
船舶电缆自动化敷设系统设计与实现
2021-05-10 07:04朱小辉
造船技术 2021年2期
朱小辉
(渤海装备辽河钻采装备分公司,辽宁 盘锦 124010)
0 引 言
自动化技术是先进制造技术重要的组成部分,也是目前设备制造领域研究与应用最活跃的技术之一。我国作为全球第一大自动化设备应用市场,自动化系统的发展前景非常乐观,但自动化设备现场使用研究还缺乏一定的创新,在造船行业中更是如此。
在船舶电缆敷设过程中,作业环境狭窄、电缆桥架分布复杂,整个过程利用人工拉拽,将电缆按预定路径敷设,不仅会产生巨额的人工成本,而且在安全问题上存在巨大的风险。随着劳动力成本的增加,安全风险要求日趋提高,在造船行业中应用船舶电缆自动化敷设系统成为一种需求。
1 系统组成
船舶电缆自动化[1]敷设系统由控制单元和执行单元组成,采用PROFINET总线完成控制单元与执行单元之间的连接,如图1所示。执行单元安装至待放电缆的托架上,通过控制单元协调所有在线执行单元运动,使待敷设电缆不断向预定路径输送。自动化敷设系统可多机联动运行,最多可达36台。
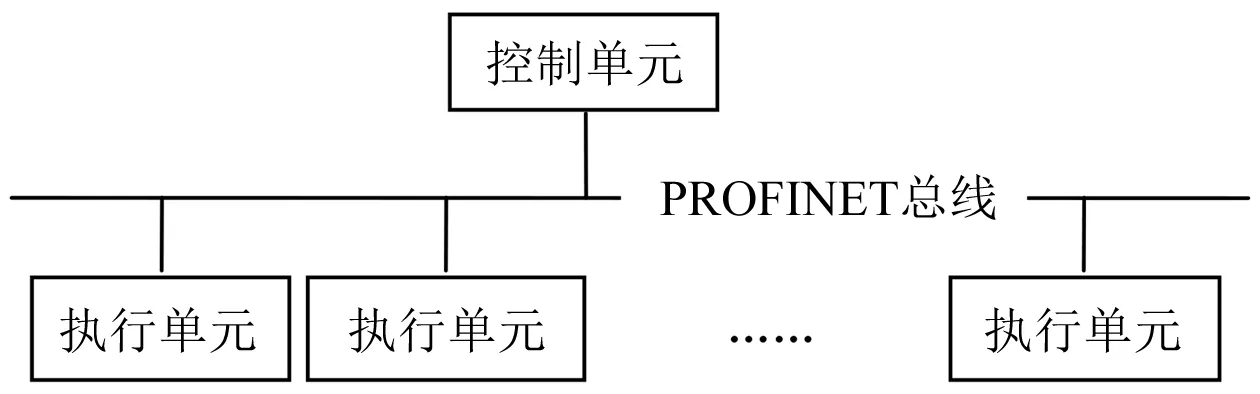
图1 电缆自动化敷设系统结构
1.1 控制单元
控制单元是整个系统的核心,采用模糊控制。模糊控制是近来发展最快的一项控制技术,已成功应用于各种控制系统中。因为引入人类的逻辑思维方式,模糊控制器具有一定的自适应控制能力和较强的鲁棒性,特别适用于难以用精确数字模型表示的实际系统[2]。控制单元主要由西门子触摸屏、控制单元板卡、电池和充电装置等元件组成。触摸屏显示所有执行单元的状态,按照人工指令,控制所有执行单元的联动,同时可设置执行单元所有机械手臂的运行速度和行程。控制单元板卡是控制单元的中枢,负责接受并计算触摸屏的指令,并通过PROFINET总线传送至执行单元,同时接受执行单元反馈的状态信息,经过分析计算,发送至触摸屏。电池和充电装置为触摸屏和控制板卡提供不间断电源,具有重量轻、待机时间长等优点,经过理论负荷计算及试验验证,可保障系统不间断供电10 h以上。电源开关采用ON、OFF两挡旋钮开关,作为系统整体供电的通断开关,为避免热插拔PROFINET总线对电路造成的电力冲击,在需要插拔航空插头时通断开关旋向OFF,接通完毕旋向ON。在有机器人处于电机故障时,蜂鸣器发生闪烁并蜂鸣。电量显示计显示当前电池剩余电量。
1.2 执行单元
执行单元的主体是机械手,由交流伺服电机、执行单元板卡、位置传感器等部件组成[3]。交流伺服电机是系统的动力单元,其特点是体积小、控制精度高、反应速度快,其作用是负责机械手臂的行程运动。执行单元板卡是执行单元的中枢,主要作用是接收并处理控制单元的指令信息,通过指令控制交流伺服电机实现机械手臂的行程运动,同时接收位置传感器的信号实现机械手臂的位置行程控制。位置传感器作为交流伺服电机的限位开关,主要是保障交流伺服电机的行程安全,同时为控制板卡提供机械手臂位置信号,提供联动协调的位置反馈。工作灯和风扇为系统工作提供辅助保障,工作灯可为系统在黑暗环境中提供照明,风扇可为系统降温,保障系统安全。
2 系统接口
系统秉承模块化设计和模块化装配原则,各部件可独立更换和升级。内部采用可自润滑滚珠丝杆传动机构,具有结构精密、传动效率高、力量大、体积小等特点;整机采用非承载式机身,刚性支架采用铝镁合金,具有坚固耐用、重量轻等特点;所有零部件均采用计算机数字控制(Computerized Numerical Control,CNC)加工,具有精度高、误差小等特点;外壳采用合金钢板一次折弯成型,在恶劣工况下发生意外撞击时可有效保护内部元器件;整机设计装配可达到IP56级防护等级。
控制单元采用3芯航空连接件,实现控制单元及所有执行单元的供电;采用4芯航空插头实现执行单元间的通信。控制单元有7个外部接口,顶端有1个10芯航空插头和1个16芯航空插头,用于连接工作模块;顶端另有1个3芯航空插头,用于电源接线;左右两侧各有1个电源接口和1个信号接口,电源接口采用3芯航空插头,信号接口采用4芯航空插头。所有接口不同种类之间采用不同规格航空插头,可避免错接造成的设备损坏。
执行单元有2个外部接口,包括1个10芯航空插头和1个16芯航空插头,用于连接控制单元。
3 系统控制实现
3.1 系统行程算法
系统行程采用比例积分微分(Proportion Integration Differentiation,PID)算法[4],其基本原理的数学形式为
(1)
式中:u(t)为输出量;Kp为比例系数;e(t)为偏差量;TI为积分时间;TD为微分时间;u0为控制常量。
在控制数学算法中,为节省存储空间,降低计算复杂度,利用差分方程,将PID的位置式算法改造成增量式算法,递推原理的数学形式为
(2)
(3)
式(2)和式(3)中:k为采样序号,k=0,1,2,…;T为采样周期;uk、uk-1分别为第k次、第k-1次采样输出量;ej为积分的离散量;ek、ek-1、ek-2分别为第k次、第k-1次、第k-2次采样偏差量。
式(2)减式(3)可得增量Δuk,即
(4)
位置传感器用于控制器在计算电缆敷设长度时返回相对于零点的偏差信号,可确保系统执行单元在任意时刻都在传感器的有效行程范围内运行。因此,自动化电缆敷设的有效行程即为传感器的中间距离累加,偏差信号即为相对传感器中心点的偏差距离。为提高系统运行的精度和可靠性,在进行数字计算时,单个行程采用2个传感器,作为计算数据偏差参考。
3.2 系统硬软件
采用西门子SIMATIC S7-1200作为控制单元控制器,具体选型为CPU 1212C。该控制器设计紧凑、成本低廉且功能强大,集成电源和各种板载输入与输出电路,CPU监视输入并根据用户程序逻辑更改输出,用户程序逻辑包含布尔逻辑、计数器、定时器和复杂数学运算等。触摸屏选用SIMATIC精智面板9英寸(1英寸=0.025 4 m)显示屏,具体选型为TP900 Comfort。该显示屏是高端的人机界面(Human Machine Interface,HMI)设备,适用于PROFINET环境,与控制器实现PROFINET总线通信,可与控制器CPU 1212C映射在同一个TIA博途门户框架下,减少工程量设计。
使用西门子TIA Portal V15平台进行系统设备组态和程序块设计,充分利用TIA博途集成自动化软件高效便捷的特点。编程语言采用适用于一般工程技术的梯形图(Ladder Diagram,LD)语言,采用HMI实现系统参数设置和功能操作。考虑到可编程逻辑控制器(Programmable Logic Controller,PLC)在实现PID控制算法时,程序篇幅较长,因此使用函数块完成功能实现。自由循环组织块调用的函数块包括:手/自动操作功能函数块;本地/远程切换功能函数块;伺服电机精度控制功能函数块、位置传感器信号处理函数块等。单序列结构顺序功能如图2所示。
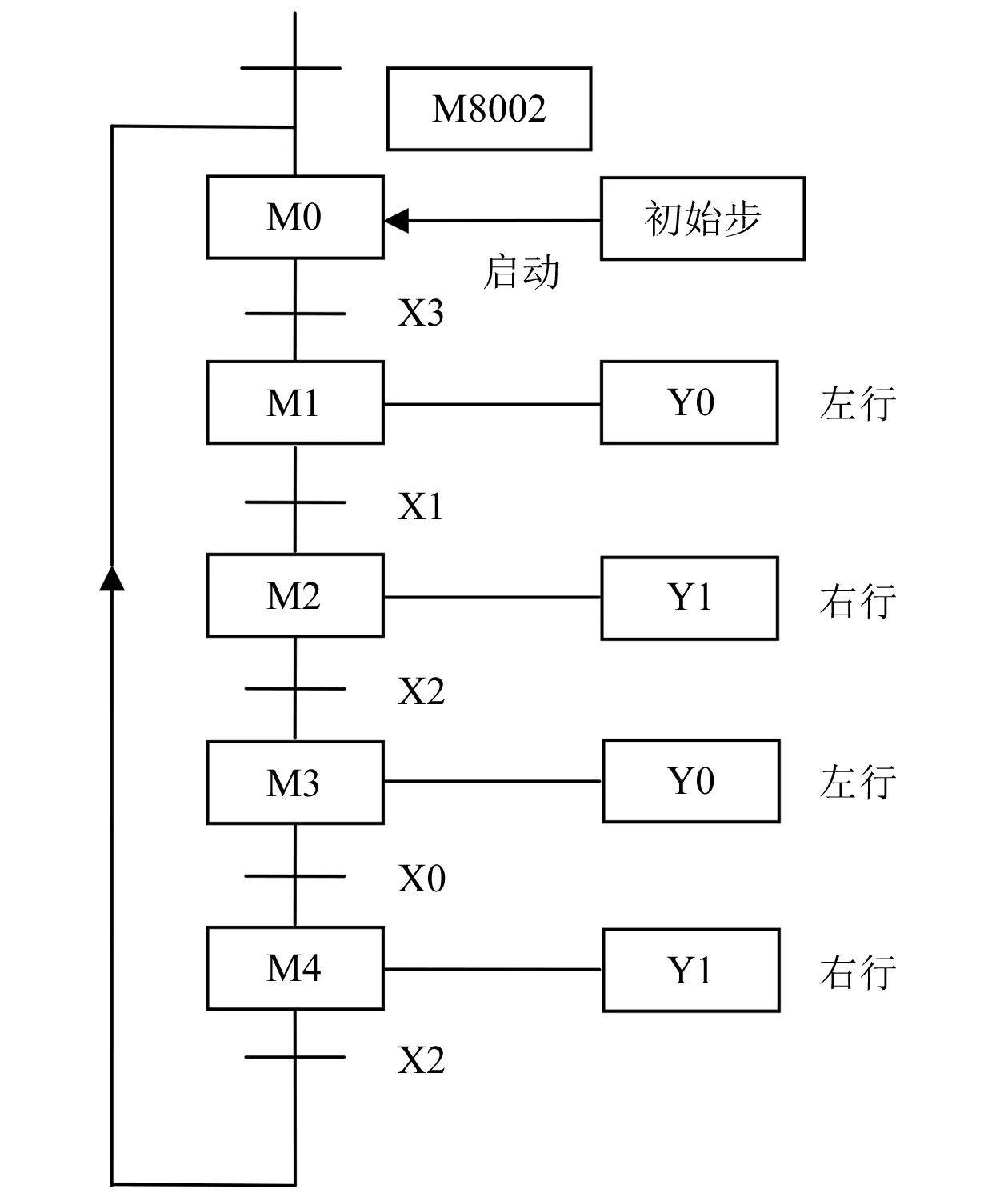
图2 单序列结构顺序功能
3.3 人机界面
人机界面[5]由控制单元的触摸屏实现,可满足数据量和数据类型的各种特殊要求,具有良好的存储空间、处理性能和数据连通性,不仅将可视化和微型计算机集成在一个单元中,而且支持客户端分布式监控。操作者可通过触摸屏实现系统的控制与设置,各触摸按键及显示功能简单实用、操作方便。人机界面主要包括欢迎界面、控制界面和设置界面等。
欢迎界面由中英文切换按钮和点击运行按钮组成。
控制界面由启动按钮、复位按钮和设置按钮等组成。点击启动按钮将显示所有联动执行单元的运行状态,通过PROFINET总线连线的执行单元均同步联动,偶数次点击启动按钮停止执行单元联动。复位按钮和设置按钮在系统停机状态下完成设置。点击复位按钮,所有执行单元处于重启状态,只有在点击执行单元的启动按钮后,执行单元才会同步联动。点击设置按钮进入设置界面。
设置界面由设置菜单和信号反馈等组成。设置菜单包括参数设置和快捷键设置。参数设置方法是通过控制单元模块编号选择需要设置的执行单元编号,在选择ALL时所有执行单元均参与设置,通过命令选择项选择需要设置的命令值,完成设置。快捷键设置由同向运动铵钮和开灯铵钮组成。同向运动表示所有执行单元同步运动,同时拉线,同时返回。偶数次点击同向运动按钮,所有奇数编号的执行单元延时50%运行,即在偶数编号的执行单元拉线时,奇数编号的执行单元返回,反之亦然,可降低执行单元的疲劳度,延长系统的使用年限。开灯按钮开关所有照明灯,保障系统在光线不足的环境中可正常工作。
4 结 语
船舶电缆自动化敷设系统的设计与实现可完成狭窄工况下的电缆输送任务。该系统的工作原理具有可行的理论计算数据作为支撑,通过在风电安装平台上的运用实践,充分证明其具有良好的人机交互功能和现场实用价值。该系统的计算方法可进一步延伸至船舶管线安装系统的设计与实现。
猜你喜欢
玩具世界(2022年1期)2022-06-05
微特电机(2020年11期)2020-12-30
装备制造技术(2019年12期)2019-12-25
智慧少年(2018年10期)2018-12-24
电子制作(2018年19期)2018-11-14
电子制作(2018年17期)2018-09-28
知识就是力量(2018年7期)2018-07-11
通信电源技术(2018年3期)2018-06-26
电子制作(2016年15期)2017-01-15
中国质量监管(2016年10期)2016-07-10
