TBM、盾构盘形滚刀硬岩掘进的刃口磨损形状分析及优化对策
2021-05-18 08:29张宁川
隧道建设(中英文) 2021年4期
张宁川
(中铁工程装备集团有限公司, 河南 郑州 450016)
0 引言
盘形滚刀滚压破岩虽然是各种机械破岩方法中最高效的[1],但滚刀消耗费用占比较大。例如:根据早期秦岭铁路隧道的费用统计可知,滚刀消耗费用占比高达20%~30%。根据岩石压入硬度为单轴强度的5~20倍关系[2]换算可知,岩石单轴强度很大时,其压入硬度与滚刀刃口金属的压入硬度接近,因此破岩中滚刀的磨损是不可避免的。减少滚刀磨损的研究一直在进行,目前已有不少学者首先从提高破岩效率以减少滚刀磨损方面进行了研究,例如:张桂菊等[3]采用颗粒离散元法建立二维数值模型,得到破岩效果最优的动静荷载组合;苏利军等[4]采用颗粒流方法建立二维数值模型模拟破岩,得出中等强度围岩中楔形刀刃产生的径向裂纹效果更为显著、高强度围岩中平刃对岩石的破坏更大但所需推力更大的结论;龚秋明等[5]利用试验台研究刀间距对破岩效率的影响,认为当刀间距与贯入度的比值为30时,比能值最低、破岩效率最高;彭琦[6]进行了围压对破岩影响机制的研究,认为围压越高对破岩越有利;施雪松等[7]采用颗粒流方法揭示了不同节理特征对破岩效率的影响。其次是滚刀的磨损机制、损坏形式、数值模型预测方面的研究。例如:姚印彬[8]以武汉某过江隧道为例分析了常压泥水盾构滚刀非正常磨损的原因,提出了优化刀筒装配程序、降低刀圈硬度等措施;竺维彬等[9]以40台次的掘进统计对滚刀磨损进行了定性分类,提出了复合地层滚刀磨损对策;洪开荣[10]依据引汉济渭岭南隧洞2 000 m磨损统计数据,分析了高强度高磨蚀地层滚刀磨损的原因,并提出了优化掘进参数等措施;秦银平等[11]基于Rabinowicz磨粒磨损引入CSM破岩模型对磨损进行研究,构建了滚刀磨损速率预测模型;张厚美[12-13]对滚刀重复破碎与二次磨损规律以及滚刀滑动磨损进行了研究,首次提出了重复破碎与二次磨损定量计算方法及磨损规律;孙振川等[14]以引汉济渭岭南TBM工程二长花岗岩滚刀磨损为例,经分析发现岩石的磨蚀性由其抗压强度与矿物成分共同决定,刀圈的耐磨性主要取决于材料的成分及组织,认为破岩体积更能准确衡量滚刀磨损的快慢,重复磨损对边刀影响大;王旭等[15]基于摩擦磨损学原理分析了刀圈磨损机制、刀圈刃口3种磨损形式(磨平、双曲线、尖状),认为高强度岩石是刃口磨平的主因,中强度岩石是刃口磨出双曲线的主因,低强度岩石是刀口磨尖的主因;金艳秋等[16]对引洮9号隧洞TBM滚刀磨损原因进行了分析,认为不完全胶结砂岩及刀盘开口率低是导致刃口磨成尖状的原因。上述研究多从正向的角度对破岩与滚刀磨损进行分析,少数研究虽然注意到滚刀刃口磨损形状但分析不足。通过现场观察了国产盾构TBM滚刀刃口磨损形状,认为这是滚刀与岩石作用结果的一种真实反映,并反过来会影响破岩效率。本文结合刃口磨损形状对应的地层、设备类型与滚刀配置、滚刀梯度硬度耐磨度、掘进参数等情况,从反向分析的角度,对滚刀磨损综合原因进行研究,并提出相应减少磨损、提高破岩效率的优化措施。
本文仅对正常磨损的正滚刀的刃口形状进行分析并提出优化对策,不包括中心刀、边刀以及原因比较明确的各种异常损坏。由于开挖面滚刀的破岩过程无法直接进行观察,刃口正常磨损形状的分析检测及原因推断属于静态的事后分析,是运用机械学、力学等原理进行的推断和探讨。
1 滚刀正常磨损的3种刃口形状及机制分析
1.1 尖鼓形刃口
如图1所示的滚刀刃口磨损被称为尖鼓形刃口。刃口的中间为尖棱,两侧为鼓凸出的轮廓面,是一种二次磨损严重的刃口形状,在土压平衡盾构、泥水盾构、TBM刀盘中均有出现。形成尖鼓形刃口磨损的原因是:1)土舱内堆积有一定量的岩块渣土;2)渣土颗粒硬度很大;3)滚刀冷却良好。刀盘转动时滚刀刃口在刀盘线速度方向需要排开堆积的渣土,产生了对滚刀外露于刀盘面板部分表面持久的二次滑动摩擦,特别是渣土中含有一定比例的石英颗粒时,刀圈表面金属刮削的磨粒磨损作用更加明显。持久的磨粒刮削使二次磨损速度大于刃口纯滚动的一次磨损,故在破岩过程中刃口两侧不断被快速磨损,从而始终保持尖鼓形状。要形成尖鼓形状,滚刀冷却必须良好,否则尖棱极易因高温软化消失。即使是在极高强度的岩石中也能磨出尖鼓形刃口,例如:中铁装备公司应用于新加坡的泥水盾构,在200 MPa的花岗岩中磨出了尖鼓形刃口。但如果土舱的渣土以黏土为主,由于黏粒吸附的强弱结合水膜具有润滑作用,则因二次磨损作用不明显,不会产生尖鼓形的刃口磨损形状。

图1 尖鼓形刃口
1.1.1 土压平衡盾构产生尖鼓形刃口磨损的机制分析
土压平衡盾构在全断面岩石地层中掘进一般会出现尖鼓形刃口磨损。在局部或全断面的岩石地层中,由于开挖面稳定,盾构经常会采用敞开模式或者气压模式掘进,但由于土压平衡盾构需要采用螺旋机出渣,故土舱中必须至少存有小半舱渣土,使舱内渣面高于螺旋机进口,以便渣土能够进入螺旋口。而当刀盘和滚刀扫过土舱下部积渣时,滚刀由于二次磨损而形成尖鼓形刃口。盾构硬岩气压模式掘进示意图如图2所示。

1—盾构硬岩中半舱掘进时的气压;2—排开渣土的外环位置的滚刀;3—土舱底部的渣土。
图3(a)为中铁装备172#土压平衡盾构在厦门地铁中风化、微风化花岗岩地层掘进过程中进舱检查拍摄的滚刀尖鼓形刃口照片。二次磨损形成了刃口的尖鼓形磨损形状。
图3(b)为中铁装备234#土压平衡盾构在武汉地铁全断面砂质泥岩地层掘进过程中进舱检查拍摄的滚刀尖鼓形刃口照片。

(a)厦门地铁中铁装备172#土压平衡盾构滚刀尖鼓形刃口磨损照片
1.1.2 泥水盾构产生尖鼓形磨损的机制分析
硬岩掘进的泥水盾构泥水舱中充满了悬浮着各种硬颗粒的混合浆液,对滚刀产生强烈的二次摩擦磨损作用。如果泥浆环流系统出现滞排,大颗粒渣土堆积在气垫舱下部,导致泥水舱渣土堆积,进而加剧滚刀的二次磨损。图4(a)为中铁209#泥水盾构在新加坡地铁全断面中微风化花岗岩地层掘进过程中进舱检查拍摄的滚刀尖鼓形刃口磨损照片。图4(b)为广深港客运专线狮子洋隧道SDⅢ标NFM泥水盾构在泥质粉砂岩地层掘进过程中进舱拍摄的滚刀尖鼓形刃口磨损照片。

(a)新加坡地铁泥水盾构滚刀尖鼓形刃口磨损照片
如果为常压泥水盾构,除了上述的泥水舱二次磨损,还常伴有常压滚刀刀筒内渣土堵塞,会产生更为严重的二次磨损,形成尖鼓形刃口磨损,例如图5所示的佛莞城际交通3标常压泥水盾构在砂岩掘进过程中形成的滚刀尖鼓形刃口磨损。

图5 佛莞城际交通3标常压泥水盾构滚刀尖鼓形刃口磨损照片
1.1.3 敞开式或护盾式TBM产生尖鼓形磨损的机制分析
TBM刀盘面板前的渣土从进渣口进入刀盘内的溜渣板后,溜渣板携带的渣土会随刀盘转动到上部,在重力作用下下溜到土舱中心集料斗内由中心皮带机向后运送。故TBM刀盘理论上在土舱内不存留渣土,因而不会产生对滚刀的二次磨损作用。但如果刀盘进渣口尺寸过小,进渣口容易被石粉泥饼堵塞,导致刀盘前面存留大量碎渣,也会造成滚刀二次磨损。这是TBM出现比例较大的尖鼓形刃口磨蚀的原因。图6为深圳地铁6号线中铁382#双护盾TBM刀盘进渣口泥饼堵塞照片,刃口尖鼓形磨损照片如图7所示。

图6 深圳地铁6号线中铁382# 双护盾TBM刀盘进渣口泥饼堵塞照片

图7 深圳地铁6号线中铁382#双护盾TBM刀盘刃口尖鼓形磨损照片
综上所述,当掘进机采用的掘进模式具备二次磨损条件且渣土强度和硬度较大时,包括土压平衡盾构、泥水盾构、TBM等在内的机型的滚刀均可出现尖鼓形刃口磨损。
1.2 棱形刃口
图8(a)为中铁125#土压平衡盾构在南宁地铁1号线埌—百区间泥岩地层掘进过程中滚刀的刃口磨损照片。本文将该磨损称为棱形刃口磨损,是一种在软岩掘进中出现的刃口磨损形状。图8(b)为中铁241#TBM在兰州水源地引水隧洞花岗岩掘进中出现的棱形刃口磨损照片,是一种在脆性硬岩掘进过程中出现的刃口磨损。

(a)南宁地铁1号线中铁125#土压平衡盾构滚刀棱形刃口磨损照片
1.2.1 脆性岩石形成棱形刃口磨损的机制分析
与尖鼓形刃口磨损形状不同的是,棱形刃口磨损形状中刃口中心虽存在凸出的尖棱,但尖棱两侧高度低于尖棱的凹弧。原因分析如下:滚刀破岩时,刃口下方的脆性岩石在积储足够的弹性能量发生剪切破坏后,刃口两侧的岩片突然破裂飞出,剧烈的摩擦强烈磨蚀刃口两侧的金属,形成棱形刃口磨损形状。此种磨损形状多出现在二次磨损较少的TBM刀盘中。图9为刀盘试验台破岩试验中碎屑从刃口两侧爆炸性飞溅的照片。碎屑的方向和速度表明这种磨蚀是存在的。同时,也可反推出当刃口出现这种形状时,破岩的状态是良好的,并能够形成如下良性循环:一方面,滚刀刃口中间的凸棱面积小,滚刀推力很容易对岩体接触面造成高压强,促使岩体产生裂纹并扩展贯通形成破片,获得较为理想的贯入度,形成文献[1]所述的以断裂体为主的碎屑,断裂体在岩屑中占比较大,破岩比能降低,效率提高;另一方面,随着刃口两侧金属的快速磨损,凸棱能够一直保持尖凸状态,即使刃口正常磨损到根部,刃口凸棱依然尖凸,仍使接触区保持有效的高压强。从新刀磨损到规定的换刀直径时都能保持良好的破岩状态,从而可以延长滚刀的有效使用寿命。

图9 破岩试验中碎屑从刃口两侧爆出
1.2.2 软岩产生棱形刃口磨损的机制分析
棱形刃口磨损经常出现在只有3~5 MPa的泥岩或泥质粉砂岩的盾构掘进中,由于围岩较软,推测滚刀刃口滚压时破片飞溅的情况较少,刃口下方的岩体塑性变形后从刃口的两侧被挤出,对刃口两侧金属也起到摩擦磨蚀作用,形成棱形刃口,如图10所示。由于软岩渣土的磨蚀性低,二次磨损作用不强,即使土舱积渣也不能形成1.1节所述的尖鼓形刃口磨损。
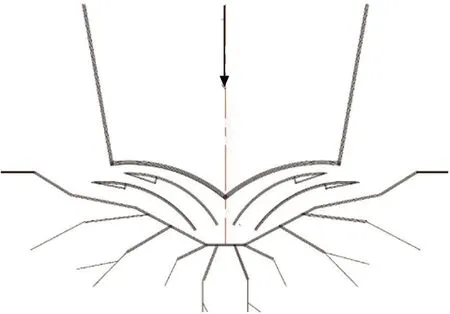
图10 软岩掘进过程中盾构滚刀刃口下方土体向两侧挤出后形成棱形刃口磨损示意图
由于单纯依靠刃口对软岩的挤入来实现贯入,随着刃口磨损到根部,刃口的宽度越来越大,刀盘推力越来越大,推进速度逐渐降低。例如:中铁装备公司的583#土压平衡盾构在成都地铁11号线低强度的泥质粉砂岩掘进中整盘滚刀均出现如图11所示的棱形刃口磨损,随着滚刀磨损到根部,推力越来越大,推进速度越来越低。

图11 成都地铁11号线中铁583#土压平衡盾构滚刀棱形刃口磨损照片
文献[15]中描述的甘肃引洮9号隧洞双护盾TBM在软弱未完全胶结的碎屑沉积岩中掘进出现了棱形刃口,随着棱形刃口磨损到根部出现了刃宽逐渐变大、推力逐渐变大、推进速度逐渐降低的情况,说明的也是该种工况。
1.3 矩形刃口
1.3.1 矩形刃口磨损形态
图12(a)为引汉济渭岭南隧洞罗宾斯敞开式TBM花岗岩掘进过程中滚刀矩形刃口磨损照片;图12(b)为辽西北供水工程2段5标TBM花岗岩掘进过程中滚刀矩形刃口磨损照片;图12(c)所示为汕头榕江引水隧洞中铁770#TBM花岗岩掘进过程中滚刀矩形刃口磨损照片;图12(d)为兰州水源地引水隧洞中铁241#TBM花岗岩掘进过程中滚刀矩形刃口磨损照片。

(a)引汉济渭岭南隧洞TBM滚刀矩形刃口磨损照片 (b)辽西北供水工程TBM掘进过程中滚刀矩形刃口磨损照片
1.3.2 矩形刃口磨损形成机制分析
根据施工案例中滚刀磨损统计可知,滚刀刃口的矩形磨损形状普遍出现在采用TBM掘进、围岩强度大于150 MPa、完整性好、风化程度低的场合中。按照文献[2]的描述,岩石的压入硬度为抗压强度的5~20倍,单轴抗压强度为150 MPa的岩石最高压入硬度可达3 000 MPa,滚刀较难以挤压产生裂纹破片方式破岩,多以碾磨和粉碎方式破岩,贯入度一般小于4 mm。由于破片飞溅少且两侧磨损少,刃口不能自然磨尖;岩石硬度大,磨粒磨损速度快,且TBM刀盘积渣少,产生的二次磨损很少,故刃口趋于磨平。为了获得贯入度,滚刀推力加大后荷载增大,进而发热量大、温度高,如果TBM刀盘的喷水系统对滚刀冷却效果跟不上,刃口即使有尖棱也会在高温下软化、在重压下压平。例如:泥水盾构和土压平衡盾构在冷却充分的条件下,即使是在140 MPa围岩(例如厦门全断面花岗岩的土压平衡盾构)或200 MPa围岩(例如新加坡全断面花岗岩的泥水盾构)条件下,在二次磨损辅助下,滚刀刃口仍能保持尖鼓形磨损形状。刃口出现矩形磨损时推进的贯入度低,掘进进尺不能满足施工进度要求。
2 尖鼓形及棱形刃口磨损带来的思考
根据现有的研究可知,滚刀刃口对岩面的破坏作用越大,破岩效果越好[4]。各种物理数值模型的二维图像及试验台岩样剖分面显影图像也显示刃口下岩石的破坏区域越大,裂纹越多越深。这就需要滚刀刃口具有一定的刃宽(13~20 mm),才能在下方形成较大的密实核粉碎区,将垂直推力按静水压力传力原理转化为各向力产生放射性裂纹。若刃口尖锐,形成的粉核区小,难以在岩面形成裂纹,破岩效果会很差。这也是经过很多试验台的破岩试验后验证得到的。
尖锐的刃口是一种另类。每次进舱检查都会看到一些正常磨损的滚刀具有尖锐的形状。新刀刃口在最初几mm的高度内还可能大致保持“最佳”形状,再往下就会被特定的环境改造为它们“应该”具有的形状。图13所示为长沙南湖路泥水盾构砾岩掘进尖鼓形磨损照片,新刀刃口磨损10 mm后由初始的圆弧形刃口变为尖鼓形刃口。

图13 长沙南湖路泥水盾构砾岩掘进尖鼓形刃口磨损
当工作人员进舱检查看到尖锐刃口时,它们已经在这种状态下工作很长时间了。图14所示为佛莞城际轨道交通3标隧道常压泥水盾构砂岩地层掘进过程中尖鼓形刃口磨损量为33 mm的照片,说明滚刀长期以尖刃进行破岩。

图14 常压泥水盾构砂岩地层掘进过程中尖鼓形刃口磨损照片
不管这些刃口磨损的形状相对现有的破岩基础理论是否合理,它们都实际存在,并且盾构以这种刃口磨损的形状长期掘进破岩并具有进度。真正长期影响破岩效果的是这些“自然形成”的刃口形状,如果利用刀盘试验台研究这些尖锐的刃口形状对破岩的影响会有实际意义。这是因为不能指望每把滚刀刃口从开始使用到寿命周期终点被更换时,都会一直保持新刀的初始刃口形状。尖锐的刃口为什么能够破岩?效果如何?应进行试验研究并建立相关理论。
3 破岩效率的优化与对策
根据掘进施工经验可知,提高破岩能力最直接的办法是增大滚刀的推力。文献[4]中第3条和第4条的结论也阐述了推力对岩石破坏的正比作用。但推力的增加需要配置高性能的滚刀。假设滚刀轴承承载力很大,刀圈硬度高、强度高、韧性好,则再强的岩石掘进也会获得理想的贯入度。但现在哪怕对滚刀的性能提高一点也要付出很大的努力和很长的时间,而通过工法与设备的最优配置充分发挥现有滚刀的性能,尽可能满足施工要求却是在设备采购时或现场施工时短时间内就可以做到的。通过优化设备选型方案,利用分析刃口磨损形状掌握掘进状态来调整在用设备及刀具的配置和使用,在一定程度上可以弥补滚刀性能的不足,提高掘进效率。
3.1 滚刀产生尖鼓形磨损的利弊与对策
3.1.1 利弊分析
虽然尖鼓形刃口的中心棱不需要太大推力即可产生对岩面的巨大压强,有利于压溃中等强度岩石形成破片,且二次磨损作用可始终使刃口保持这种形态。但二次磨损却加快了滚刀的总体磨损速度。例如:根据佛莞城际轨道交通3标常压泥水盾构刀具在500—700环、岩层强度为60 MPa的砂岩中滚刀磨损统计,对于482.6 mm(19英寸)滚刀,每刃开挖方量折合为全磨损掘进方量平均只有250 m3左右,低于类似砂岩泥水盾构滚刀磨损统计值;深圳地铁不同隧道区间物理力学参数相同的花岗岩层,盾构掘进滚刀的平均消耗量约为TBM平均消耗量的3倍,盾构每把滚刀掘进量约为100 m3(包含了异常损坏,下同),而TBM的每把滚刀可开挖300~400 m3。这就是盾构在硬岩掘进中存在严重二次磨损的原因。
3.1.2 优化措施与对策
3.1.2.1 优化盾构选型
近年来多模式盾构技术越来越成熟,在复合地质条件下采用多模式盾构有利于工程安全和经济效益。从避免二次磨损的角度出发选用“土压-TBM”、“泥水-TBM”双模盾构,即在软土洞段采用盾构模式,在全断面硬岩洞段采用TBM模式,可避免或减轻滚刀二次磨损。选用“直排-气垫”双模泥水盾构,在无大粒径掉块的岩层中采用直排模式时可降低泥水舱浆液浓度,也可减缓滚刀二次磨损。
3.1.2.2 优化刀盘设计
TBM刀盘需要综合考虑进渣口数量、进渣口开度尺寸与滚刀刀箱数量之间的关系,防止进渣口过小出现被石粉泥饼堵塞的现象。
3.1.2.3 盾构渣土改良
土压平衡盾构用于局部全断面硬岩洞段时,即使在采用敞开模式或气压模式的同时,如果能够进行适当的渣土改良,降低渣土的内摩擦因数,则也能够有效减缓二次磨损。
3.1.2.4 优化掘进参数
在地质条件许可时,相同的推进速度虽然可采用“大贯入度、低转速”和“小贯入度、高转速”2种方式来实现,但前者可以减少刀盘在同里程长度内的转数,从而减少磨损。很多盾构司机害怕刀盘转矩上升导致推力加大,从而采用小贯入度,相当于加长了滚刀的轨迹行程,增加了磨损。实际上在设备强度和性能允许的范围内,应充分发挥设备的性能才能取得更好的效益。
3.2 滚刀产生棱形刃口磨损的利弊与对策
3.2.1 利弊分析
在中等强度脆性围岩掘进中出现棱形刃口磨损形状是滚刀及掘进参数与围岩能够很好匹配的表现,刀盘破岩效果较好,渣土中碎断体和断裂体的比例较高[1],破岩比能小,滚刀磨损小。出现这种刃口形状时,贯入度一般都在7~12 mm,破岩效率较高,这是施工人员希望和期待的状况。如果围岩强度合适而滚刀却没有出现棱形刃口,则说明破岩没有达到应有的理想状态。
3.2.2 优化措施与对策
3.2.2.1 设定合适的滚刀推力
不同的围岩强度对应不同的滚刀推力。围岩强度越大,滚刀需要的推力也越大,如果遇到超强围岩,有时不得不用掉滚刀的推力储备(为额定值的3~4倍),以减少轴承寿命为代价使滚刀的荷载推力值大于滚刀轴承的额定承载值,以获得必要的贯入度。例如:引汉济渭南口隧洞TBM在150 MPa的花岗岩掘进中就采取了刀盘推力大于滚刀额定承载力总和值的措施。如果没有进度,滚刀的使用寿命周期再长也没有实际意义。
3.2.2.2 设定合适的推进速度
如果设定的推进速度低,虽然能够产生贯入度但会导致实际贯入度过小,刃口两侧破片飞溅速度小使两侧金属磨蚀速度低,则刃口磨蚀不出凸棱形状,或凸棱很低。所以应根据荷载推力的大小在许可时适当加大推进速度,使滚刀的磨蚀进入棱形良性循环的状态,并获得良好的进度。
3.2.2.3 优化刀盘及主机设计
TBM设计时对刀间距、滚刀规格、渣土流动性、刀盘推力等进行综合考虑,并优化主机性能(例如推力、转矩、转速等),为以后的掘进方案预留可调整范围,以在地质超常变化时使滚刀保持良好的破岩效果。
对于塑性较好的软岩,纯粹依靠刃口挤入,则棱形刃口磨损对贯入度没有什么帮助。所以应选用牙侧角较小的窄刃滚刀,以便长期保持适当的刃宽。
3.3 滚刀产生矩形平刃口的利弊与对策
3.3.1 利弊分析
矩形刃口磨损往往发生于极硬的花岗岩中,滚刀因贯入困难而磨成平刃,随着刃口磨损刃宽越来越大,刃口接触面越来越大,压强越低,更不易形成破片,导致恶性循环。
3.3.2 优化措施与对策
3.3.2.1 改善滚刀的品质与参数
引汉济渭南口隧洞采用罗宾斯敞开式TBM施工,在采用了罗宾斯新研制的XHD超硬钢刀圈后,刀圈的耐磨寿命比原来HD刀圈提高了20%。由于刀圈材质优良、抗断裂,滚刀刃宽也减少到13 mm,以便减少刃口与岩石的接触面积,进而提高压强利于贯入。同时,牙侧角减小也利于刃口长期保持窄刃。
为了使滚刀兼具高硬度及高韧性,不少硬岩掘进施工项目采用了如图15所示的扁齿滚刀。国内刀具厂商也开发了梯度硬度光面滚刀:刀圈内孔硬度约为40 HRC,刀刃部位硬度为57~60 HRC,最高硬度可达60~62 HRC。内圈较软处冲击功可达25~30 J,以使刀圈硬度和韧性互相兼容。近年来,珠三角地区、济南、厦门、武汉、成都、南宁、贵阳等地很多地铁或交通隧洞项目采用扁齿刀,普遍使滚刀寿命提高了数倍,但仅能用于中等强度以下的围岩,当围岩强度很高时容易崩齿。图15为中铁733#盾构用于贵阳地铁3号线1期工程14标师范学院站—东风镇站区间灰岩地层掘进的扁齿滚刀,岩石强度为63 MPa,存在硬质合金齿,有崩齿现象。因此,滚刀性能的提高是影响极硬岩石滚刀掘进开挖效率的重要因素。因为相对于滚刀性能的提高,掘进机刀盘推力的增大更容易实现。

图15 贵阳地铁3号线灰岩白云岩盾构掘进的扁齿滚刀磨损照片
3.3.2.2 探索其他辅助破岩方式
由于在极硬岩中单纯采用滚刀滚压破岩会遇到诸多难以迅速解决的困难和不利因素,因此不得不进行其他全新的破岩方式的研究。例如:中铁工程装备公司在福建龙岩引水隧洞工程中研发了超高压水射流辅助破岩技术(如图16所示),即在常规TBM刀盘上布置的喷嘴利用超高压水射流切割开挖面获得环状的切槽组,形成垂直于开挖面的同心环切槽形的临空面,相当于裂隙发育,以利于滚压裂纹贯通破岩;TBM其他原有的功能全部保留,在围岩强度适合时仍采用常规模式掘进。目前在研究中的还有激光辅助破岩方法,但这方面还有很长的路要走。
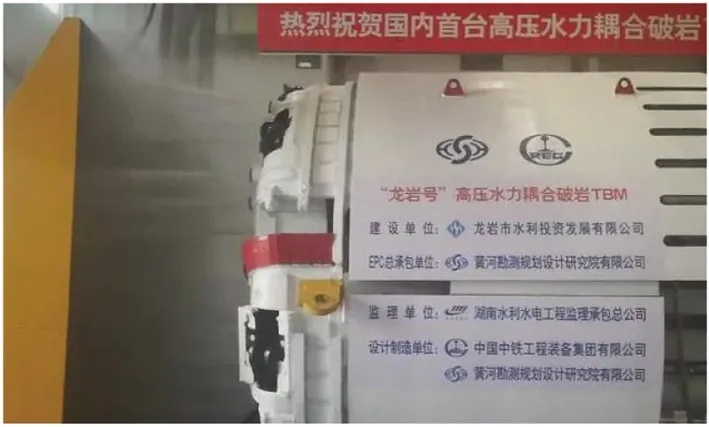
图16 超高压水辅助TBM破岩试验
4 结论与体会
目前,从刃口磨损形状反推并分析滚刀与围岩相互作用过程、反推破岩效果满足性方面的研究较少。但刃口磨损形状是各种因素作用下破岩效果的实际反馈,本文研究的内容具有实际意义,并在盾构TBM及刀盘的设计制造、主机针对性选型、现场操作使用方面发挥过作用。研究结论及体会如下:
1)在不同的围岩条件下,对应于不同类型的盾构TBM、掘进模式及控制参数,正滚刀正常磨损的刃口会呈现尖鼓形、棱形、矩形3种刃口形状。这些刃口形状是滚刀与围岩相互作用过程的真实反映,对其进行分析可为优化掘进方案提供依据。
2)滚刀在磨损后,其刃口的自磨损形状反过来会影响掘进效率。刃口形成尖鼓形状和棱形形状是脆性岩石破岩状态比较理想的表现,也有利于贯入并可在破岩过程中自行保持。但尖鼓形刃口磨损速度快,可对掘进模式及方案进行优化,目前已有相应的有效措施。刃口形成矩形形状表明破岩相对困难,刃口不利于贯入并越磨越宽,需要优化但目前有效的措施较少。
3)针对具体的围岩条件事先选择合适的机型,对于设备设计制造应事先预留较宽广的功能及参数调整范围,有利于在不同围岩情况下根据刃口形状采取优化措施。设备进洞后,在已有的功能性能条件下,也能够通过优化掘进方案而改善破岩效果。
分析滚刀刃口磨损形状反推破岩实际过程的方法是一个试验反馈分析类新课题,难点是连续、真实的现场第一手资料的统计分析,遗漏环节中的某个次要因素都会带来误判,从而影响到优化方案的准确性。但对提高破岩效率确实具有实际意义。因此,后续应进一步研究。
猜你喜欢
科学技术与工程(2022年27期)2022-11-04
工程爆破(2022年2期)2022-06-17
建筑机械化(2022年1期)2022-01-29
金刚石与磨料磨具工程(2021年5期)2021-11-06
科学技术与工程(2021年26期)2021-10-08
隧道建设(中英文)(2021年3期)2021-04-14
支部建设(2019年9期)2019-04-10
中国港湾建设(2017年11期)2017-12-19
山东工业技术(2016年15期)2016-12-01
锻造与冲压(2014年14期)2014-10-10