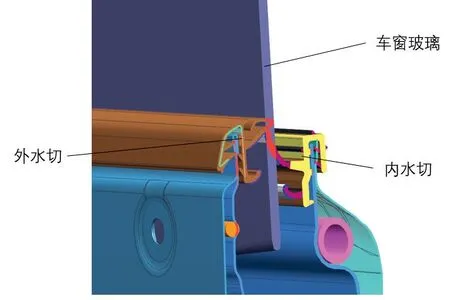
图6 内外水切和玻璃配合示意图
车门玻璃为车窗升降系统重要组成零件,与升降器总成、玻璃导槽密封条、窗框导轨、车门钣金和内外水切均存在配合关系。目前车门玻璃的制造工艺和尺寸控制成熟,切边公差可控制在±0.5 mm以内,面轮廓度公差可控制在±1 mm以内,车门玻璃的尺寸偏差较小,对车窗误防夹影响较小,为弱关联项。
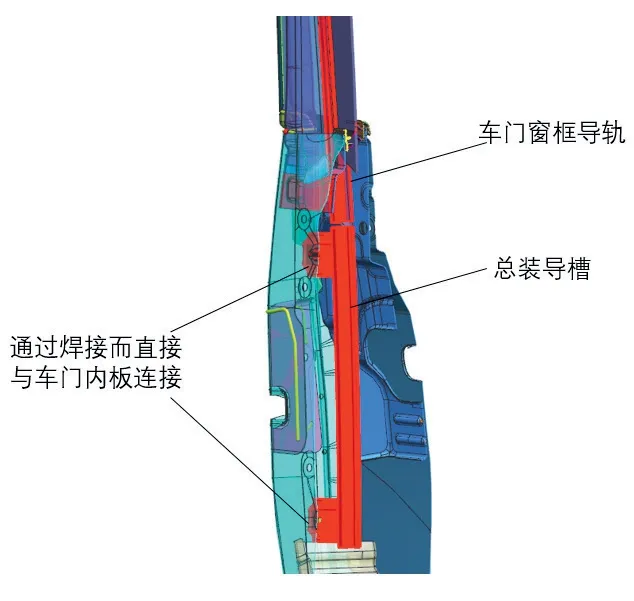
图7 总装导槽安装位置示意图
2.6 总装导槽对车窗误防夹故障的影响
总装导槽作为车门窗框导轨的延伸,主要为保证车窗降到底时,对玻璃还有一定的夹持,以防止开关门或者坏路工况时玻璃抖动异响。总装导槽与车门窗框导轨一样,均采用辊压工艺,零件本体尺寸精度较好[3]。通过焊接支架与车门内板连接(图7),如总装导槽安装不到位,会造成与窗框导轨X向、Y向偏差。玻璃导槽密封条装配后在此区域形成截面突变,容易造成升降阻力突变从未到导致误防夹发生,所有总装导槽的装配质量为强关联项。
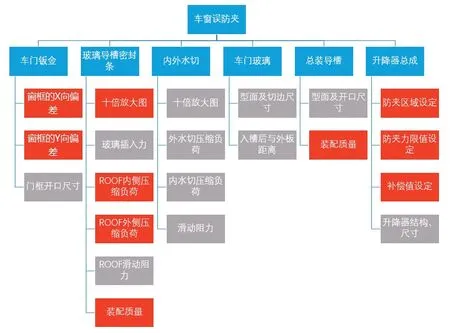
图8 车窗误防夹相关因子结构树图

图9 车窗误防夹关键控制清单
通过对车窗升降系统6个子系统进行故障模拟分析,整理潜在导致车窗误防夹相关因子结构树图(图8),合计关联项21项,强关联项10项,弱关联项11项。
3 车窗误防夹关键控制
针对分析识别出来的潜在因子进行关键控制分析,形成关键控制文件,对零部件设计、制造、过程控制和软件标定进行指导约束,将潜在风险在开发过程中逐一控制解决,才能有效降低车窗误防夹问题出现的概率。将潜在因子进行关键控制形成关键控制文件,并落实负责区域(图9)。
4 结束语
一键升降式电动升降器使用的普及率越来越高,也为客户提供了很大的便利性。车窗升降系统是一个复杂、关联性强的系统,而车窗误防夹故障恰恰是此复杂系统中的典型问题,关联因子多,排查分析困难。本文对一键升降式电动升降器的防夹法规要求进行了解析,同时对误防夹故障的机理、潜在原因分析和控制措施进行了深入的分析。尤其是使用故障模拟分析的方法,通过6个子系统充分识别潜在因子,并结合机理和故障分析,对潜在因子进行强弱关联性分类。本文在解决车窗误防夹技术问题上,采用先总后分,先全面后重点的思路,在解决典型问题上,思路和技术能力同样重要。
猜你喜欢
北京汽车(2020年6期)2021-01-04
汽车实用技术(2020年11期)2020-10-21
汽车实用技术(2020年6期)2020-05-06
中国建筑金属结构(2019年4期)2019-05-15
汽车零部件(2019年3期)2019-04-10
好孩子画报(2019年10期)2019-01-10
中国建筑金属结构(2018年6期)2018-08-31
作文评点报·低幼版(2016年6期)2016-05-14
中学生数理化·教与学(2008年2期)2008-08-23