
柱塞式压辊生物质成型机成型模具的设计
2021-05-06 03:31张宇崴俞国胜王金鸣
西北农林科技大学学报(自然科学版) 2021年4期
张宇崴,俞国胜,冀 雨,郝 琪,梁 宇,王金鸣
(北京林业大学 工学院,北京100083)
近年来,生物质固体成型技术由于原料种类多、工艺简单、成本低廉等优点,已成为生物质能源主要的开发利用方向之一[1-3]。目前对生物质固体成型技术的研究主要集中在成型设备和成型工艺参数两个方面,因此优化设计生物质成型设备,探究最佳成型工艺参数,对推动生物质固体成型技术发展具有重大意义。
生物质成型机是最主要的生物质固化成型设备,根据结构形式的不同,生物质成型机主要分为螺旋挤压式、活塞冲压式和压辊式3种类型[4-5]。由于压辊式成型机的压辊对环模成型孔外的物料存在着不必要的挤压与摩擦,导致其主要成型部件磨损严重、寿命短、需定期更换,严重限制了成型机的推广[6-7]。为解决上述问题,袁大龙[8]综合了活塞冲压式成型机和压辊式成型机的成型特点,提出一种柱塞式压辊生物质成型方式,基本消除了环模非成型孔处压辊对物料的挤压和摩擦,有效降低了生物质成型的能耗,但该成型方式在成型模具设计和成型过程中仍存在一些问题。在成型模具设计方面,目前柱塞与成型孔间的运动干涉分析主要依靠SolidWorks、Pro/E等软件进行建模仿真[7,9],设计周期长且缺乏理论依据。在成型过程中,该种类成型机容易出现挤压困难、成型孔堵塞等问题,这可能与成型孔入口为锥形结构、柱塞与成型孔的啮合深度较小有关,还需要进一步优化和改进,以适应实际生产的需要。而目前对生物质成型工艺的研究多集中在原料粒度[10-11]、含水率[12-13]、成型孔长径比[14-15]、成型温度[16-17]、成型压力[18-19]、粘结剂[20-22]等因素上,关于成型孔入口结构及柱塞与成型孔啮合深度的相关研究较少。
为解决上述问题,本研究首先建立了柱塞相对于成型孔的运动轨迹数学模型,探究调整成型孔入口与柱塞结构尺寸的理论方法,以避免干涉问题的发生,并减少建模仿真验证过程,有效简化了设计步骤。然后以此为基础设计后续生物质成型试验,加工试验所需成型模具,以柠条粉为原料通过试验探究成型孔入口结构及柱塞与成型孔啮合深度对生物质成型过程及成型品质的影响,旨在为柱塞式压辊生物质成型机的改进提供参考。
1 柱塞运动轨迹数学模型
根据柱塞式压辊生物质成型方式,设计并制造的柱塞式压辊生物质成型机如图1所示。在生物质成型过程中,压辊的柱塞始终与环模的成型孔保持啮合运动。该成型机的成型部件如图2所示。

图1 柱塞式压辊生物质成型机Fig.1 Plunger-type roller biomass molding equipment
成型孔与柱塞间具体的相对运动关系为:随着环模与压辊的旋转,成型孔与柱塞逐渐进入啮合,当旋转至成型孔轴线与柱塞轴线重合时,二者啮合深度最大,继续旋转,二者逐渐退出啮合,在啮合过程中柱塞顶点相对于成型孔的运动轨迹为余摆线,如图3所示。成型机压辊和环模的主要结构尺寸见表1。
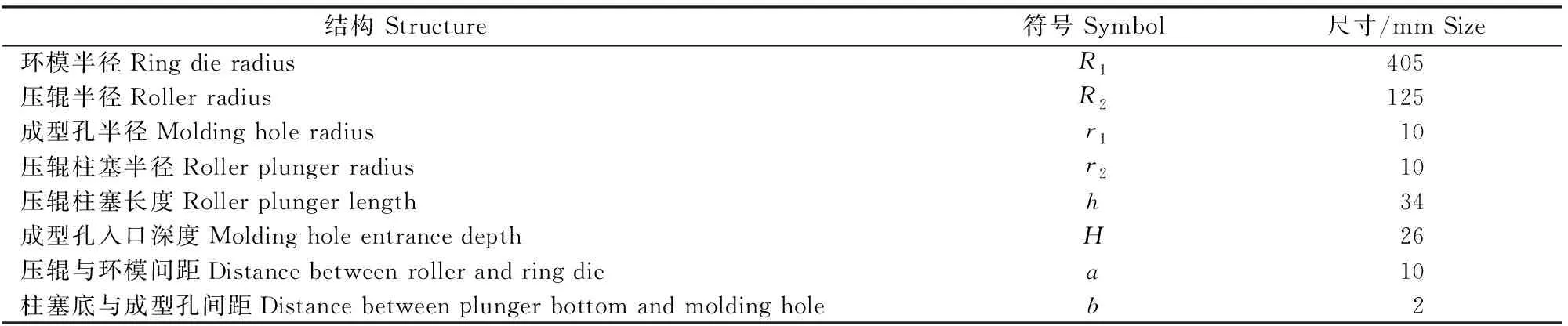
表1 压辊和环模的主要结构与尺寸Table 1 Main structure and size of roller and ring die
设环模和压辊的自转角速度分别为ω1和ω2rad/s,转速比为m。如图3-A所示,成型机工作时,环模绕其旋转中心O1转动,同时压辊绕其旋转中心O2同向转动。现将环模固定,以环模旋转中心O1为绝对坐标原点建立绝对坐标系O1XYZ,以压辊旋转中心O2为相对坐标原点建立相对坐标系O2UVW。设初始时相对坐标系与绝对坐标系重合。柱塞的2个顶点分别标定为点A、B,点A和点B关于坐标轴对称,因此只需对点A进行分析。绘制点A关于成型孔的运动轨迹曲线CA,结果如图3-B所示。
1.1 合成旋转矩阵的求解
设初始时刻坐标系O1XYZ与坐标系O2UVW重合,柱塞轴线与Y轴平行,根据点A运动的拆解分析,利用高等机构学相关原理,求解点A运动对应的合成旋转矩阵。
1)点A随坐标系O2UVW沿Y轴负方向平移,O2平移到压辊旋转中心相对于环模旋转中心的装配位置O2′,得到平移后的坐标系O2′U′V′W′(图3-A)。同时点A平移得到点A′(图3-B)。则有:
(1)
得出平移矩阵T:
(2)
2)点A′随坐标系O2′U′V′W′绕Z轴旋转-θ(“-”表示方向为顺时针),得到坐标系O2″U″V″W″和点A″(图3-A、B)。得出旋转矩阵H1:

(3)
式中:θ=ω1t,rad,其中t为时间(s)。
3)点A″绕W″轴旋转Ø,得到点A′″(图3-A、B)。得出旋转矩阵H2:

(4)
式中:Ø=ω2t=mω1t=mθ,rad。
4)根据高等机构学绝对变换与相对变换原理,得到点A运动对应的合成旋转矩阵Q为:
Q=H1TH2。
(5)
1.2 运动轨迹曲线CA参数方程的求解
用向量形式表示点A,有:
(6)
则有:

(7)
进而得到曲线CA的参数方程为:

(8)
式中:m为转速比,本研究中m=3。
2 成型孔入口结构的设计
常见的环模成型孔入口结构有锥形、阶梯形和曲面形,其中曲面形又可分为凸曲面形和凹曲面形[23-24]。由于曲面形成型孔入口加工难度大,加工成本高,缺乏实际应用价值,为此本研究仅对锥形和阶梯形2种入口结构进行设计和研究。
根据表1得出成型机柱塞运动轨迹的参数方程为:

(9)
式中:θ∈[-π,π],rad。
利用Matlab软件绘制出参数方程(9)表示的曲线如图4所示。图4中,θ-x图表示点A的横坐标随旋转角θ的变化情况;θ-y图表示点A的纵坐标随旋转角θ的变化情况;x-y图由θ-x图和θ-y图关联得出,表示点A横纵坐标间的变化关系,即压辊旋转一周得到的点A的运动轨迹曲线CA。

图4 点A的运动轨迹曲线CAFig.4 Motion trajectory curve CA of point A
联系图3和图4可看出,曲线CA只有部分位于成型孔入口内,分析干涉问题只需对这部分曲线进行研究,因此首先对这部分曲线进行截取。设yN=-R1=-405。令:
y=10sin(2θ)-159cos(2θ)-270cosθ≤yN=-405。
(10)
解得θ∈[-0.254 6,0.210 8],此范围内曲线上任意点的纵坐标均小于等于yN,表示这部分曲线位于成型孔入口内。为保证干涉分析效果,将θ的取值范围适当扩大并圆整,拟取θ∈[-0.26,0.22]。经计算可得y(-0.26)=-403.873 3,y(0.22)=-403.088 4,均略大于yN,表明曲线的截取范围合理。利用Matlab软件绘制该取值范围内点A的运动轨迹曲线CA′,结果见图5。
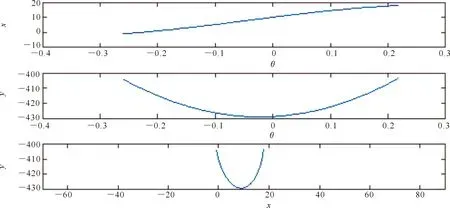
图5 θ∈[-0.26,0.22]时点A的运动轨迹曲线CA′Fig.5 Motion trajectory curve CA′ of point A at θ∈[-0.26,0.22]
根据图5中点A的运动轨迹曲线CA′,对环模成型孔入口的结构尺寸进行设计。图6-A、B分别表示阶梯形入口和锥形入口结构。柱塞与成型孔不发生干涉的极限位置为曲线CA′与直线lCD、lDE、lJE相切,其中直线lDE、lJE均为过点E曲线CA′的切线,因此仅需确定直线lCD、lDE的方程。其理论方法为:根据式(9)和点E在坐标系O1XYZ中的坐标,求出切线lDE的方程,进而求出两种入口结构锥孔部分的理论倾角α0;根据曲线CA′在环模内表面处的横坐标值确定垂直线lCD的方程,得到阶梯形入口直孔部分理论半径r30。
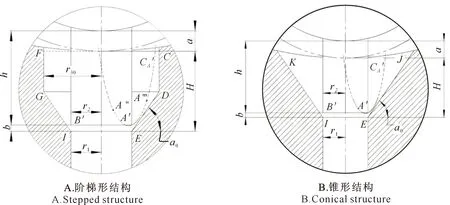
图6 成型孔入口结构设计示意图Fig.6 Structural design of molding hole entrance
2.1 参数方程的曲线拟合
由于参数方程过于复杂,利用Matlab软件按照理论方法求直线方程得到空解,因此首先对曲线CA′进行拟合,然后用拟合曲线方程求解直线方程。
在θ∈[-0.26,0.22]范围内以0.001为间隔,在曲线CA′上取一系列散点,利用Matlab软件中的拟合工具箱cftool采用多种函数模型对散点进行曲线拟合,取最优拟合结果,得到四次多项式拟合函数为:
y=0.001 472x4-0.047 38x3+0.720 7x2-5.83x-410.1。
(11)
对曲线拟合结果进行评价,拟合曲线的误差平方和为37.64,数值较小,确定系数为0.998 7,数值十分接近1,证明该四次多项式拟合函数的拟合效果很好,用其代替原参数方程求解直线方程是可行的。
2.2 直线lDE和lCD方程的求解

y′=0.005 888x3-0.142 14x2+1.441 4x-5.83。
(12)
同理,切线lDE的斜率为:

1.441 4x0-5.83。
(13)
切线lDE过点E和点P,其斜率还可以表示为:

(14)
联立公式(13)与(14),利用Matlab软件求解方程组,得出x0的4个取值为:12.695 7,6.419 2,7.838 3+6.517 7×i和7.838 3-6.517 7×i,其中i为虚数单位。根据图3和表1,x0应取12.695 7。将x0的取值代入公式(13)中,求出k=1.608 0,得到切线lDE的方程为:
y=1.608 0x-447.080。
(15)
当θ=0.22时,根据参数方程(9)求解出xA=17.849 9,得出垂直线lCD的方程为:
x=17.849 9。
(16)
2.3 成型孔入口设计
根据求解出的直线方程设计锥形和阶梯形成型孔入口。由式(15)计算出切线lDE的倾斜角为58°07′22″,即锥形成型孔和阶梯形成型孔锥孔部分的理论倾角α0为58°07′22″。由式(16)可知阶梯形成型孔直孔部分的理论半径r30为17.849 9 mm。由于直线方程根据曲线拟合方程求出,存在一定计算误差,同时考虑实际加工的可操作性和成型机装配误差问题,对理论倾角和理论半径进行适当调整,最终取锥形成型孔和阶梯形成型孔锥孔部分的实际倾角α为55°,阶梯形成型孔直孔部分的实际半径r3为19 mm。设计出的成型孔入口与柱塞实际运动轨迹曲线间的相对位置关系如图7所示,可以看出柱塞与成型孔间不会发生干涉,上述理论设计方法可行。
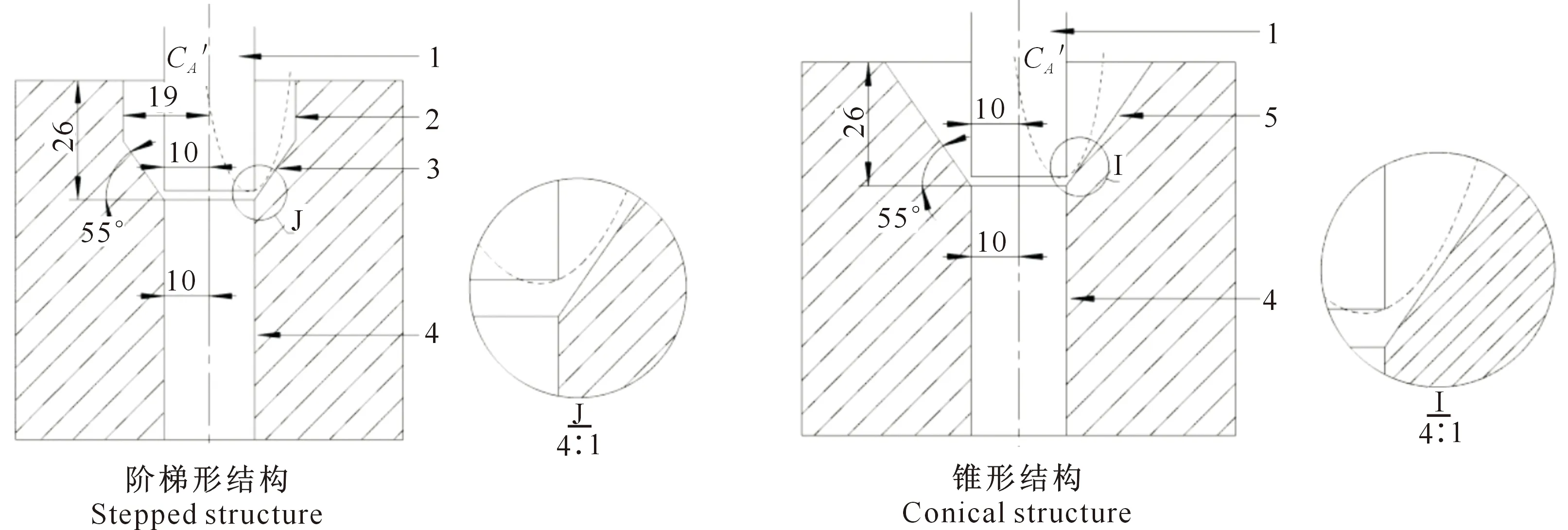
1.柱塞;2.阶梯形成型孔入口的直孔部分;3.阶梯形成型孔入口的锥孔部分;4.成型孔;5.锥形成型孔入口1.Plunger;2.Straight hole of stepped molding hole entrance;3.Conical hole of stepped molding hole entrance;4.Molding hole;5.Conical molding hole entrance
3 压辊柱塞结构尺寸的调整
为了探究柱塞与成型孔啮合深度对改善成型过程、提高成型品质的影响,需要设计不同结构尺寸的柱塞以改变其与成型孔的啮合深度。在成型孔结构尺寸不变的前提下,增加柱塞长度可以增加二者的啮合深度,为了避免发生干涉,同时要减小柱塞增加部分的半径。为省去建模仿真环节,提高设计效率,首先要探究调节柱塞尺寸的理论方法。
设柱塞增加的长度为e(mm),此时柱塞半径减小为r4(mm)。标定改进后柱塞顶点为点M,点M的运动轨迹曲线CM满足参数方程(8)。根据参数方程(8)、切线方程(15)和垂直线方程(16)即可确定r4的最大值。从图8可以看出,随着e取值的增大曲线CM向下移动靠近切线lDE,随着r4取值的减小曲线CM向左移动远离垂直线lCD,所以增加柱塞长度时,只需保证曲线CM与切线lDE相离,即可保证柱塞不会与成型孔发生干涉。

图8 曲线CM随e和r4取值的变化Fig.8 Change of curve CM with values of e and r4
以e=5 mm为例,此时柱塞与成型孔的啮合深度为3 mm。根据e的取值和表1得出r4的参数方程为:
(17)
根据方程(17)和曲线CM与切线lDE的相离关系,得出不等式:
r4 (18) 式中:θ∈[-0.26,0.22],rad。 在θ∈[-0.26,0.22]下,只需令r4小于f(θ)的最小值,则式(18)恒成立。利用Matlab软件求解出当θ=0.079 0时有f(θ)min=6.105 4。即r4<6.105 4 mm时,曲线CM与切线lDE相离。为便于加工,取r4=6 mm,可得到常数全部已知的曲线CM的参数方程为: (19) 图9所示为调整柱塞结构尺寸后其运动轨迹曲线CM与成型孔间的相对位置关系,可以看出二者不发生干涉,上述理论方法可行。根据该理论方法可得出e=3 mm,即柱塞与成型孔啮合深度为1 mm时r4=7.807 5 mm,考虑加工问题取r4=7.5 mm。 根据前文设计的成型孔入口和柱塞的结构尺寸,自制柱塞和成型套筒进行生物质成型试验,探究成型孔入口结构和柱塞与成型孔啮合深度对生物质成型过程与成型品质的影响。 采用柠条粉作为生物质原料。柠条枝条采自内蒙古自治区,自然晾干后用粉碎机粉碎成柠条粉,粒度为8 mm左右。首先利用电子天平称取一定质量的柠条粉原料,记为m0,然后利用水分快速测定仪对柠条粉原料进行4 h的干燥处理,测量干燥处理后柠条粉的质量,记为m1。按照下式计算出柠条粉原料的干基含水率M(本研究中涉及的生物质含水率均为干基含水率,以下简称含水率): M=(m0-m1)/m1×100%。 (20) 图9 曲线CM与成型孔的相对位置关系Fig.9 Relative position relationship between curve CM and molding hole 在试验中,需要在柠条粉原料的基础上将含水率分别调制为18%,20%和22%。具体处理过程如下:称取一定质量的柠条粉原料,根据公式(20)计算出所需加水量,将柠条粉原料和水充分搅拌后放入密封袋中密封并于常温下静置72 h。测量静置后柠条粉的含水率,若不满足试验要求,则重复上述步骤再次进行调节,直至含水率满足试验要求为止。 以自制液压驱动单柱塞生物质成型机(图10)和图1的柱塞式压辊生物质成型机为成型设备,自制柱塞与成型套筒,另外需要的设备有游标卡尺、SF-400A电子天平、SC69-02型水分快速测定仪等。 1.柱塞;2.套筒夹具;3.成型套筒;4.成型块;5.液压缸;6.机架;7.液压泵站;8.液压油箱1.Plunger;2.Sleeve clamp;3.Molding sleeve;4.Briquette;5.Hydraulic cylinder;6.Frame;7.Hydraulic pump;8.Hydraulic tank 4.2.1 试验方案 为了能够直观地观察生物质原料上冒和成型孔堵塞现象,便于分析问题,首先将自制的柱塞与成型套筒安装在液压驱动单柱塞生物质成型机上进行试验,模拟柱塞式压辊生物质成型机主要成型阶段——垂直压缩成型阶段。柱塞与成型孔啮合深度取-2 mm(-2表示柱塞与成型孔的间距b=2 mm,如图6所示,此时柱塞增加长度e=0 mm)。 (1)评价指标。以成型机的成型状态和成型块的松弛密度作为评价指标。松弛密度是衡量成型块物理品质和燃烧性能的重要指标之一[25],其计算公式为: (21) 式中:ρ为成型块松弛密度,单位为g/cm3;m为成型块质量,单位为g;d为成型块直径,单位为cm;L为成型块长度,单位为cm。 (2)试验设计。以成型孔入口结构为影响因素,在含水率分别取18%,20%和22%,成型孔长径比分别取3.8,4.2和4.8的条件下,考察锥形结构和阶梯形结构对成型状态与成型品质(松弛密度)的影响。 4.2.2 单因素试验结果分析 柠条粉生物质成型单因素试验结果如表2所示。比较2种成型孔入口结构下成型机的成型状态(表2)可以发现,在锥形结构对应的9组试验中,能够正常成型的仅有4组,成型状态较差的有2组,完全不成型的有3组;在阶梯形结构对应的9组试验中,能够正常成型的有6组,成型状态较差的有2组,完全不成型的有1组。通过比较可知,采用阶梯形结构可以有效提高正常成型的比例,减少原料不成型、上冒、放炮和成型孔堵塞等问题的出现,对原料的适应性更强。比较2种成型孔入口结构正常成型制得成型块的松弛密度(表2)可以发现,锥形结构正常成型的4组试验制得的成型块松弛密度平均值为0.820 g/cm3,极差值为0.423 g/cm3;阶梯形结构正常成型的6组试验制得的成型块松弛密度平均值为0.841 g/cm3,极差值为0.274 g/cm3。采用锥形和阶梯形2种成型孔入口结构制成的部分成型块如图11所示。由图11可以看出,成型孔入口采用阶梯形结构更有利于增大成型块松弛密度,保持成型块品质的稳定性。综合上述分析,生物质成型机应采用阶梯形成型孔入口。 表2 柠条粉生物质成型单因素试验的结果Table 2 Results of single-factor experiment of caragana korshinskii powder biomass molding A含水率18%、长径比4.2、锥形结构的成型块;B.含水率18%、长径比4.2、阶梯形结构的成型块;C.含水率22%、长径比4.2、锥形结构的成型块;D.含水率22%、长径比4.2、阶梯形结构的成型块A.Briquettes with 18% moisture content,4.2 aspect ratio of molding hole,conical structure;B.Briquettes with 18% moisture content,4.2 aspect ratio of molding hole,stepped structure;C.Briquettes with 22% moisture content,4.2 aspect ratio of molding hole,conical structure;D.Briquettes with 22% moisture content,4.2 aspect ratio of molding hole,stepped structure 4.3.1 试验方案 通过单因素试验可知,与锥形成型孔入口结构相比,成型孔入口结构采用阶梯形能够有效改善成型过程,提高成型品质,因此利用阶梯形成型孔入口结构进一步进行三因素三水平正交试验,以原料含水率、柱塞与成型孔啮合深度和成型孔长径比作为影响因素,各因素水平的选取如表3所示。 表3 生物质成型工艺正交试验的因素与水平Table 3 Factors and levels of orthogonal experiment of biomass molding process 以成型块的松弛密度和抗跌碎性作为衡量成型效果的评价指标[18,26-27],探究柱塞与成型孔啮合深度对成型过程与成型品质的影响,并得出最佳成型工艺参数。抗跌碎性参考生物质型煤跌落强度的测定方法进行测定,依据GB/T 154959所规定的方法,在制得的成型块中随机抽取10个并称质量,然后让其从2 m高处自由下落到12 mm厚的钢板上,重复跌落3次,用13 mm的筛子进行筛分,测量大于13 mm碎料的质量并求其质量分数,用质量分数表征成型块的抗跌碎性[28],质量分数越大表明成型块的抗跌碎性越好。 4.3.2 正交试验结果与分析 正交试验结果如表4所示。将空列作为误差项,根据表4对成型块的松弛密度和抗跌碎性进行方差分析,结果见表5。由表5可以看出,松弛密度随含水率与成型孔长径比的增加而先增大后减小,随啮合深度的增加而增大。通过比较F值可知,3个因素对成型块松弛密度影响的主次顺序为:成型孔长径比、啮合深度、含水率。通过比较各因素不同水平的K值,可确定各因素的最优水平,进而得出针对松弛密度的优化成型工艺参数组合为A2B3C2。抗跌碎性随含水率的增加而增加,随啮合深度与成型孔长径比的增加先增加后减小。通过比较F值可知,3个因素对成型块抗跌碎性影响的主次顺序为:啮合深度、含水率、成型孔长径比。通过比较各因素不同水平的K值,可确定各因素的最优水平,进而得出针对抗跌碎性的优化成型工艺参数组合为A3B2C2。 表4 生物质成型工艺的正交试验结果Table 4 Results of orthogonal experiment of biomass molding process 表5 生物质成型工艺正交试验结果的方差分析Table 5 Variance analysis of orthogonal experiment results of biomass molding process 对比表2和表4可以看出,当成型孔入口为阶梯形,原料含水率为20%,成型孔长径比为4.8时,啮合深度取-2 mm会导致成型孔堵塞,将啮合深度增加至1 mm时即可正常成型,且成型块的松弛密度为1.004 g/cm3,抗跌碎性为97.9%,品质较好。 通过上述分析可知,啮合深度对成型块的松弛密度和抗跌碎性均有较为显著的影响,适当增加啮合深度有利于提高成型块的松弛密度和抗跌碎性,同时有利于缓解成型孔堵塞问题,证明前文对啮合深度会影响成型过程和成型品质的猜想是正确的。 4.3.3 最佳成型工艺参数确定 根据方差分析结果可知,不同评价指标对应的因素影响顺序和最优工艺组合各不相同,因此需要用综合平衡法进行分析,找出使成型块整体品质达到较好水平的最佳成型工艺参数。 对于因素C(成型孔长径比),2个评价指标对应的最佳水平均为C2,无需讨论;对于因素A(含水率),松弛密度对应的最佳水平为A2,抗跌碎性对应的最佳水平为A3,由方差分析可知,因素A对抗跌碎性的影响更为显著,且取A2水平与A3水平对松弛密度影响不大,综合考虑取A3水平为最佳;同理可分析出因素B(啮合深度)取B2水平为最佳。 综合上述分析,最终确定在正交试验选取的因素水平内,生物质成型块的最佳成型工艺参数组合为A3B2C2,即含水率为22%,啮合深度为1 mm,成型孔长径比为4.2。 由于最佳成型工艺参数组合不在正交试验组合内,为检验利用液压驱动单柱塞生物质成型机试验得出的结论在柱塞式压辊生物质成型机上是否适用,需对确定的最佳成型工艺参数组合进行试验验证。柱塞式压辊生物质成型机的环模成型孔入口采用阶梯形结构,成型孔入口和柱塞按前文计算的尺寸进行加工,其余结构尺寸见表1。以柠条粉为原料,采用的工艺参数为4.3.3节确定的最佳成型工艺参数,即含水率为22%,啮合深度为1 mm,成型孔长径比为4.2。 通过试验发现,柱塞式压辊生物质成型机运转良好,成型孔与柱塞间未发生干涉,成型过程中未出现不成型、挤压困难、成型孔堵塞等问题,制得的成型块的松弛密度为1.051 g/cm3,抗跌碎性为96.8%,品质较好,可以满足使用与运输的要求。 1)针对现有的柱塞式压辊生物质成型机,建立其柱塞相对于成型孔的运动轨迹数学模型,提出设计锥形和阶梯形成型孔入口与改进柱塞结构尺寸的理论方法,为今后成型模具的设计与改进提供了理论参考。 2)针对成型孔入口结构进行了单因素试验,结果表明,阶梯形成型孔入口更有利于缓解成型机挤压困难、原料上冒、成型孔堵塞等问题,增大了成型块的松弛密度。针对柱塞与成型孔啮合深度进行三因素三水平的正交试验,结果表明,适当增加啮合深度有利于缓解成型孔堵塞问题,提高成型品质。以成型块的松弛密度和抗跌碎性为评价指标,最终确定柠条粉的最佳生物质成型工艺参数组合为:含水率22%,啮合深度1 mm,成型孔长径比4.2。上述结论为改善成型过程与成型效果提供了借鉴与参考。 3)以柠条粉为原料,利用柱塞式压辊生物质成型机对最佳工艺参数组合进行了验证试验,所制得的柠条粉生物质成型块的松弛密度为1.051 g/cm3,抗跌碎性为96.8%,达到了生物质燃料标准的要求。
4 柠条粉生物质成型试验
4.1 原料与设备


4.2 单因素试验


4.3 正交试验



4.4 验证试验
5 结 论
猜你喜欢
今日农业(2022年1期)2022-11-16
农业工程学报(2022年13期)2022-10-09
中南林业科技大学学报(2022年7期)2022-09-26
长江科学院院报(2022年7期)2022-08-09
南京信息工程大学学报(2022年1期)2022-04-09
西安石油大学学报(自然科学版)(2022年1期)2022-02-16
今日农业(2021年21期)2022-01-12
农机使用与维修(2021年3期)2021-11-27
中国药学药品知识仓库(2021年13期)2021-01-04
小学生(看图说画)(2020年9期)2020-09-17
