
正交试验法优化聚丙烯/玄武岩纤维针刺土工合成材料热轧工艺的研究
2021-05-07 07:46李艳张得昆付玮康
现代纺织技术 2021年1期
关键词:正交试验
李艳 张得昆 付玮康

摘要:为了研究聚丙烯(PP)/玄武岩纤维针刺土工合成材料的热轧工艺,以聚丙烯/玄武岩纤维针刺土工合成材料的断裂强力和撕破强力为考察指标,在单因素试验的基础上,采用L9(34)正交试验法,对热轧温度、轧辊隔距、轧辊速度等条件进行优化,筛选出最优热轧工艺。结果表明:影响聚丙烯/玄武岩纤维非织造土工合成材料的断裂强力和撕破强力因素主次依次为热轧温度、轧辊隔距、轧辊速度;优化后的热轧工艺参数为热轧温度185℃、轧辊隔距0.6mm、轧辊速度1.68m/min,此时样品的断裂强力为1410N,撕破强力为869N。
关键词:聚丙烯纤维;玄武岩纤维;热轧工艺;单因素试验;正交试验
中图分类号:TS174.6
文献标志码:A
文章编号:1009-265X(2021)01-0012-05
Abstract:ThisisintendedtostudythehotrollingprocessofPP/basalticfiberneedledgeosynthetics.Basedonsinglefactortest,L9(34)orthogonaltestmethodisadoptedtoinspectthebreakingstrengthandtearingstrengthofPP/basalticfiberneedledgeosynthetics,soastooptimizehotrollingtemperature,rollspacing,rollspeed,andotherconditionsandscreenouttheoptimalhotrollingprocess.TheresultsshowthatthemainfactorsaffectingthebreakingstrengthandtearingstrengthofPP/basaltfibernonwovengeosyntheticsarehotrollingtemperature,rollspacingandrollspeed;andtheoptimizedparametersofhotrollingprocessincludehotrollingtemperatureof185℃,rollspacingof0.6mmandrollspeedof1.68m/min.Undersuchconditions,thebreakingstrengthandtearingstrengthofthesampleare1410Nand869Nrespectively.
Keywords:PPfiber;basaltfiber;hotrollingprocess;singlefactortest;orthogonaltest
作者简介:李艳(1995-),女,山西襄汾人,硕士研究生,主要从事非织造材料技术与应用方面的研究。
通信作者:张得昆,E-mail:dk-zhang@163.com
土工合成材料是应用于土木工程中的纺织品[1],是继钢材、水泥、木材之后的第4种新型建筑材料[2]。非织造土工合成材料是土工合成材料之一,因力学性能好、耐久性等优点[3],在诸多领域得到了广泛应用[4-5]。随着工业的发展和基础设施建设力度的加大,对高性能土工布产品的需求逐渐提升[6]。玄武岩纤维作为一种高性能纤维[7],因具有优异的拉伸强度、弹性模量及化学稳定性[8],完全具备产业用纺织品开发的条件[9]。赖艳等[10]对PP/玄武岩针刺土工布的制备工艺进行了研究,优化了针刺工艺,使产品的力学性能得到提升。曾武凤等[11]对玄武岩纤维的发展特点和几种纤维制品的性能以及其在土木工程中的应用进行了综述。姚兆龙[12]、徐力斌[13]、薛明凱[14]对高性能混凝土进行了研究,配制出新型的自保温混凝土—玄武岩-聚丙烯纤维保温混凝土。刘浩喆[15]对玄武岩—聚丙烯混杂纤维混凝土抗氯离子渗透性能进行了研究,提高了混凝土的耐久性。而对玄武岩纤维应用在土工合成材料的热轧工艺研究相对较少,所以本文以玄武岩纤维和聚丙烯纤维[16-18]为原料,经过非织造针刺技术和热轧工艺制成土工合成材料,并对热轧工艺参数进行探讨优化,以期提升产品力学性能。
1实验
1.1原料及仪器
1.1.1原料
聚丙烯纤维(16.7dtex×76mm,淄博锦彤化纤有限公司)、玄武岩纤维(1.1dtex×65mm,浙江石金玄武岩纤维股份有限公司)。
1.1.2仪器
WL小型梳理针刺生产线(太仓市双凤非织造布设备有限公司),WL-GC-B-800型热轧机(太仓市双凤非织造布设备有限公司),YG026D-1000电子强力机(温州方圆仪器有限公司)。
1.2热轧工艺参数优化
1.2.1聚丙烯/玄武岩纤维非织造土工合成材料的制备
聚丙烯/玄武岩纤维针刺毡的主要工艺参数前期通过实验确定为纤维配比90/10、针刺密度700刺/cm2、针刺深度8mm、单位面积质量700g/m2,厚度6mm,按照原料选配→开松混合→梳理→交叉铺网→针刺制备成针刺毡。因玄武岩纤维含量较少,若将两种纤维直接混合开松,会导致混合不匀。针对上述问题本研究先将玄武岩纤维与等量聚丙烯纤维混合均匀,再将混合后的纤维与等量的聚丙烯纤维混合均匀,通过逐量加入聚丙烯纤维,多次混合的方式,可有效提高纤维混合的均匀性,同时棉箱混合、梳理混合、交叉铺网混合均可进一步提高纤维混合均匀性。最后通过热轧工艺完成聚丙烯纤维/玄武岩纤维非织造土工合成材料的制备。
1.2.2单因素试验设计
热轧工艺参数对土工合成材料的力学性能有重要的影响。热轧温度过低,聚丙烯纤维熔融不充分,对土工合成材料的力学性能有消极影响;热轧温度过高,聚丙烯纤维充分熔融,但会使样品表面不平整、手感变硬、出现脆化的现象。轧辊隔距的变化会影响轧辊对针刺毡表面的压力大小,轧辊速度的快慢决定针刺毡与轧辊接触的时间,进而影响样品的力学性能。因此结合以上因素,经过多次试机确定了热轧工艺参数的范围值。
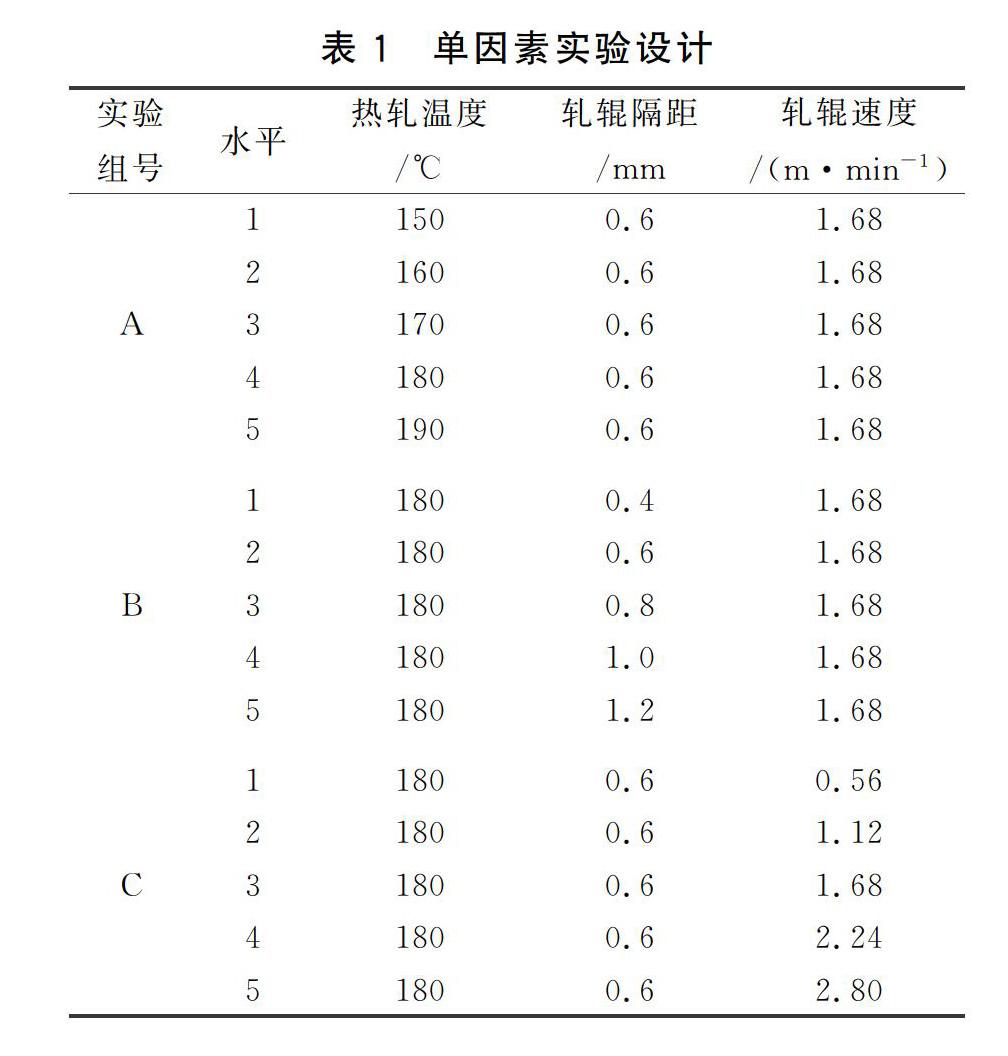
以聚丙烯/玄武岩纤维针刺毡为样品,聚丙烯/玄武岩纤维土工合成材料的断裂强力、撕破强力为考察指标,分别以热轧温度、轧辊隔距、轧辊速度为单因素进行试验,得到各因素对土工合成材料断裂强力和撕破强力影响的结果。单因素试验水平及因素如表1所示。
A组实验在研究热轧温度对聚丙烯/玄武岩纤维土工合成材料断裂强力和撕破强力的影响时,将轧辊隔距控制在0.6mm,轧辊速度为1.68m/min。B组实验在保持撕破强力为180℃,轧辊速度为1.68m/min的情况下,研究不同轧辊隔距对聚丙烯/玄武岩纤维土工合成材料断裂强力和撕破强力的影响。C组实验则是控制热轧温度和轧辊隔距不变,对不同轧辊速度下的聚丙烯/玄武岩纤维土工合成材料断裂强力和撕破强力进行研究。
1.2.3正交试验设计
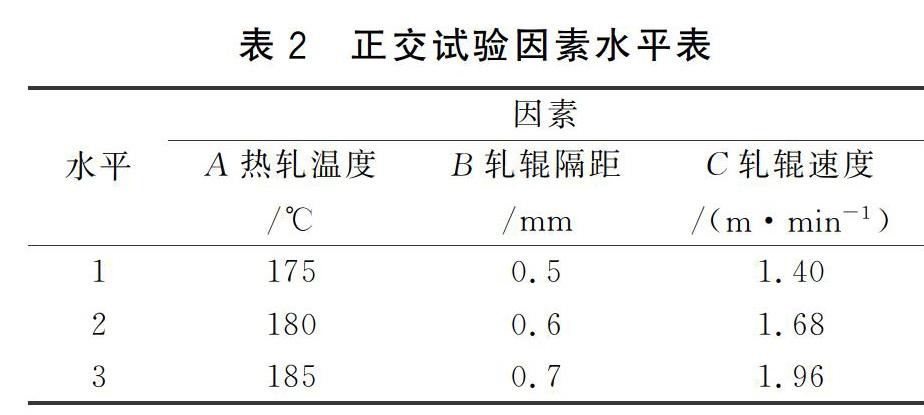
根据单因素试验的结果,采用正交试验表L9(34),以土工合成材料的断裂强力和撕破强力为考察指标,以热轧温度、轧辊隔距、轧辊速度为因素,进行正交试验。表2为试验因素水平表。
1.3性能测试
1.3.1断裂强力测试
参阅GB/T15788—2017《土工合成材料宽条拉伸试验方法》。试样大小为100mm×200mm,每组纵横向各取5块,求取纵横向平均值,采用YG026D-1000电子强力机进行测试(拉伸速度为20mm/min,夹距为100mm)。
1.3.2撕破强力测试
参阅GB/T13763—2010《土工合成材料梯形法撕破强力的测定》。试样大小为200mm×76mm,每组纵横向各取5块,求取纵横向平均值,采用YG026D-1000电子强力机进行测试(拉伸速度为50mm/min,夹距为25mm)。
2结果与讨论
2.1单因素试验结果
2.1.1热轧温度对聚丙烯/玄武岩纤维针刺土工合成材料断裂强力和撕破强力的影响
当轧辊隔距为0.6mm、轧辊速度为1.68m/mim时,分别考察热轧温度为150、160、170、180、190℃对聚丙烯/玄武岩纤维针刺土工合成材料断裂强力和撕破强力的影响,结果见图1。
图1可看出当热轧温度在150~180℃时,随着热轧温度的升高,样品的断裂强力和撕破强力逐渐增大;当热轧温度达到180℃时,达到最大值;随着热轧温度继续升高,断裂强力和撕破强力反而会下降,可能是因为过高的温度会使聚丙烯過分熔融,纤维内部分子发生改变,成为取向度和结晶度较差的薄膜,导致试样强力下降[19]。因此正交试验的热轧温度最优值初步选用180℃。
2.1.2轧辊隔距对聚丙烯/玄武岩纤维针刺土工合成材料断裂强力和撕破强力的影响
当热轧温度为180℃,轧辊速度为1.68m/mim时,分别考察轧辊隔距为0.4、0.6、0.8、1.0、1.2mm对聚丙烯/玄武岩纤维针刺土工合成材料断裂强力和撕破强力的影响,结果见图2。
轧辊隔距的变化会影响轧辊对针刺毡表面的压力大小,适当提升压力有利于轧辊与纤维间接触热量的传递,并提高纤维间粘合效果,从而可提升试样力学性能;压力过大不利于熔体的流动和扩散,反而会使试样强力下降[19]。图2显示,当轧辊隔距低于0.6mm时,随着轧辊隔距的增大,样品的断裂强力和撕破强力逐渐增大,在一定范围内增大轧辊隔距有利于样品的力学性能;当轧辊隔距等于0.6mm时,样品的断裂强力和撕破强力达到最大值;而继续增加轧辊隔距,样品的断裂强力和撕破强力会减小,原因可能是过大的轧辊隔距使轧辊对针刺毡表面的压力减小,试样内部聚丙烯纤维熔融和纤维间粘合效果相对较差,不能形成稳定的三维网状结构。因此正交试验的轧辊隔距最优值初步选用0.6mm。
2.1.3轧辊速度对聚丙烯/玄武岩纤维针刺土工合成材料断裂强力和撕破强力的影响
当热轧温度为180℃、轧辊隔距为0.6mm时,分别考察轧辊速度为0.56、1.12、1.68、2.24、2.80m/min时,对聚丙烯/玄武岩纤维针刺土工合成材料断裂强力和撕破强力的影响,结果见图3。
由图3可以看出,当轧辊速度为1.68m/min时,样品的断裂强力和撕破强力达到最大值;而当轧辊速度小于1.68m/min时,随着轧辊速度的增大,样品的断裂强力和撕破强力逐渐增大;但当轧辊速度大于1.68m/min时,样品的断裂强力和撕破强力反而减小。试验结果说明当轧辊速度较大时,针刺毡与轧辊接触时间较短,针刺毡接收的热量会减少,纤维之间的熔融较差,强力下降。因此正交试验的轧辊速度最优值初步选用1.68m/min。
2.2正交试验数据分析
极差R的大小反应相应因素作用的大小。极差越大,说明该因素的变化对指标所造成的影响较大,为主要因素;反之,则为次要因素[20]。正交试验结果见表3,极差分析表见表4。
从表4极差分析可知,极差R1A>R1B>R1C、极差R2A>R2B>R2C,所以热轧温度对聚丙烯/玄武岩纤维非织造土工合成材料的断裂强力和撕破强力影响最大,其次是轧辊隔距,轧辊速度影响最小。对于断裂强力而言,热轧工艺最优方案为A3B2C1,即热轧温度为185℃、轧辊隔距为0.6mm、轧辊速度为1.40m/min。对于撕破强力而言,热轧工艺最优方案为A3B2C2,即热轧温度为185℃、轧辊隔距为0.6mm、轧辊速度为1.68m/min。当轧辊速度为1.40、1.68m/min时,断裂强力的均值分别为1204.333、1197.333N,二者相差较小;另外由于时间和实验仪器预约的限制,本实验轧辊速度选取1.68m/min。综合考虑热轧温度、轧辊隔距、轧辊速度对聚丙烯/玄武岩纤维非织造土工合成材料的断裂强力和撕破强力的影响,最优热轧工艺确定为热轧温度为185℃、轧辊隔距为0.6mm、轧辊速度为1.68m/min。
对优化后的热轧工艺参数进行实验验证,测量样品的断裂强力和撕破强力,可得断裂强力均值为1410N,撕破强力均值为869N。
3结论
采用正交试验设计优化聚丙烯/玄武岩纤维针刺土工合成材料热轧工艺。用单因素实验分析法确定了热轧温度、轧辊隔距、轧辊速度的范围值,在此基础上进行三因素三水平的正交试验。正交试验极差分析可得到各因素对聚丙烯/玄武岩纤维针刺土工合成材料断裂强力和撕破强力的影响顺序为热轧温度>轧辊隔距>轧辊速度,热轧温度直接影响热轧过程中毡面受热温度,轧辊隔距和热轧速度的不同影响热轧过程中轧辊对毡面的压力大小即对成网中纤维的受热均匀度的影响。优化后的热轧工艺参数为热轧温度185℃、轧辊隔距为0.6mm、轧辊速度为1.68m/min,此时样品的断裂强力为1410N,撕破强力为869N。
参考文献:
[1]熊葳.非织造土工布的发展和应用[J].轻纺工业与技术,2010,39(4):19-21.
[2]刘聪华.浅谈土工布在基坑支护中的应用[J].建材发展导向,2013,11(5):42-44.
[3]贾芳,张得昆.多层针刺复合非织造土工布的性能测试[J].西安工程大学学报,2016,30(4):411-415.
[4]何倩倩,裴生,杨广超.非织造土工布的性能对比及应用分析[J].产业用纺织品,2018,36(2):30-34,44.
[5]王鑫竹,钱晓明,黄顺伟.非织造土工布的功能及应用[J].纺织科技进展,2017(11):1-4.
[6]张荫楠.土工布的技术进展和创新应用[J].纺织导报,2017(5):19.
[7]罗益锋.新形势下高性能纤维与复合材料的主攻方向与新进展[J].高科技纤维与应用,2019,44(5):1-22.
[8]曾瑶,俞科静,钱坤.玄武岩纤维表面改性及界面效应[J].材料科学与工程学报,2019,37(4):612-618.
[9]杨堃.玄武岩纤维在产业用纺织品中的应用现状[J].棉纺织技术,2016,44(9):82-84.
[10]赖艳,张得昆.PP/玄武巖纤维针刺土工布制备及性能分析[J].纺织高校基础科学学报,2019,32(1):7-11,36.
[11]曾武凤,王泽云,唐述涌,等.玄武岩纤维制品性能及其在土木工程领域的应用[J].四川建材,2017,43(7):24-25.
[12]姚兆龙.玄武岩-聚丙烯纤维保温混凝土碳化试验与力学性能研究[D].合肥:安徽理工大学,2019.
[13]徐力斌.玄武岩-聚丙烯混杂纤维活性粉末混凝土力学性能试验研究[D].吉林:东北电力大学,2018.
[14]薛明凯.玄武岩与聚丙烯双掺纤维混凝土力学性能研究[D].合肥:安徽理工大学,2018.
[15]刘浩喆.玄武岩-聚丙烯混杂纤维混凝土抗氯离子渗透性能试验研究[D].哈尔滨:哈尔滨工程大学,2017.
[16]邓宗才,董智福.高强聚丙烯纺粘针刺土工布的耐久性能[J].纺织学报,2018,39(11):61-67.
[17]孙彤彤.我国聚丙烯土工布的生产应用及发展前景[J].非织造布,2001(4):29-35.
[18]黄顺伟,钱晓明,周觅.聚丙烯长丝土工布的制备及性能研究[J].纺织导报,2018(1):71-73.
[19]张月庆,钱晓明.热轧工艺对纺粘热轧非织造布力学性能的影响[J].产业用纺织品,2011,29(5):21-23+43.
[20]李艳,张得昆.超短废弃羊毛纤维湿法非织造布的制备[J].西安工程大学学报,2018,32(6):623-627.
猜你喜欢
汽车工程学报(2016年5期)2017-01-16
佛山陶瓷(2016年12期)2017-01-09
中国医药导报(2016年28期)2017-01-06
中国医药导报(2016年30期)2016-12-28
山东工业技术(2016年23期)2016-12-23
山东农业科学(2016年11期)2016-12-17
安徽理工大学学报·自然科学版(2016年1期)2016-12-14
湖北农业科学(2016年18期)2016-12-08
科技视界(2016年18期)2016-11-03
科技视界(2016年20期)2016-09-29
