
冷藏半挂车地板横梁自动化拧紧控制策略研究
2021-05-17 06:57:04李晓甫张世炜周海波刘文帅曹志强
新技术新工艺 2021年4期
李晓甫,张世炜,吴 沙,周海波,刘文帅,曹志强
(中集车辆(集团)股份有限公司,广东 深圳 518067)
随着我国经济的发展和人民生活水平的提高,人民对食品的多样性和新鲜程度的需求也日益增大,拉动了冷藏冷冻食品消费的迅速增长,也带动了冷藏车行业的发展[1-2]。冷藏半挂车地板横梁是冷藏半挂车的重要组成部分,它通常是非金属横梁和金属工字梁的组合,本文所研究的冷藏半挂车地板横梁布置方案示意图如图1所示。

图1 一种冷藏半挂车地板横梁的布置方案示意图
由图1可知,冷藏半挂车的地板横梁由钢梁、PE梁和隔热板组成。其中,PE梁具有强度大、韧性好、刚度大、耐热和耐寒性好等特点。在PE梁和钢梁之间布置了一层隔热板,能进一步提升冷藏半挂车的保温性能。在制造过程时,首先通过钻头完成钻孔,之后采用自攻螺钉完成PE梁和钢梁之间的紧固连接。
对于冷藏半挂车地板横梁之间的连接,属于非金属材料与金属材料之间的紧固连接。紧固连接通常可分为硬连接与软连接。硬连接一般指金属件之间的连接,该类连接的拧紧策略、所需的最小紧固力矩与紧固件规格之间的关系、连接可靠性的校核等方面已有较深入的研究,学术界与工业界已有较充分的认识。例如,车轮螺栓的拧紧可以采用扭矩法[3],而柴油机气缸盖和传动轴的螺栓连接可以采用扭矩-角度法[4-5]。然而,对于金属件与较软的非金属件,或非金属件之间的软连接研究较少,尚未形成统一的认识。王军[6]对某款柴油机油底壳的螺栓软连接进行研究,通过工艺优化改善了产品的装配质量。金柱发[7]通过试验得出了在相同的目标扭矩范围内,软连接比硬连接更容易产生扭矩偏差的结论。
目前,国内冷藏半挂车地板横梁连接在制造时多采用龙门钻孔、工人拧紧螺钉的方式,工人的人身安全难以保障,工作效率低且螺钉连接的质量难以控制,地板横梁制造的自动化和过程监控方面具有提升的空间。针对此问题,开发冷藏半挂车地板横梁自动化拧紧装置的必要性日益凸显。对于自动化拧紧装置,可以将钻孔作业和拧紧作业集成在一个龙门上,自动完成螺钉拧紧作业。而在开发自动化拧紧装置前,有必要研究冷藏半挂车地板横梁的自动化拧紧策略,以指导自动化拧紧装置的开发。
本文以图1所示的冷藏半挂车地板横梁为研究对象,研究冷藏半挂车地板横梁的自动化拧紧策略。首先对电动螺刀以恒拧紧转速、高扭矩阈值的控制策略进行地板横梁的拧紧试验,基于试验结果分析可采用的拧紧策略。采用分析得出的不同拧紧策略开展一系列螺钉拧紧试验,进一步对比分析出最优的拧紧策略。本文所确立的冷藏半挂车地板横梁拧紧策略可以指导冷藏半挂车地板横梁自动化拧紧装置的开发。
1 地板横梁拧紧试验
1.1 试验对象
本文以图1所示的冷藏半挂车地板横梁为研究对象,其中PE梁厚度为98.8 mm,钢梁上翼板的厚度为3.4 mm。PE梁与钢梁之间有一层厚度为1 mm的隔热板。由于隔热板厚度较小以及材料较软,隔热板对钻孔拧紧的影响可以忽略不计。PE梁的材料为线性低密度聚乙烯,钢梁的材料为QSTE460TM。连接使用的螺钉为高强度沉头自挤螺钉。该螺钉淬火硬化,表面镀黄铜。螺钉总长度为77 mm,有效螺纹长度为34 mm。螺纹公称直径为8.5 mm,螺距为1.25 mm。试验前共准备12组测试件,在拧紧试验前对测试件完成钻孔,孔径为7.6 mm。
1.2 地板横梁拧紧破坏性试验
地板横梁拧紧破坏性试验指采用电动螺刀以恒拧紧转速、高扭矩阈值的拧紧策略对地板横梁进行拧紧,直至螺纹被穿透为止的试验。地板横梁拧紧破坏性试验的示意图如图2所示,地板横梁拧紧破坏性试验的现场图如图3所示。分别选取3组测试件为试验对象依次进行试验。首先用夹具夹紧测试件,设定恒定转速为200 r/min、扭矩阀值为25 N·m的拧紧策略,采用传感器式拧紧螺丝刀Deprag311E36-0500,实时记录拧紧扭矩和转角的数据,试验结果如图4所示。选取1组试验结果来解释拧紧过程中扭矩的变化趋势(见图5)。图5中各点的含义解释如下:点1为PE梁攻丝起点;点2为螺钉开始攻入钢梁的起点;点3为攻丝扭矩达到最大值的点;点4为钢梁攻丝完成的点;点5为螺钉头与PE梁开始接触的点;点6为拧紧扭矩值最大的点;点7为螺纹攻穿的点。

图2 地板横梁拧紧破坏性试验示意图

图3 地板横梁拧紧破坏性试验现场图

图4 地板横梁拧紧破坏性试验结果

图5 拧紧过程中扭矩的变化趋势
2 拧紧控制策略的选用
2.1 常用拧紧控制策略
拧紧控制策略是指采用控制拧紧过程中的某些参数对螺钉拧紧何时结束进行判断的策略。在实际生产中,常用的拧紧控制策略包括扭矩法、转角法和屈服点法[8-9]。
扭矩法是指通过将拧紧工具设置到某个扭矩值来控制螺栓连接的预紧力。该策略简单明了,易于操作,成本低,被广泛采用。然而,该策略容易受接触面摩擦因数的影响且不能检测拧紧过程中的差错,控制精度较差。转角法是指先将螺钉拧紧至贴合面后,再旋转至某个规定角度。在弹性形变内,螺栓拧紧时的旋转角度与螺栓伸长量成正比关系,因而可采取按规定旋转角度来达到预定拧紧力的方法。该策略可有效避免连接件摩擦因数的不同对拧紧力的影响,拧紧质量稳定。屈服点法是指先将螺钉拧紧到某一个规定的起始力矩后,记录扭矩-转角曲线的斜率值的变化,当斜率下降至最大斜率值的1/2时,判定螺栓拉伸到了屈服点以控制拧紧停止的方法。该策略的优点是将摩擦因数不同的螺钉都拧紧到了屈服点,最大限度地发挥了螺纹强度的潜力。但此策略控制难度较大,价格昂贵。
2.2 拧紧控制策略的选用
结合上述地板横梁拧紧破坏性试验的试验结果,分析可采用的拧紧策略。由图4和图5可知,自攻螺钉的拧入分为攻丝过程和拧紧过程。每个过程各有一个扭矩峰值,攻丝过程的峰值比拧紧过程的峰值略大。对于攻丝过程,攻丝的最大扭矩为13.8 N·m。攻丝过程完成时的角度基本恒定,均在16 000°附近,因此可以用角度的监控值先判断攻丝过程的结束。对于拧紧过程,拧紧过程中的最大扭矩为12.1 N·m,在拧紧过程中其扭矩随角度的变化基本是线性的,可考虑采用扭矩或转角法。基于上述讨论,有3种适用于冷藏半挂车地板横梁的螺钉拧紧策略。
1)角度-扭矩控制策略:先使用角度控制保证攻丝完成,即将螺钉拧紧到角度16 000°,再用扭矩控制来控制拧紧过程,拧紧终止扭矩值为拧紧扭矩最大值附近的值。
2)角度-行程控制策略:先使用角度控制保证攻丝完成,即将螺钉拧紧到角度16 000°,再用行程控制保证螺钉的伸出工字梁的长度达到目标值。
3)角度-行程控制-扭矩监控策略:使用角度控制保证攻丝完成,即先将螺钉拧紧到角度16 000°,再用行程控制保证螺钉的伸出长度达到目标值,同时监控拧紧过程中的扭矩值在合理的范围内。
3 拧紧控制策略的验证及分析
3.1 拧紧控制策略的选择及分析
对于上述讨论的3种拧紧控制策略,本文通过试验对比分析出最适用于冷藏半挂车地板横梁的螺钉拧紧策略。在试验中,用螺钉拧紧后,由于扭矩衰减现象得到的残余扭矩和螺钉伸出工字梁的长度作为评价拧紧控制策略好坏的依据。扭矩衰减现象是拧紧工作完毕后发生在紧固件上的扭矩降低的现象(见图6)。衰减后的扭矩低于目标值但较为稳定,一般在拧紧操作完成后的30 ms内会完成60%以上的扭矩衰减。扭矩衰减过后的稳定值被称为残余扭矩。残余扭矩通常通过静态扭矩测试方法得到。静态扭矩测试方法[10]是用手动拧紧工具对已拧紧的螺钉施加一个顺螺栓拧紧方向逐渐增大的扭矩,直至螺栓再一次产生拧紧运动的瞬间,同时记录产生运动时的扭矩值的方法。对于残余扭矩,其值越大说明拧紧控制策略越好。
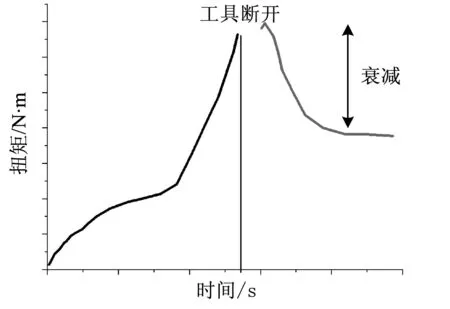
图6 螺钉的扭矩衰减现象
在控制策略的验证分析前,需要确定螺钉伸出工字梁长度的目标值。因此对现场人工打钉所得到的螺钉伸出工字梁长度和残余扭矩进行测试,测试结果见表1。由表1可知,测试结果的均值为20.16 mm。基于此确定螺钉伸出工字梁长度的目标值为20 mm。
选取1.1节中的9组测试件为试验对象,每3组测试件采用一种螺钉拧紧控制策略,根据图2的示意图进行拧紧试验。在螺钉拧紧后,用扭矩扳手进行静态扭矩测试,记录螺钉的残余扭矩,同时采用游标卡尺记录每组测试件伸出工字梁的长度。试验结果见表2。对表2的试验结果进行数据分析。对于螺钉伸出工字梁的长度,用均方差分析其偏离目标值的程度。对于残余扭矩,用均值分析残余扭矩的大小,结果见表3。

表1 人工打钉得到的评价指标试验结果

表2 不同拧紧控制策略的验证试验结果

表3 不同拧紧控制策略的试验结果分析
由表3可知,3种拧紧控制策略的拧紧效果都要比人工拧紧的效果好。在3种拧紧控制策略中,角度-扭矩拧紧控制策略的控制效果最差,采用角度-行程拧紧控制策略和角度-行程控制-扭矩监控拧紧控制策略均具有较好的控制效果。而角度-行程控制-扭矩监控拧紧控制策略比角度-行程拧紧控制策略多了一个扭矩监控环节,可降低拧紧质量不合格问题出现的可能性。基于上述讨论,冷藏半挂车地板横梁的自动化拧紧设备推荐采用角度-行程控制-扭矩监控拧紧控制策略。
3.2 控制策略在自动化拧紧装置上的验证
采用角度-行程控制-扭矩监控拧紧控制策略指导地板横梁自动化拧紧装置的开发,装置如图7所示。在该装置上进行一系列的螺钉拧紧试验,试验结果见表4。将表1和表4的结果根据评价指标的均值和均方差进行对比。在均值上,采用自动化拧紧装置得到了残余扭矩的均值大于人工拧紧得到的结果。此结果验证了角度-行程控制-扭矩监控拧紧控制策略具有更好的拧紧效果。在均方差上,采用自动化拧紧装置得到的螺钉伸出工字梁长度和残余扭矩的均方差远小于人工拧紧得到的结果。此结果验证了角度-行程控制-扭矩监控拧紧控制策略具有更好的稳定性。基于上述讨论,验证了角度-行程控制-扭矩监控拧紧控制策略应用于地板横梁自动化拧紧装置的可行性。

图7 地板横梁自动化拧紧装置

表4 装置打钉得到的评价指标试验结果
4 结语
通过上述研究可以得出如下结论。
1)本文研究了冷藏半挂车地板横梁自动化拧紧控制策略,通过横梁拧紧破坏性试验结果分析了3种可采用的螺钉拧紧控制策略。通过对3种螺钉拧紧控制策略的拧紧效果进行对比分析,得出了冷藏半挂车地板横梁自动化拧紧设备最适用于采用角度-行程控制-扭矩监控拧紧控制策略的结论。
2)本文将角度-行程控制-扭矩监控拧紧控制策略应用于地板横梁自动化拧紧设备中,通过与人工打钉的结果进行对比,验证了角度-行程控制-扭矩监控拧紧控制策略应用于地板横梁自动化拧紧装置的可行性。
3)对于冷藏半挂车地板横梁的连接属于非金属与金属的连接,本文对此提出了一种新的螺钉拧紧方法的研究思路,拓宽了一般金属间螺钉拧紧的方法和思路,对专用车生产自动化和连接质量监控产生了积极作用。
猜你喜欢
装备制造技术(2020年11期)2021-01-26 00:39:30
减速顶与调速技术(2020年3期)2021-01-18 06:30:30
工程与建设(2019年4期)2019-10-10 01:45:46
纤维复合材料(2018年1期)2018-12-07 00:40:20
制造技术与机床(2018年9期)2018-09-19 06:48:14
知音海外版(上半月)(2017年7期)2017-07-20 21:14:00
妈妈宝宝(2017年2期)2017-02-21 01:21:04
专用汽车(2016年5期)2016-03-01 04:14:39
专用汽车(2016年5期)2016-03-01 04:14:38
中国科技纵横(2015年10期)2015-12-13 10:39:36
