化学机械抛光在奥氏体不锈钢中的应用
2021-05-26 07:03卫海瑞
山西冶金 2021年2期
卫海瑞
(1太原钢铁(集团)有限公司先进不锈钢材料国家重点实验室,山西 太原030003;2山西太钢不锈钢股份有限公司技术中心,山西 太原030003)
不锈钢具有独特的强度、较高的耐磨性、优越的防腐性能及不易生锈等优良特性,给人一种自然的坚固亮丽之感[1-4],其自然色彩柔和地反映出周围环境的颜色,其应用领域涉及化工、食品机械、电子、环保、装饰等行业[5-7]。随着高性能电子产品用奥氏体不锈钢材料的快速发展,对不锈钢表面质量要求极高,因此不锈钢的应用发展前景很大程度上取决于它的表面处理技术的发展程度,科研工作者对不锈钢表面的抛光工艺研究迫在眉睫[8]。
1 化学机械抛光原理
不锈钢表面常用的抛光处理方法有机械抛光、化学抛光和电化学抛光等。机械抛光是对不锈钢表面进行整平处理的机械加工过程;化学抛光是不锈钢表面在化学抛光液中选择性的溶解及浸蚀过程;电化学抛光是将不锈钢表面作为阳极进行电解,表面金属溶解的过程[9-10]。
本论文研究的不锈钢抛光工艺属于机械抛光和化学抛光两者相结合,机械抛光的目的用于初级抛光,将表面的凹凸不平度加工到一定的粗糙度,然后再进行化学抛光,除去表面微观不平度,从而提高镜面光亮度,满足最终的表面质量要求。
2 试验材料与工艺
2.1 试验材料
实验用材料为来自太钢大生产的不锈钢卷板,表面状态为No.1的316不锈钢,其规格为5.5 mm×1 500 mm×Lmm;No.2B的304不锈钢,其规格为2 mm×1 500 mm×Lmm。
2.2 化学机械抛光工艺
2.2.1 试样准备
预抛光试样的表面状态为No.1的316、No.2B的304奥氏体不锈钢,进行机加工,具体规格为:试样厚度范围为0.5~6 mm,长度范围为10~250 mm,宽度范围为10~250 mm,面积范围为100~20 000 mm2(如图1所示)。
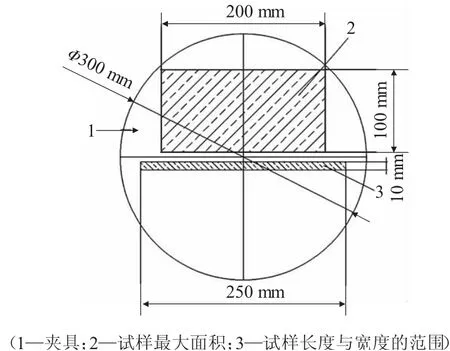
图1 试样尺寸范围示意图
2.2.2 固定试样
将加工好的试样通过热熔胶粘于Φ300 mm的夹具上,然后将试样连同夹具一起置于Φ640 mm的抛光平台上(如下页图2所示),抛光平台上可同时固定3个夹具,夹具上方通过压重模块施加压力(如下页图3所示)。
2.2.3 粗抛
固定好试样后对试样进行粗抛,该工序的操作过程为:在粗抛平台上固定同直径的粗抛磨料,开启电源,使粗抛平台进行逆时针旋转,通过压重模块对夹具的压力,使样品表面与粗抛磨料间产生摩擦力,从而带动夹具进行逆时针旋转,夹具的转速与粗抛平台转速不一致,使粗抛磨料对样品表面进行粗抛工序。
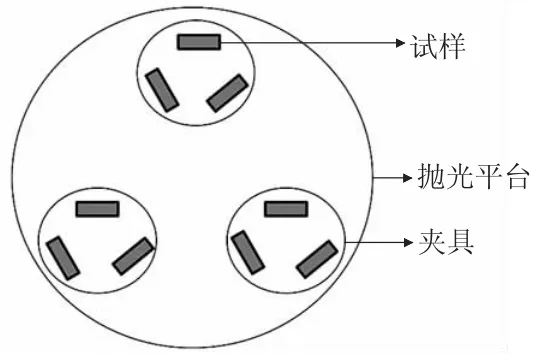
图2 抛光平台示意图
图3 压重模块示意图
2.2.4 中抛
粗抛完毕后对试样进行中抛,该工序的操作过程为:在中抛平台上固定同直径的中抛磨料,开启电源,中抛平台进行逆时针旋转,通过压重模块对夹具的压力,使样品表面与中抛磨料间产生摩擦力,从而带动夹具进行逆时针旋转,夹具的转速与中抛平台转速不一致,使中抛磨料对样品表面进行中抛工序。
2.2.5 精抛
中抛完毕后对试样进行精抛,该工序的操作过程为:在精抛平台上固定同直径的精抛磨料,开启电源,精抛平台进行逆时针旋转,通过压重模块对夹具的压力,使样品表面与精抛磨料间产生摩擦力,从而带动夹具进行逆时针旋转,夹具的转速与精抛平台转速不一致,使精抛磨料对样品表面进行精抛工序。
2.2.6 清洗吹干
将精抛后的试样用无水酒精清洗,并吹干表面。
上述抛光工艺中,粗抛、中抛、精抛三个工序的基本参数如表1所示。
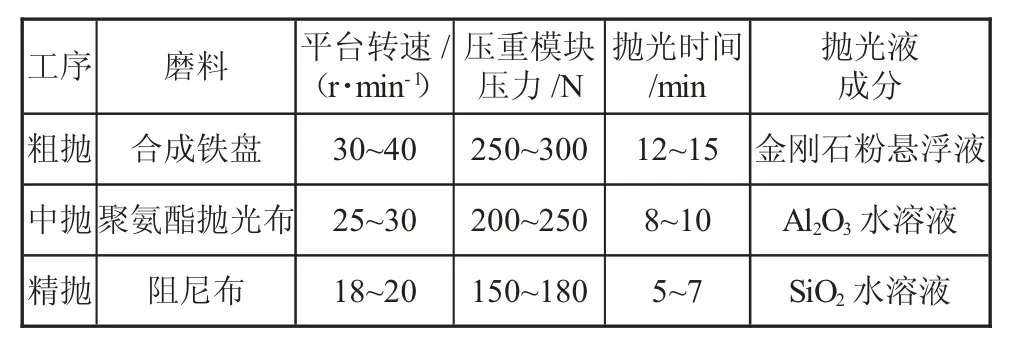
表1 三个工序的工艺参数
3 试验结果讨论
本工艺一次抛光流程可同时完成多个试样的镜面抛光,可实现最薄0.5 mm厚度的奥氏体不锈钢材料抛光,并且有效消除表面麻点砂眼、线状缺陷等问题,满足了整个抛光表面没有目视可见的缺陷,达到高性能电子产品外观的表面质量要求,同时满足粗糙度值Ra≤0.005μm。用扫描电镜观察试样表面,其微观形貌如图4所示。
图4 试样微观表面扫描电镜图
1)奥氏体不锈钢材料的表面抛光工艺主要包括试样准备、固定试样、粗抛、中抛、精抛、清洗吹干等步骤;
2)该工艺可实现对厚度规格为0.5~6.0 mm的奥氏体不锈钢材料进行抛光,有效消除各种表面缺陷问题;
3)通过抛光试验,不锈钢抛光表面粗糙度值Ra≤0.005μm,完全满足高性能电子产品的表面质量要求。
猜你喜欢
流体机械(2022年8期)2022-10-13
中国特种设备安全(2022年3期)2022-07-08
阅读(科学探秘)(2020年8期)2020-11-06
中国铸造装备与技术(2017年3期)2017-06-21
民间故事选刊·上(2017年5期)2017-05-17
中国神经再生研究(英文版)(2017年4期)2017-01-12
佛山陶瓷(2016年5期)2016-05-14
汽车文摘(2015年6期)2015-12-12
中外文摘(2015年6期)2015-11-22
知识窗(2015年1期)2015-05-14