一种编织袋用耐候性塑料的生产工艺
2021-05-17 08:06王仁龙整理
塑料包装 2021年2期
王仁龙 整理
一、概述
塑料编织袋是以聚丙烯等各种化学塑料为主要原料,利用塑料原料经挤出薄膜、切割、单向拉伸为扁丝,经过经纬编织得到产品,一般称为编织袋。国外生产编织袋的原料主要为聚乙烯,国内生产编织袋的原料主要为聚丙烯。聚丙烯是一种半透明、半晶体的热塑性塑料,具有高强度、绝缘性好、吸水率低、热就形温度高、密度小、结晶度高等特点。但是聚丙烯材料容易老化降解,失去原有的透明度,表面泛黄、褪色、甚至完全粉化。自然氧化对聚丙烯编织袋的破坏是相当大的,它不仅影响着编织袋的表观,而且随着氧化的不断加深,编织袋将逐步丧失原有的抗拉伸强度、抗冲击强度和抗弯曲强度等,逐渐失去使用价值。塑料编织袋已由以农业食品包装为主进一步向工业包装、医药包装、建材包装、化妆品包装等领域发展,塑料编织袋已在包装领域占据重要地位,其使用范围越来越广,使用前景广阔。开发一种编织袋用聚丙烯材料,提高聚丙烯材料的耐候性,延长聚丙烯材料的老化降解和自然氧化周期,对塑料编织袋产业的长久发展意义深重。
本文介绍了一种编织袋用耐候性塑料的生产工艺,解决了现有技术中编织袋用聚丙烯材料耐候性差,使用过程中极易老化降解和自然氧化,编织袋综合性能差,使用寿命短等问题。
二、技术方案
一种编织袋用耐候性塑料的生产工艺,包括以下步骤:
S1. 按质量比1:2-3:1-1.8,在45-65℃的温度下,先将对苯二胺溶于乙酸乙酯,然后降温至20-40℃,加磷酸三钠混合20-30 min,得改性对苯二胺;
S2. 按质量比1:1.2-1.8,在70-90℃的温度下,将步骤S1中得到的改性对苯二胺加入到混合溶液中,搅拌处理1-2 h,经干燥处理得防老剂;
S3. 按重量份称取原料聚丙烯树脂60-80份、填料18-25份、防老剂3-5份和相容剂2-4份;
S4. 将步骤S3中称取的聚丙烯树脂和防老剂共同加入到高混机中,在1500-2000 r/min的转速下混合5-10 min,然后加入填料和相容剂,继续混合4-8 min,得聚丙烯复合物熔体;
S5. 将步骤S4中所得的聚丙烯复合物熔体转入双螺杆挤出机中,熔融挤出造粒即得编织袋用耐候性塑料。
所述步骤S2中的混合溶液由质量比为1:1.5-3的草酸与异丁醇胺复配制得。
所述步骤S3中的原料按重量份计分别为:聚丙烯树脂65-75份、填料20-24份、防老剂3.5-4.5份、相容剂2.5-3.5份。
所述步骤S3中的原料按重量份计分别为:聚丙烯树脂70份、填料22份、防老剂4份、相容剂3份。
所述步骤S3中的填料由以下方法制得:将玻璃纤维浸渍在由异丙醇、2-甲基-2-硝基-1-丙醇和巴比妥酸复配制成的浸渍液中,处理1-3 h,用去离子水反复清洗,干燥后得到所需填料。
所述异丙醇、2-甲基-2-硝基-1-丙醇和巴比妥酸的质量比为3-5:1:1-1.8。
所述步骤S3中的相容剂为芥酸酰胺。
所述步骤S4中聚丙烯复合物熔体的混合温度为170-190℃。
所述步骤S5中双螺杆挤出机的温度为140-220℃,螺杆转速为150-180 r/min。
三、有益效果
1. 本技术提出了一种编织袋用耐候性塑料的生产工艺,通过制备防老剂,并将聚丙烯树脂和防老剂共同混合,然后加入填料和相容剂,继续混合,最后经双螺杆挤出机挤出造粒即得耐候性塑料,所述耐候性塑料具有优异的稳定性、抗氧化性和抗老化性;同时具有良好耐摩擦性、韧性和拉伸强度;
2. 本技术将对苯二胺溶于乙酸乙酯后与磷酸三钠混合制得改性对苯二胺;最后经草酸与异丁醇胺复配制得的混合溶液处理制得防老剂;所述防老剂相较于传统的对苯二胺防老剂,挥发度明显降低,防老性能显著提高,同时还具有阻燃和耐腐蚀性能,其在酸碱腐蚀性介质中,仍然能保持稳定的疏水性;
3. 本技术将玻璃纤维浸渍在由异丙醇、2-甲基-2-硝基-1-丙醇和巴比妥酸复配制成的浸渍液中,处理得到所需填料,所述填料具有高分散性和相容性,用于聚丙烯树脂当中,可以增加材料的韧性、拉伸强度和耐摩擦性,且在获得相同效果的前提下,掺量较普通玻璃纤维用量大大减少。
四、具体实施方式
实施例一
本技术提出的一种编织袋用耐候性塑料的生产工艺,包括以下步骤:
S1. 按质量比1:2:1,在45℃的温度下,先将对苯二胺溶于乙酸乙酯,然后降温至20℃,加磷酸三钠混合20min,得改性对苯二胺;
S2. 按质量比1:1.2,在70℃的温度下,将步骤S1中得到的改性对苯二胺加入到混合溶液中,搅拌处理1h,经干燥处理得防老剂,其中混合溶液由质量比为1:1.5的草酸与异丁醇胺复配制得;
S3. 按重量份计,称取原料聚丙烯树脂60份、填料18份、防老剂3份和相容剂2份,其中填料由以下方法制得:将玻璃纤维浸渍在由质量比为3:1:1的异丙醇、2-甲基-2-硝基-1-丙醇和巴比妥酸复配制成的浸渍液中,处理1h,用去离子水反复清洗,干燥后得到所需填料;其中相容剂为芥酸酰胺;
S4. 将步骤S3中称取的聚丙烯树脂和防老剂共同加入到高混机中,在1500 r/min的转速下混合5 min,混合温度为170℃,然后加入填料和相容剂,继续混合4 min,得聚丙烯复合物熔体;
S5. 将步骤S4中所得的聚丙烯复合物熔体转入双螺杆挤出机中,在温度为140℃,螺杆转速为150 r/min的条件下,熔融挤出造粒即得编织袋用耐候性塑料。
实施例二
本技术提出的一种编织袋用耐候性塑料的生产工艺,包括以下步骤:
S1. 按质量比1:2.2:1.2,在50℃的温度下,先将对苯二胺溶于乙酸乙酯,然后降温至25℃,加磷酸三钠混合22 min,得改性对苯二胺;
S2. 按质量比1:1.4,在75℃的温度下,将步骤S1中得到的改性对苯二胺加入到混合溶液中,搅拌处理1.2 h,经干燥处理得防老剂,其中混合溶液由质量比为1:1.8草酸与异丁醇胺复配制得;
S3. 按重量份计,称取原料聚丙烯树脂65份、填料20份、防老剂3.5份和相容剂2.5份,其中填料由以下方法制得:将玻璃纤维浸渍在由质量比为3.5:1:1.2的异丙醇、2-甲基-2-硝基-1-丙醇和巴比妥酸复配制成的浸渍液中,处理1.5 h,用去离子水反复清洗,干燥后得到所需填料;其中相容剂为芥酸酰胺;
S4. 将步骤S3中称取的聚丙烯树脂和防老剂共同加入到高混机中,在1600 r/min的转速下混合6 min,混合温度为175℃,然后加入填料和相容剂,继续混合5 min,得聚丙烯复合物熔体;
S5. 将步骤S4中所得的聚丙烯复合物熔体转入双螺杆挤出机中,在温度为160℃,螺杆转速为160 r/min的条件下,熔融挤出造粒即得编织袋用耐候性塑料。
实施例三
本技术提出的一种编织袋用耐候性塑料的生产工艺,包括以下步骤:
S1. 按质量比1:2.5:1.4,在55℃的温度下,先将对苯二胺溶于乙酸乙酯,然后降温至30℃,加磷酸三钠混合25 min,得改性对苯二胺;
S2. 按质量比1:1.5,在80℃的温度下,将步骤S1中得到的改性对苯二胺加入到混合溶液中,搅拌处理1.5 h,经干燥处理得防老剂,其中混合溶液由质量比为1:2.2草酸与异丁醇胺复配制得;
S3. 按重量份计,称取原料聚丙烯树脂70份、填料22份、防老剂4份和相容剂3份,其中填料由以下方法制得:将玻璃纤维浸渍在由质量比为4:1:1.4的异丙醇、2-甲基-2-硝基-1-丙醇和巴比妥酸复配制成的浸渍液中,处理2 h,用去离子水反复清洗,干燥后得到所需填料;其中相容剂为芥酸酰胺;
S4. 将步骤S3中称取的聚丙烯树脂和防老剂共同加入到高混机中,在1750 r/min的转速下混合8 min,混合温度为180℃,然后加入填料和相容剂,继续混合6 min,得聚丙烯复合物熔体;
S5. 将步骤S4中所得的聚丙烯复合物熔体转入双螺杆挤出机中,在温度为180℃,螺杆转速为165 r/min的条件下,熔融挤出造粒即得编织袋用耐候性塑料。
实施例四
S1. 按质量比1:2.8:1.6,在60℃的温度下,先将对苯二胺溶于乙酸乙酯,然后降温至35℃,加磷酸三钠混合28 min,得改性对苯二胺;
S2. 按质量比1:1.6,在85℃的温度下,将步骤S1中得到的改性对苯二胺加入到混合溶液中,搅拌处理1.8 h,经干燥处理得防老剂,其中混合溶液由质量比为1:2.5草酸与异丁醇胺复配制得;
S3. 按重量份计,称取原料聚丙烯树脂75份、填料22份、防老剂4.5份和相容剂3.5份,其中填料由以下方法制得:将玻璃纤维浸渍在由质量比为4.5:1:1.6的异丙醇、2-甲基-2-硝基-1-丙醇和巴比妥酸复配制成的浸渍液中,处理2.5h,用去离子水反复清洗,干燥后得到所需填料;其中相容剂为芥酸酰胺;
S4. 将步骤S3中称取的聚丙烯树脂和防老剂共同加入到高混机中,在1900 r/min的转速下混合9 min,混合温度为185℃,然后加入填料和相容剂,继续混合7 min,得聚丙烯复合物熔体;
S5. 将步骤S4中所得的聚丙烯复合物熔体转入双螺杆挤出机中,在温度为200℃,螺杆转速为170 r/min的条件下,熔融挤出造粒即得编织袋用耐候性塑料。
实施例五
本技术提出的一种编织袋用耐候性塑料的生产工艺,包括以下步骤:
S1. 按质量比1:3:1.8,在65℃的温度下,先将对苯二胺溶于乙酸乙酯,然后降温至40℃,加磷酸三钠混合30 min,得改性对苯二胺;
原料:清汤500 g,动物凝胶40 g,洋葱、胡萝卜、香芹菜根、盐各适量,鸡蛋清 2~3个,熟肉 500 g。
S2. 按质量比1:1.8,在90℃的温度下,将步骤S1中得到的改性对苯二胺加入到混合溶液中,搅拌处理2 h,经干燥处理得防老剂,其中混合溶液由质量比为1:3草酸与异丁醇胺复配制得;
S3. 按重量份计,称取原料聚丙烯树脂80份、填料25份、防老剂5份和相容剂4份,其中填料由以下方法制得:将玻璃纤维浸渍在由质量比为5:1:1.8的异丙醇、2-甲基-2-硝基-1-丙醇和巴比妥酸复配制成的浸渍液中,处理3 h,用去离子水反复清洗,干燥后得到所需填料;其中相容剂为芥酸酰胺;
S4. 将步骤S3中称取的聚丙烯树脂和防老剂共同加入到高混机中,在2000 r/min转速下混合10 min,混合温度为190℃,然后加入填料和相容剂,继续混合8 min,得聚丙烯复合物熔体;
S5. 将步骤S4中所得的聚丙烯复合物熔体转入双螺杆挤出机中,在温度为220℃,螺杆转速为180 r/min的条件下,熔融挤出造粒即得编织袋用耐候性塑料。
对比例一
本技术提出的一种编织袋用耐候性塑料的生产工艺,包括以下步骤:
S1. 按重量份计,称取原料聚丙烯树脂70份、填料22份、防老剂4份和相容剂3份,其中填料由以下方法制得:将玻璃纤维浸渍在由质量比为4:1:1.4的异丙醇、2-甲基-2-硝基-1-丙醇和巴比妥酸复配制成的浸渍液中,处理2 h,用去离子水反复清洗,干燥后得到所需填料;其中防老剂为对苯二胺;其中相容剂为芥酸酰胺;
S2. 将步骤S1中称取的聚丙烯树脂和防老剂共同加入到高混机中,在1750 r/min的转速下混合8 min,混合温度为180℃,然后加入填料和相容剂,继续混合6 min,得聚丙烯复合物熔体;
S3. 将步骤S2中所得的聚丙烯复合物熔体转入双螺杆挤出机中,在温度为180℃,螺杆转速为165 r/min的条件下,熔融挤出造粒即得编织袋用耐候性塑料。
对比例二
本技术提出的一种编织袋用耐候性塑料的生产工艺,包括以下步骤:
S1. 按质量比1:2.5:1.4,在55℃的温度下,先将对苯二胺溶于乙酸乙酯,然后降温至30℃,加磷酸三钠混合25 min,得改性对苯二胺;
S2. 按重量份计,称取原料聚丙烯树脂70份、填料22份、防老剂4份和相容剂3份,其中填料由以下方法制得:将玻璃纤维浸渍在由质量比为4:1:1.4的异丙醇、2-甲基-2-硝基-1-丙醇和巴比妥酸复配制成的浸渍液中,处理2 h,用去离子水反复清洗,干燥后得到所需填料;其中防老剂为改性对苯二胺;其中相容剂为芥酸酰胺;
S3. 将步骤S2中称取的聚丙烯树脂和防老剂共同加入到高混机中,在1750 r/min的转速下混合8 min,混合温度为180℃,然后加入填料和相容剂,继续混合6 min,得聚丙烯复合物熔体;
S4. 将步骤S3中所得的聚丙烯复合物熔体转入双螺杆挤出机中,在温度为180℃,螺杆转速为165 r/min的条件下,熔融挤出造粒即得编织袋用耐候性塑料。
对比例三
本技术提出的一种编织袋用耐候性塑料的生产工艺,包括以下步骤:
S1. 按质量比1:2.5:1.4,在55℃的温度下,先将对苯二胺溶于乙酸乙酯,然后降温至30℃,加磷酸三钠混合25 min,得改性对苯二胺;
S2. 按质量比1:1.5,在80℃的温度下,将步骤S1中得到的改性对苯二胺加入到混合溶液中,搅拌处理1.5 h,经干燥处理得防老剂,其中混合溶液由质量比为1:2.2草酸与异丁醇胺复配制得;
S3. 按重量份计,称取原料聚丙烯树脂70份、填料22份、防老剂4份和相容剂3份,其中填料为玻璃纤维;其中相容剂为芥酸酰胺;
S4. 将步骤S3中称取的聚丙烯树脂和防老剂共同加入到高混机中,在1750 r/min的转速下混合8 min,混合温度为180℃,然后加入填料和相容剂,继续混合6 min,得聚丙烯复合物熔体;
S5. 将步骤S4中所得的聚丙烯复合物熔体转入双螺杆挤出机中,在温度为180℃,螺杆转速为165 r/min的条件下,熔融挤出造粒即得编织袋用耐候性塑料。
分别测试实施例一至实施例五以及对比例一至对比例三中制备的编织袋用耐候性塑料的性能,结果见表1。
注:老化后拉伸强度指将制得的耐候聚丙烯样品置于紫外灯下辐射60天后测得的拉伸强度;
腐蚀后拉伸强度指:将制得的耐候聚丙烯样品置于浓度为10%的NaOH水溶液中,在90℃下煮8 h后,取出并在温度为23℃,湿度为50%的环境下放置24 h后测得的拉伸强度。
本技术专利信息:
申请号:CN202011410379.5
申请日:2020.12.03
公开(公告)号:CN112538207A
公开(公告)日:2021.03.23
IPC分类号:C08L23/12;C08K13/06;C08K9/04;C08K7/14;C08K5/18; C08K3/32;C08K5/20;C08K5/092;C08K5/17
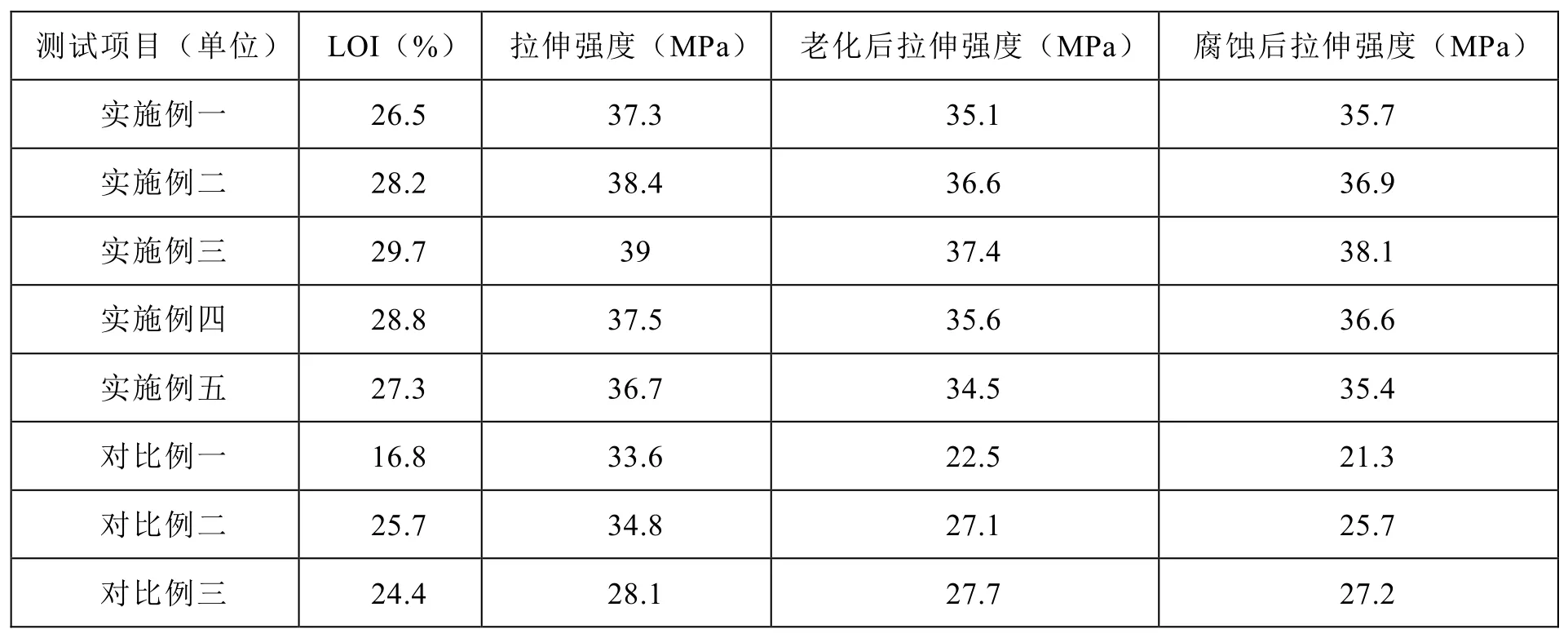
表1 耐候性塑料性能检测结果
猜你喜欢
产业与科技论坛(2022年18期)2022-10-19
塑料包装(2022年4期)2022-09-07
设备管理与维修(2022年10期)2022-06-24
橡塑技术与装备(2022年3期)2022-03-17
纺织科技进展(2021年3期)2021-06-09
化工机械(2020年3期)2020-09-02
中国学校体育(2018年8期)2018-05-14
中国资源综合利用(2017年4期)2018-01-22
中国塑料(2017年2期)2017-05-17
中国塑料(2017年2期)2017-05-17