
阵列漏磁检测技术在钢管探伤中的应用
2021-04-26 07:41胡俊伟胡才望
钢管 2021年1期
高 翔,胡俊伟,胡才望
(湖北新冶钢有限公司,湖北 黄石 435000)
目前钢管漏磁探伤设备普遍能够实现纵向缺陷和横向缺陷的检测,但对于斜向缺陷的检出效果不稳定,其原因主要是斜向缺陷的漏磁场强度较弱以及漏磁探头相对漏磁场的扫查方向不垂直,从而导致灵敏度较低。一直以来,人们为实现不同方向缺陷的相同灵敏度检出做了大量研究工作,也取得一些进展,但仍未获得十分理想结果。
2017 年某公司新上线一套探头固定、钢管螺旋旋转前进式的钢管漏磁探伤设备,这套设备采用阵列漏磁检测技术,能够实现对钢管纵向、横向和斜向缺陷的同时检测。本文以该套漏磁探伤设备为基础,分析了阵列漏磁检测的工作原理,介绍了其实际探伤效果。
1 阵列漏磁探伤设备构成
钢管漏磁探伤设备主要由纵伤探伤机、横伤探伤机、漏磁探伤仪以及带动钢管螺旋前行的传输辊道组成,而纵伤探伤机、横伤探伤机和漏磁探伤仪是实现钢管漏磁探伤的核心部件[1-2]。纵伤探伤机和横伤探伤机的结构如图1 所示。
纵伤探伤机由环形铁芯(又称轭铁)、磁极、磁化线包、纵伤探头组成。在两个磁化线包通入直流电后,探伤机中的环形铁芯和磁极与被检钢管一起构成闭合磁回路(图1a 所示虚线),实施对管壁的周向磁化。2 个探头分别位于两个磁极的中间位置,用以检测管壁中缺陷的漏磁场。从图1a 可以看出,纵伤探伤机激发的磁力线方向与钢管的纵轴线垂直,所以对于钢管中的纵向缺陷的检测最敏感,这也正是纵伤探伤机名字的由来。
横伤探伤机由壳体(或框架)、导套(又称极靴)、磁化线包和横伤探头组成。在两个磁化线包通入直流电后,探伤机中的壳体和导套与被检钢管一起构成闭合磁回路(图1b 所示虚线),实施对管壁的轴向磁化。2 个探头或4 个探头围绕钢管对称布置在两个线包的中央,用以检测管壁中缺陷的漏磁场。从图1b 可以看出,横伤探伤机激发的磁力线方向与钢管的纵轴线平行,所以对于钢管中的横向缺陷的检测最为敏感,这也正是横伤探伤机名字的由来。

图1 纵伤探伤机和横伤探伤机结构示意
纵伤探伤机与横伤探伤机前后衔接安装在钢管传输线上,当钢管螺旋前行通过,纵伤探头和横伤探头分别实现对整个钢管表面的扫查。由于磁化装置分别对被检钢管实施纵向和横向磁化,斜向缺陷的漏磁场就会较弱;此外,钢管传输时既做旋转运动又做直线运动,探头在钢管表面描绘出一条倾斜的轨迹,当缺陷方向与轨迹不垂直,漏磁场的电磁感应效应会降低。这些都会造成漏磁检测灵敏度的波动,这是传统漏磁探伤设备存在的固有问题。而采用阵列式的漏磁探头,可以克服传统钢管漏磁探伤的不足[3-13]。
2 阵列漏磁检测工作原理
阵列漏磁检测技术的核心是阵列漏磁探头。横伤和纵伤阵列漏磁探头均为条形,且都沿钢管轴向摆放[2]。横伤阵列漏磁探头工作原理如图2 所示。每个横伤探头中有32 个线圈,每个线圈连接探伤仪的一个输入端口。在探头中,每四个线圈组成1个检测单元,一个探头共分8 个单元。以图3 所示最左侧单元为例,将1、2 线圈的信号接入仪器后进行差分处理,将3、4 线圈的信号进行差分处理,这两种组合均适于检测横伤;将2、3 线圈的信号接入仪器后进行差分处理,适于检测斜伤1;将1、4 线圈的信号进行差分处理,适于检测斜伤2。由此可见,在一个检测单元中的4 个线圈,通过不同组合的信号差分运算,即可实现检出横伤和两个方向的斜伤。

图2 横伤阵列漏磁探头工作原理
纵伤阵列漏磁探头工作原理如图3 所示。纵伤探头与横伤探头的结构完全一样,不同的是对线圈信号处理的组合方式不同。仍以图3 所示最左侧的检测单元为例,将1、3 线圈的信号接入仪器后进行差分处理,将2、4 线圈的信号进行差分处理,这两种组合均适于检测纵伤;将2、3 线圈的信号接入仪器后进行差分处理,适合于检测斜伤1;将1、4 线圈的信号进行差分处理,适合于检测斜伤2。可见与横伤探头一样,对于一个检测单元中的4 个线圈,通过不同组合的信号差分运算,即可实现检出纵伤和两个方向的斜伤。
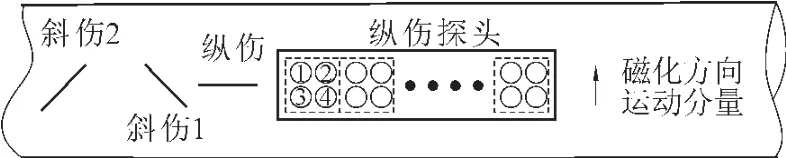
图3 纵伤阵列漏磁探头工作原理
3 阵列漏磁探伤的应用效果
为了验证阵列漏磁技术检出不同取向缺陷的能力,在 Ф76 mm×10 mm 对比样管上按照 GB/T 12606—2016《无缝和焊接(埋弧焊除外)铁磁性钢管纵向和/或横向缺欠的全圆周自动漏磁检测》规定的F2 等级制作外表面纵伤、横伤和斜伤,其中斜伤的角度分别为钢管轴线左旋和右旋30°、45°和60°,所有人工伤的尺寸均为25 mm×0.5 mm×0.5 mm(长×宽×深)。对比样管上的人工伤分布如图4所示。利用阵列漏磁探伤设备得到对比样管人工缺陷的检测波形如图5 所示。从显示波形中可以看出,不同取向人工伤的信号幅度差异不大,基本做到检测灵敏度的一致性。

图4 样管上的人工缺陷分布示意

图5 人工缺陷的检测波形显示
采用阵列漏磁探伤设备对材质为40Cr 的Ф180 mm×35 mm 热轧钢管进行探伤,检测出自然缺陷的情况如图6~7 所示。在图6(b)和 7(b)中各有一种斜向分布的缺陷被有效探测出来,这些超标缺陷经过修磨后的磁粉检测被得到证实,缺陷深度0.30~0.50 mm。

图6 钢管上45°斜向缺陷及其漏磁检测波形
4 结 语
阵列漏磁技术是钢管漏磁探伤的一种新的尝试,其利用漏磁探头中线圈阵列的不同组合,形成在不同方向上对漏磁场信号的差动处理,用以实现对纵向、横向、斜向缺陷近似相同的检测灵敏度,这是传统漏磁探伤方法所不能及的。阵列漏磁检测技术具有广阔的发展空间和应用前景,必将成为无损检测工艺改进的一种有效手段。
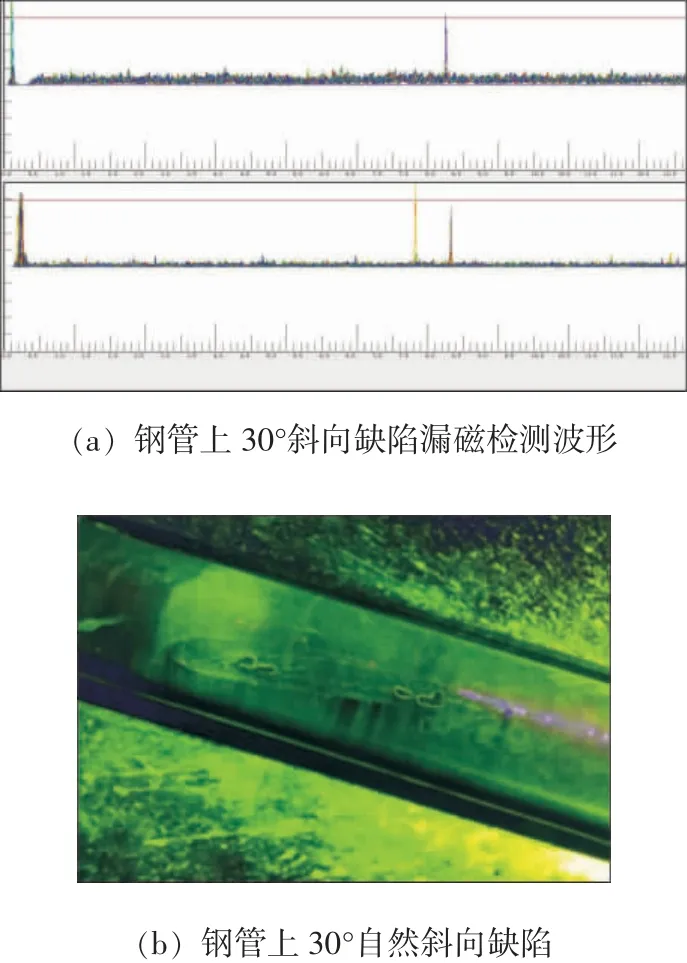
图7 钢管上30°斜向缺陷及其漏磁检测波形
猜你喜欢
上海师范大学学报·自然科学版(2022年3期)2022-07-11
波谱学杂志(2022年2期)2022-06-14
建材发展导向(2022年5期)2022-04-18
农业工程学报(2022年1期)2022-03-25
建材发展导向(2021年22期)2022-01-18
扬州大学学报(自然科学版)(2021年6期)2021-02-14
华东师范大学学报(自然科学版)(2020年1期)2020-03-16
诗潮(2019年1期)2019-01-25
新农业(2018年3期)2018-07-08
新农业(2018年3期)2018-07-08
