双吸离心泵球墨铸铁泵体焊接修复
2021-05-16 10:33杨琦栋
科学技术创新 2021年13期
杨琦栋 赵 辉
(1、新疆益安特检工程有限公司焊培部,新疆 乌鲁木齐830000 2、新疆工程学院 机电工程学院,新疆 乌鲁木齐830023)
上海电投哈密发电厂在2016 年冬季检修生产过程中,未对1#燃机3#闭冷水泵中的水排除干净,导致泵体在出口交汇处产生冻裂,形成400mm 的封闭性裂纹,急需补焊,如图1。

图1 裂纹发生部位
1 焊接性分析
上海电投哈密发电厂双吸离心泵采用QT-400 球墨铸铁作为泵体材料。QT-400 球墨铸铁含碳量高达3.5%~4.0%,焊接过程中形成又硬又脆的白口组织,导致焊接接头切削加工性能极差。由于球墨铸铁的塑性不足,焊接时受到焊接残余应力产生的拘束作用,易产生低塑性脆化裂纹[1]。另外由于泵体装配的要求,泵体的焊接残余变形必须受控,进一步加大了补焊难度。针对白口组织,从两方面考虑,一是从焊接材料入手,加入Ni、Co等促进石墨化合金元素,减少白口组织的形成[2]。二是焊后缓冷,促使C 的石墨化转变。采用塑性好的焊接材料,使残余应力释放在焊缝金属中,保障泵体在焊接结束后,不产生新的裂纹。焊接残余变形问题可以在焊接工艺上采用低热输入量的工艺参数减少焊接变形。同时在焊接过程中测量焊接残余变形量,根据测量的焊接残余变形不断调整焊接顺序,实现对焊接变形的控制。
2 焊接方法
由于泵体中封面、入水腔出水腔密封凹槽变形应控制在0.05mm 以内,所以采用的焊接方法必须保证焊件变形可控。采用焊接热输入量小的焊接方法,对于焊接残余变形的控制是比较有利的[3]。对比铸铁补焊常用的氧- 乙炔气焊、手工焊条电弧焊两种焊接方法,手工焊条电弧焊焊接相对热输入量小,本次焊接修复工作采用手工焊条电弧焊。
3 焊接材料
手工焊条电弧焊中焊接热输入量小时,应该采用冷焊工艺。而冷焊工艺所选择焊接材料应采用异质焊接材料进行焊接,减少白口组织的产生,保障泵体焊接修复后的使用性能。
本次修复选用EZNi-1 镍基铸铁焊条作为打底层焊接材料。 Ni 元素还是较强的石墨化元素,其在高温阶段扩散系数为硅的20 倍,具有较大的扩散系数。镍元素向铸铁母材中的扩散,可以有效的减小白口组织区的宽度,促进碳元素的石墨化。另外一方面,使用E5015 焊条作为填充层、盖面层焊接材料。E5015 焊条具有塑性好、韧性好、强度高等力学性能优点,可避免焊接时产生新的裂纹。前期采用EZNi-1 镍基铸铁焊条+E5015 焊条组合焊材在在冶金及电厂公司球墨铸铁装置、设备抢修焊补时也得到良好的应用。所以本次焊补采用EZNi-1 镍基铸铁焊条+E5015 焊条组合焊材。
4 焊接工艺及操作要点
4.1 焊前准备
焊条在施焊前进行烘干,烘干温度为:EZNi-1 100℃保温1小时;E5015 350℃保温1 小时,使用时焊条放在焊条保温筒里,用一根取一根。
根据裂纹的实际情况,将裂纹两端用火焰加热至200-300℃左右,可用加热减应法将不明的裂纹及裂纹末端显示出来,并在裂纹末两端离10~15mm 处钻6~10mm 孔。将孔扩成上大下小的喇叭口状的,焊接时便于熔合良好。采用角磨机开破口,夹角处难以用角磨机开破口处,把裂缝放置在处于立缝位置,先用碳弧气刨开坡口,坡口角度为60°~80°,加工成单面破口,坡口加工完后用小锤在破口内及附近轻轻敲击以消除应力,再使用内磨机进行打磨,焊接前清除断口周围破口面及两侧20mm 表面的油污和氧化物,使其露出基本的金属光泽,减少焊接缺陷的发生,如图2。
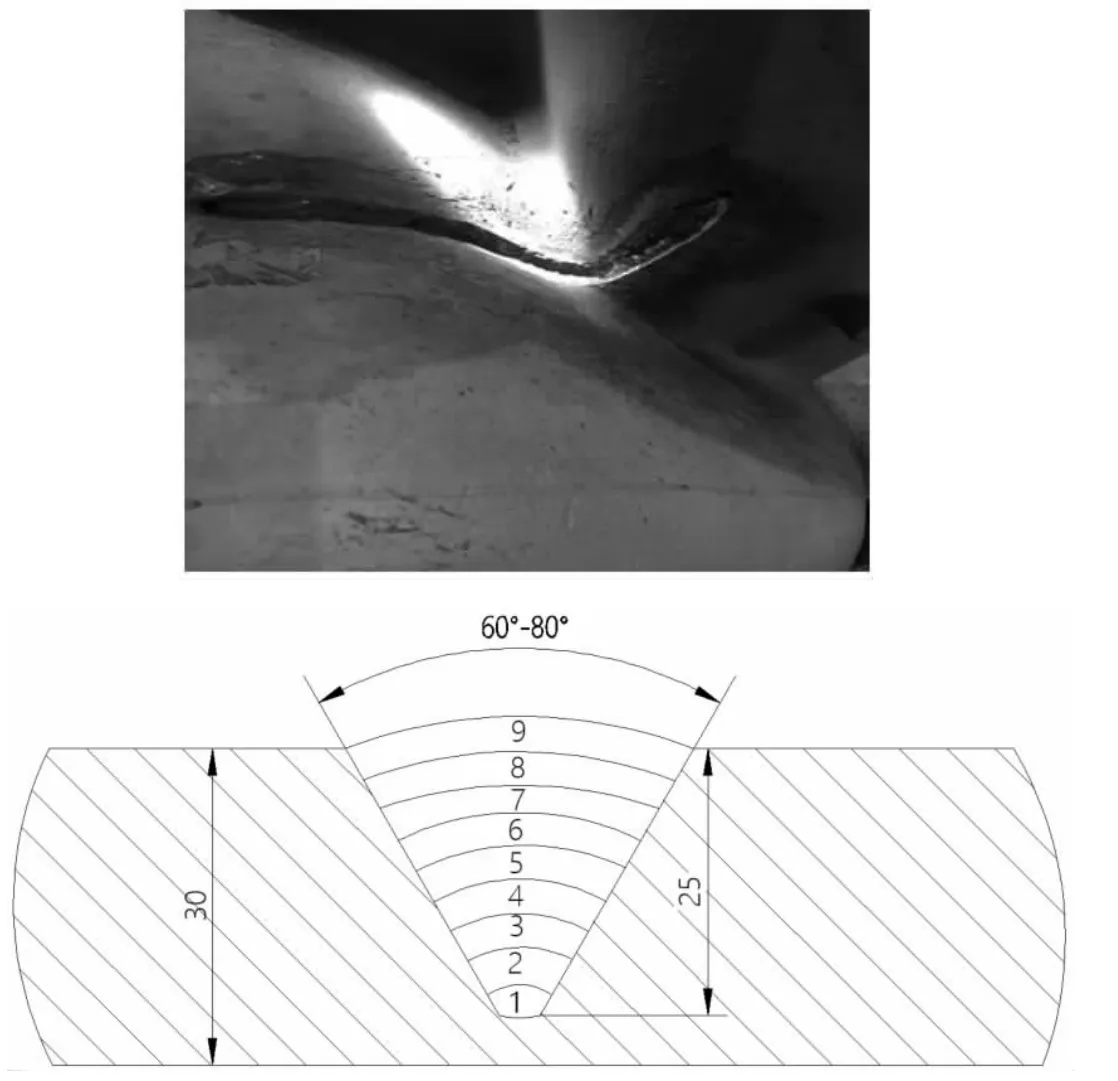
图2 焊接坡口
4.2 焊接工艺参数
冷焊时电流需要严格控制,必须按照工艺参数进行,电流过大会使母材熔深加大,白口层增厚,可能造成焊缝从母材脱落;电流过小,则会在焊接中产生熔合不良,夹渣等缺陷,进而影响铸铁件的焊补质量[4]。在电流严格控制的同时,电弧长度尽量保持在焊条直径的0.5 倍,以保证电弧燃烧稳定、熔合良好。
球墨铸铁补焊时,应尽量选用小直径的焊条,以便在焊接热输入较小时,保证焊接电弧的挺度。打底层用EZNi-1 直径为Ф3.2mm 焊条,填充层和盖面层采用E5015 直径为Ф2.5mm 焊条。每焊完1 道,必须使焊接区域温度降至60°,再开始下一道焊缝[5]。小直径的焊条,较小焊接电流、快焊速、低层间温度等冷焊工艺的使用,就是降低热输入,可减少焊件的受热范围,达到减少焊接应力,防止裂纹与产生白口的目的,见表1。
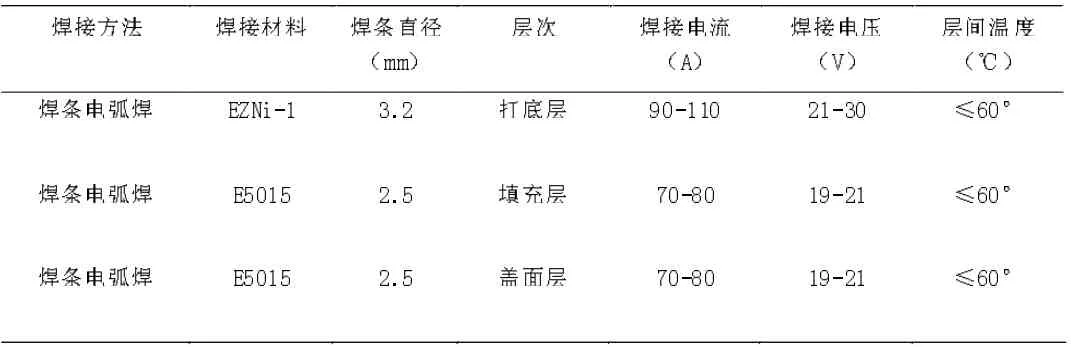
表1 焊接工艺参数
4.3 操作要点
采用“短段、断续、分散焊,锤击焊缝”的操作要领进行,即每次焊接20-40mm 焊道或更短,不能连续进行,可以从不同几处开始焊接。每次焊接完成,待冷却至60℃(用手背触碰不烫手),再焊下一段。
焊后用小尖圆头锤的尖头趁红热敲击焊缝金属,促使焊缝金属产生压缩塑性变形,释放一部分焊接残余应力,起到减少焊接变形的效果。敲击顺序为先从弧坑开始迅速捶击遍整条小段焊缝,直到焊缝上出现均匀密布的麻点并且焊缝冷却到60℃为止。
焊缝每层焊接时,先焊采用ZENi-1 焊两侧坡口面焊缝即打底层,焊完后,用角磨机打磨焊道,确认熔合良好,无气孔、裂纹后再用E5015 焊填充层、盖面层。
施焊中以直线运条手法为佳,避免摆动带来的热输入。为避免应力集中。产生裂纹焊缝应与母材呈圆滑过渡,收弧时填满弧坑。在施焊过程中采用两块百分表,分别在焊缝测泵体中封面、入水腔出水腔密封凹槽内检测变形量,焊接过程中根据变形量调整焊接方向及顺序,把变形控制在0.05mm 以内(图3)。

图3 施焊过程中焊接变形检测
双吸离心泵泵体焊接修复焊补后,为减少白口组织和焊接应力,防止开裂,在室温下放在草木灰或石棉粉中缓慢冷却,降低冷却速度。
5 焊接质量检验
焊后经外观检查焊缝表面没有裂纹、未熔合、气孔、夹渣、熔合性飞溅、咬边、焊瘤等缺陷;进行100%的渗透(PT)检测,对本体焊缝进行工作压力1.5-2.0 倍的水压检验,检验合格,如图4。

图4 焊接修复后焊缝外观
结束语
补焊过程严格执行了焊接工艺要求,取得了良好的补焊效果,经过半年的质量跟踪,产品各项技术指标均满足要求,设备运行良好,验证了用结构钢碱性焊条和纯镍焊条补焊球墨铸铁泵体的可行性。
猜你喜欢
汽车实用技术(2022年13期)2022-07-19
汽车实用技术(2022年11期)2022-06-20
中国金属通报(2022年1期)2022-06-02
核安全(2022年2期)2022-05-05
科技资讯(2021年10期)2021-07-28
中国新技术新产品(2020年6期)2020-06-19
满族文学(2019年6期)2019-12-02
科技风(2019年19期)2019-10-21
机械制造文摘·焊接分册(2014年3期)2014-08-14
机械制造文摘·焊接分册(2014年3期)2014-08-14