无机填料对EVA 热熔胶性能的影响
2021-04-29 06:27李文风张雪萍靳洪飞宋宇飞马凤国
合成材料老化与应用 2021年2期
李文风,张雪萍,孙 达,靳洪飞,宋宇飞,马凤国
(青岛科技大学橡塑材料与工程教育部重点实验室/ 山东省橡塑材料与工程重点实验室,山东青岛266042)
随着环境友好型胶粘剂的发展,热熔胶(HMA)的应用越来越广泛。由于熔融指数值范围广,醋酸乙烯酯含量高,对多种材料粘接能力强,乙烯- 醋酸乙烯酯共聚物(EVA)是目前应用最广泛的HMA 材料[1]。HMA通常是由基体共聚物、增粘剂、蜡、填料及抗氧剂等组成,常用的增粘剂主要有高油树脂、松香、聚四氟乙烯和烃类树脂,其作用是通过降低基体聚合物的粘度来改善基材的润湿性[2]。EVA 热熔胶是一种不含溶剂或水,几乎无气味的100% 固体含量的胶黏剂,呈半透明或白色蜡状,密度比水小,通常在0.91 ~0.93 之间,常温下是固态,升温后开始熔化,变成具有一定流动性和粘性的液体胶黏剂[3]。EVA 热熔胶共聚体凝聚力大,熔融表面张力小,对绝大数物质粘接性能优异,耐药品性、热稳定性和耐候性也比较优异。
填料是常用于热熔胶粘合剂中的一种添加剂。在粘合剂中,填料具有增加粘合剂的内聚强度,调节粘合剂粘度,改善加工性和耐热性的作用。另外,填料还具有调整粘合剂的热膨胀系数或收缩系数,改善粘合剂导电性,降低成本的优点。广泛应用的填料多为无机物,如滑石粉、粘土、碳酸钙、白炭黑等。填料的一般添加量为20%,但有时也会超过50%。碳酸钙是应用最广泛的一种填料,因为它易于获得,廉价且无毒。王益民研究了轻质碳酸钙对EVA 热熔胶力学性能的影响,结果表明,碳酸钙用量低于20% 时,可降低成本、提高软化点。一旦超过20%,就会导致力学性能变差,甚至严重影响其使用[4]。高岭土主要由高岭石、水合物、伊利石、蒙脱石和石英等矿物组成。纯高岭土为白色,细腻柔软,具有良好的物理和化学性质,如可塑性和耐火性。二氧化硅是白色粉末状X 射线无定形硅酸和硅酸盐产品的总称,主要成分为沉淀二氧化硅、气相二氧化硅和超细硅胶,还包括粉末状合成硅酸铝和硅酸钙。二氧化硅是多孔物质,其组成可用SiO2·nH2O 表示,其中nH2O 是以表面羟基的形式存在。二氧化硅可用来增强和填充粘合剂,以增加其硬度、软化点和强度。本文研究了无机填料碳酸钙、高岭土和白炭黑的用量对EVA 热熔胶性能的影响。
1 实验部分
1.1 主要原料及仪器
乙烯- 醋酸乙烯酯共聚物:EVA-28,杭州胜欧塑化有限公司;松香树脂(LM-150)、PP 蜡(9088D):青岛赛诺新材料有限公司;气相法白炭黑(H-5):卡博特化工有限公司;碳酸钙(3000 目)、高岭土(3000 目):上海缘江化工有限公司。
电动搅拌机:OS40-Pro,江阴市保利科研器械有限公司;IKA 顶置搅拌器:RW 20,广州仪科实验室技术有限公司;平板硫化机:XLB-D500X500,浙江湖州东方机械有限公司;万能拉力试验机(AZ-7000M)、塑料熔融指数测定机(GT-7100MI):台湾高铁科技股份有限公司;场发射扫描电镜(JSM-7500F 1 2009)、喷金仪(JFC-1600):日本电子公司;电热恒温鼓风干燥箱:DGG-9070 型,上海森信实验仪器有限公司;橡胶冲片机(GT-7016-AR)、厚度计(GT-313-A1)、硬度测量仪(GT-GS-MB)、软化点测量仪(HV-2000A):高铁科技股份有限公司;万能电子拉力试验机:Z030,德国Zwick/Roell 公司;热熔胶炉:6*φ52mm*60mm,定制。
1.2 基础配方
EVA 树脂用量100 份,松香树脂用量60 份,PP 蜡用量20 份,碳酸钙、高岭土和白炭黑用量分别为0 份、5 份、10 份、20 份、30 份。
1.3 试样的制备
EVA 热熔胶制备:按配方精确称取EVA 树脂、增粘树脂、蜡等原料,电热炉温度升高到140℃。将EVA树脂放入特制烧杯中,置于电热炉上升温;待EVA 树脂完全熔融时,依次加入松香树脂、蜡和填料;所有物料完全熔融时,用搅拌器进行高速搅拌,转速380r/min,搅拌60min,混合均匀;将EVA 热熔胶胶料倒入涂有防粘剂的玻璃器皿上,冷却后取下,即制得EVA 热熔胶。取适量的EVA 热熔胶装入210×210×4mm 的模具,平板硫化机的温度设为140℃,并保温15min,以确保EVA 热熔胶熔融时温度恒定。模具放入平板硫化机中加压加热,熔融加热时间30min,取出后冷压降温,即制得210×210×4(mm)的EVA 热熔胶试样。
1.4 性能测试
拉伸强度:采用万能拉力试验机,按GB/T 528-2009 对EVA 热熔胶试样进行测试;拉伸剪切强度:采用万能电子拉力试验机,按GB/T 7124-2008 对EVA 热熔胶试样进行测试;硬度:采用邵A 硬度计,按GB/T 531-1999 对EVA 热熔胶试样进行测试;熔融指数:采用塑料熔融指数测定机,按GB/T 3682-2000 熔体质量流动速率的试验方法测试;软化点:采用软化点测量仪,按GB/T 1633-2000 软化点的试验方法测定;扫描电子显微镜测试:采用扫描电子显微镜(JSM-7500F) 对热熔胶试样进行测试分析其微观结构。
2 结果与讨论
2.1 不同种类无机填料对EVA 热熔胶性能的影响
2.1.1 不同种类无机填料对EVA 热熔胶拉伸强度及剪切强度的影响
由图1 可见,随碳酸钙等无机填料含量的增加,EVA 热熔胶的拉伸强度先缓慢减小后迅速减小。这是因为无机填料加入量较少时,碳酸钙、高岭土等无机填料分子可以进入EVA 热熔胶的缝隙中,温度降低后,无机填料固化留在热熔胶基体中,从而起到补强的作用。随着无机填料用量的增加,根据“极性相溶”原则,无机填料和有机材料极性相差太大,两者间相容性较差。EVA 热熔胶内部各组分间的内聚力降低,分子间作用力渐渐变小,因此EVA 热熔胶拉伸强度迅速减小[5]。

图1 不同种类的填料对EVA 热熔胶拉伸强度的影响Fig. 1 Effect of different fillers on tensile strength of EVA hot melt adhesive
由图2 可见,随碳酸钙、高岭土和白炭黑的用量的增多,EVA 热熔胶的剪切强度呈现先缓慢减少后快速减少的趋势[6]。加入5phr 的白炭黑,反而有利于EVA 热熔胶和金属及塑料的粘接。这是因为无机填料加入量较少时,无机填料小分子可以进入到EVA 热熔胶的缝隙中,温度降低后,这些无机填料在被粘物表面形成楔合、铆合和钩合等作用。根据热熔胶的粘接机械理论[7],这些无机填料可在一定程度上提高EVA 热熔胶与被粘物的粘合效果,故少量的填料不会降低其粘接性。除了上述的粘接机械理论,还与白炭黑自身特点有关。白炭黑表面独特的硅烷醇结构,使其富有大量的活性基团,有助于提高热熔胶与被粘物金属和塑料的润湿能力[8]。不过,当白炭黑等无机填料含量太高时,无机填料与EVA 热熔胶的相容性变差,EVA 热熔胶各组分间相互作用变弱,内聚力变差,导致剪切强度下降。另外,无机填料用量过多会使EVA 热熔胶流动性变差,不利于润湿被粘物,粘接效果变差。
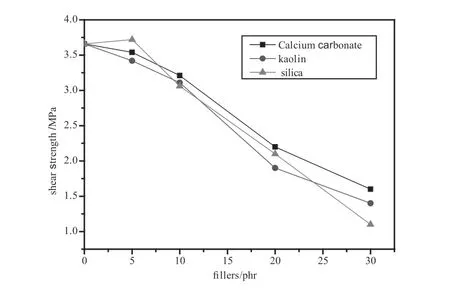
图2 不同种类的填料对EVA 热熔胶剪切强度的影响Fig. 2 Effect of different fillers on shear strength of EVA hot melt adhesive
2.1.2 不同种类无机填料对EVA 热熔胶熔融指数的影响
由图3 可见,当无机填料用量小于5phr 时,EVA 热熔胶的熔融指数下降的少;当无机填料用量超过5phr 时,EVA 热熔胶的熔融指数迅速下降,尤其是白炭黑,加入量为30phr 时,EVA 热熔胶熔融指数仅为2.5g/10min。此时热熔胶的流动性很差,粘度很高,EVA 热熔胶几乎失去了润湿能力,粘接效果较差。这是因为无机填料加入量较少时,无机填料分子可以活动到EVA 热熔胶的缝隙中,被热熔胶树脂所包裹而留在热熔胶基体中,对EVA 热熔胶的流动性影响不明显[9]。当无机填料加入量过多时,无机填料分子充满了EVA 热熔胶的各个缝隙中,不能被热熔胶中的树脂所包裹,无机填料溢出热熔胶基体,因而熔融指数下降的速率非常大。

图3 不同种类的填料对EVA 热熔胶熔融指数的影响Fig. 3 Effect of different fillers on melting index of EVA hot melt adhesive
2.1.3 不同种类的填料对EVA 热熔胶软化点的影响
由图4 可见,EVA 热熔胶的软化点随着碳酸钙和白炭黑含量的增加而逐渐变大,而随高岭土含量的增加变化不大。产生这种现象的原因为:一方面是碳酸钙等无机填料与EVA 热熔胶等有机材料之间的相容性较差,无机填料的加入会使EVA 热熔胶体系的力学性能变差;另一方面,碳酸钙等无机填料粒子分布在EVA 热熔胶基体中,限制了有机大分子的链段运动,使其刚性增加,因而软化点增大[10-11]。

图4 不同种类的填料对EVA 热熔胶软化点的影响Fig. 4 Effect of different fillers on softening point of EVA hot melt adhesive
2.2 不同种类无机填料的EVA 热熔胶拉伸断裂面形貌分析
2.2.1 不同碳酸钙含量的EVA 热熔胶的拉伸断裂形貌分析
由图5 可见,随着碳酸钙用量的增加,碳酸钙与EVA 热熔胶各组分的相容性越来越差。随碳酸钙用量的增多,EVA 热熔胶逐渐由韧窝大且深、拉丝纤维多、塑性形变充分过渡到韧窝浅、断面拉丝纤维少、塑性形变不充分[12]。碳酸钙含量为5phr 时,碳酸钙粒子可以活动到EVA 热熔胶的缝隙中,被热熔胶树脂所包裹,而留在热熔胶基体中,对EVA 热熔胶的内聚力影响不大。当碳酸钙含量大于20phr 时,热熔胶断面处拉丝纤维很少,塑性变形不明显。这是因为碳酸钙无机填料与EVA 热熔胶的相容性较差,使整体的内聚力下降。随着碳酸钙含量的增加,大量团聚的碳酸钙粒子充斥于热熔胶组分基体中,削弱了热熔胶各组分之间的分子间作用力,破坏了热熔胶原有的链结构,使其整体的链段活动性增强,大分子链段之间的作用力减弱,内聚力减少。

图5 不同碳酸钙含量的EVA 热熔胶的拉伸断裂面在1000 倍率下的SEM 形貌图Fig.5 SEM topography images of tensile fracture surfaces of EVA hot melt adhesives with different calcium carbonate contents at 1000 magnification
2.2.2 不同高岭土含量的EVA 热熔胶的拉伸断裂形貌分析
由图6 可见,随着高岭土含量的增加,高岭土与EVA 热熔胶各组分的相容性越来越差。随高岭土含量的增多,EVA 热熔胶逐渐由韧窝大且深、拉丝纤维多、塑性形变充分过渡到韧窝浅、断面拉丝纤维少、拉丝纤维变粗。随高岭土含量的增加,高岭土粒子并没有大量团聚,而是聚集到EVA 热熔胶的缝隙中,为热熔胶中的树脂所包裹而留在热熔胶基体中,对EVA 热熔胶的内聚力影响不大。当高岭土含量大于20phr 时,高岭土粒子大量团聚,严重影响了EVA 热熔胶的相容性,使整体的内聚力下降。

图6 不同高岭土含量的EVA 热熔胶的拉伸断裂面在1000 倍率下的SEM 形貌图Fig.6 SEM topography images of tensile fracture surfaces of EVA hot melt adhesives with different kaolin contents under 1000 magnification
2.2.3 不同白炭黑含量的EVA 热熔胶的拉伸断裂形貌分析
由图7 可见,随着白炭黑含量的增加,白炭黑与EVA 热熔胶各组分的相容性越来越差。随白炭黑含量的增多,EVA 热熔胶逐渐由韧窝大且深、拉丝纤维多、塑性形变充分过渡到韧窝浅、断面拉丝纤维少、塑性形变不充分。当白炭黑用量为5phr 时,白炭黑粒子可以活动到EVA 热熔胶的缝隙中,被热熔胶中的树脂所包裹而留在热熔胶基体中,对EVA 热熔胶具有增强的作用。当白炭黑用量大于20phr 时,白炭黑粒子大量团聚在热熔胶表面,严重影响了EVA 热熔胶的力学性能[13]。因此白炭黑作为填料时最好不要超过20phr,否则会严重影响EVA 热熔胶的力学性能。

图7 不同白炭黑含量的EVA 热熔胶的拉伸断裂面在1000 倍率下的SEM 形貌图Fig.7 SEM topography images of the tensile fracture surface of EVA hot melt adhesives with different silica content at 1000 magnification
3 结论
当碳酸钙、高岭土及白炭黑等无机填料的用量小于5phr 时,EVA 热熔胶的剪切强度、拉伸强度降低及熔融指数降低较小。其中当添加白炭黑5phr 时,对EVA 热熔胶还具有增强的作用,此时剪切强度为3.72MPa。当无机填料用量大于5phr 时,EVA 热熔胶力学性能损失较大。碳酸钙和白炭黑可以提高EVA 热熔胶的软化点,高岭土则影响不大。通过SEM 图像分析可知,当添加填料大于20phr 时,无机填料间极易形成团聚现象,此时无机填料与EVA 热熔胶的相容性较差,使热熔胶间内聚力下降。因此,一般来说在制备EVA 热熔胶时,无机填料的用量最好不要超过20phr。
猜你喜欢
橡胶工业(2022年8期)2022-09-06
橡胶科技(2022年8期)2022-09-01
学苑创造·A版(2022年5期)2022-05-19
中国非金属矿工业导刊(2022年1期)2022-03-08
全面腐蚀控制(2021年12期)2022-01-17
科学技术创新(2021年30期)2021-10-25
故事作文·高年级(2021年8期)2021-07-27
腐蚀与防护(2021年5期)2021-06-17
中国非金属矿工业导刊(2019年3期)2019-09-25