柴油机汽缸盖无冷铁铸造工艺研究
2021-04-22 01:40:48周文虎
湖北农机化 2021年5期
周文虎
(广西嘉德机械股份有限公司,广西 玉林 537000)
1柴油机概述
柴油发动机是以柴油为燃料的发动机。内燃机是自燃式发动机的一部分,通常被称为是内燃机主要发明者的代表,内燃机工作时,内燃机汽缸内的空气温度被活塞运动压得很高,达到500~700 ℃的高温,然后燃油以雾状喷射到高温空气中,与高温空气形成可燃混合物,可燃混合物自动展开。燃烧时所释放的能量作用于活塞顶部,活塞受压,通过连杆和曲轴转换成旋转机械功。
2试验方法
2.1无冷铁铸造工艺浇注系统研究
采用树脂砂铸铁汽缸盖的无冷铁铸造工艺,通过研究铸造合金的凝固特性和汽缸盖的结构特点,保证了汽缸盖的致密性,防止了缩孔、气孔等铸造缺陷的产生,采用从汽缸盖顶部浇注金属液的方法,保证了型腔的均匀、稳定、无冲击、连续充填。采用半定量铸造方法。提出了一种新的低碳合金,该合金充分孕育,采用内外冷冰结合的方法,解决了柴油机缸盖长期漏水的问题,该合金同样适用于柴油机缸盖的铸造。本文采用顶注的方法对汽缸盖上的铁水进行浇注。内燃机汽缸盖采用热态浇口设计,不采用铸态冷却,成品率低。无冷铁铸造工艺简单,制造成本低,产量高,提高了铸件表面质量。
从某柴油机缸体浇注系统的流场分析中可以看出,以浇注系统为尖端时,铁水流量具有较长的稳定期,但稳定期后充填量变化不大,且后期充填稳定时间较长。这样,在铸造过程中,只要内浇口的位置合理,铁水不会分布到型芯上,并且可以直接渗入型芯的底部,铁水流动就会稳定。
直浇道、横浇道的施工和浇注时间的计算,不仅有利于气体和熔渣的顺利排出,而且不会形成芯部,浇注喷嘴和接头可以起到泡沫渣作用。上半封闭裂解体系有利于气体和熔渣在铸造液中的流动。另一个热点模块由铸件顶面计算,整个热点模块由缸盖顶面计算。内浇口位于顶部小热区。内浇口的设置应保证铁水不会损坏型芯,并能平稳地充填。
2.2无冷铁铸造冒口设计研究
顶注雨林半封闭式浇注系统设计完毕后,首先计算铸件主体部分的非冷铸主要热节,铸造顶面两大热节部位设有保温冒口,实现了凝固过程的回缩与排气,形成了自下而上的温度梯度,使金属液最终凝固在冒口处。
首先确定冒口和内浇道的位置,计算热节圆直径D,并在铸件顶部的两大热节处设置隔热层(小热节作为内浇口)。在上爆面,有2个尺寸(D+30)mm的保温冒口。保温层是25 mm厚,支架是Φ(D-10)mm大小。
3结果与分析
以实施案例为例,对研究结果进行了分析。
某柴油机汽缸盖由HT300铸铁件组成,每一汽缸盖2件,上部顶注耐火材料管,2个隔热接收器,使机芯向外通风,改善汽缸盖部件的温度分布,减少缩径误差,采用上部浇铸系统,从汽缸盖顶部至顶上装8处内浇口。通过对缸盖合金材料凝固特性的分析,结合缸盖本身的结构,将2个Φ(D+30)冒口(80 mm)和(D-10)冒口(40 mm)置于浇注平面的厚部(热点圆直径D=50 mm)上(D+30 mm),既能起到送料作用,又能使型腔内的气体顺利排出,还能起到收渣的作用。与此同时,在顶面放上5根Φ15 mm的出气棒,以排除型腔气体。
通过对图1中柴油机缸盖铸件系统温度场的分析,发现采用上部铸件系统,铸件过程温度迅速降低,约900 ℃;随着温度的降低,液相收缩率降低,当铸件成功充型后,缩孔和缩松的形成将变得更加不利。喷射装置的安装有利于改善缸盖内部分布,减少缩孔和气孔缺陷的形成,同时,从铸件冒口的温度分布看,铸件冒口表面的铁水温度高于铸件内部温度,可提高铸件的补缩效果。
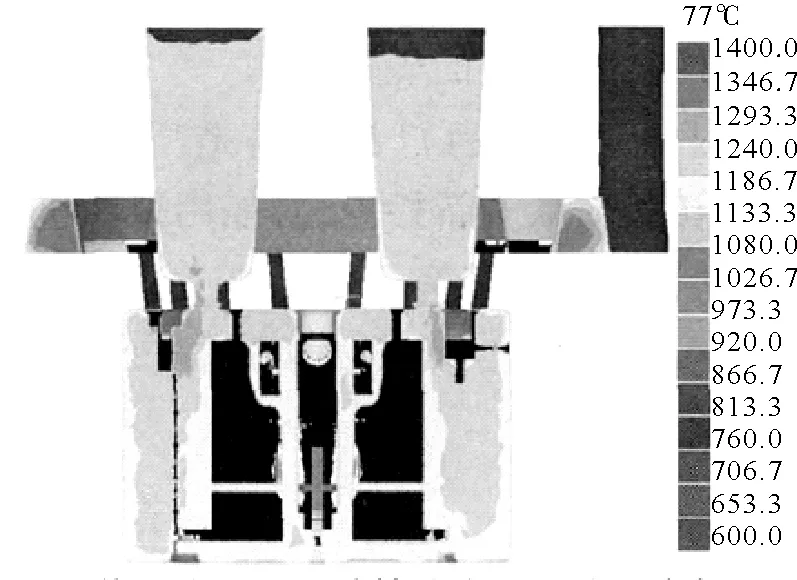
图1某型柴油机缸盖铸造浇冒系统温度场分析
分析结果:柴油机缸盖的铸造方式采用了上述无冷铁注雨淋式浇注工艺,其铸造系统模型见图2。用此方法生产的铸件,在气道、水箱、油流和高压油管上进行了0.8 MPa的水压试验,在燃烧面上进行了20 MPa无泄漏试验,无一次加压泄漏发生。缸盖燃烧面与气门座的硬度、色泽、孔径均符合要求。本文对柴油机缸盖的铸造方法进行了解剖学测试,穿透测试照片如图2所示。对铸造工艺进行了实际检验。
该型柴油机缸盖铸造设计为上述无冷铁、顶注雨淋式浇注工艺,其浇冒系统模型见图2所示。应用该工艺生产的铸件,经对气道、水腔、油道和高压油管进行0.8 MPa水压试验、燃烧面进行20 MPa压力试验,均未出现打压渗漏情况,缸盖燃烧面、气门阀座之间硬度检查达到了要求,经着色和探伤检查也达到要求。对该型柴油机缸盖进行铸造方法解剖验证,铸件内部无缺陷。本铸造方法在该型柴油机缸盖铸造中得到了实际验证。
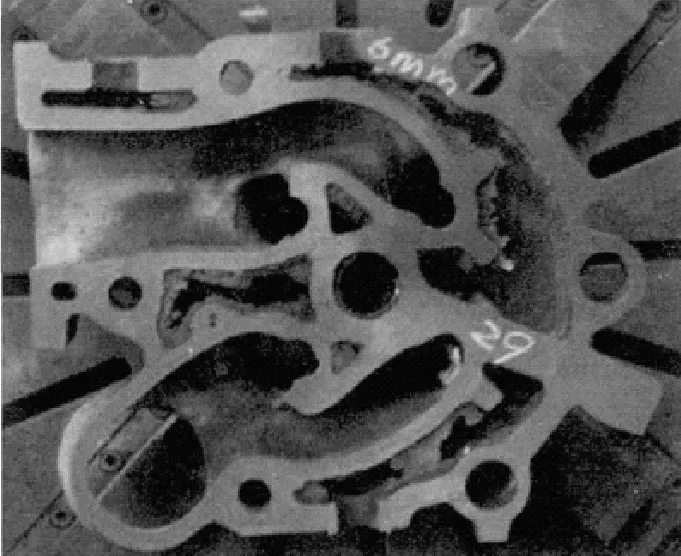
图2某型柴油机缸盖铸造方法验证
4结语
本文在总结传统铸造工艺经验的基础上,采用上浇法和半封闭式浇注,将铁水从汽缸盖顶部分散引入汽缸盖内,从而为柴油机缸盖提供了一种简便的浇注方法。顶注金属的温度在铸造过程中急剧下降,而随着温度的下降,液体收缩速度加快,冒口铁水的温度比铸件内部的温度高,从而提高补缩效果,有效地控制缩孔和气孔缺陷的产生,形成可靠的铸造工艺。本发明方法控制简便,可提高柴油机缸体铸件的成材率,缩短柴油机研制、生产周期,满足降低铸件气孔率和防渗的质量要求。
猜你喜欢
上海涂料(2021年5期)2022-01-15 06:09:52
金属加工(热加工)(2020年3期)2020-05-13 04:20:00
金属加工(热加工)(2020年12期)2020-02-06 05:59:26
汽车实用技术(2019年20期)2019-11-06 07:19:20
表面工程与再制造(2019年3期)2019-09-18 01:35:14
柴油机设计与制造(2018年1期)2018-04-20 07:30:47
中国铸造装备与技术(2017年3期)2017-06-21 11:33:44
工业设计(2016年6期)2016-04-17 06:42:53
大型铸锻件(2015年4期)2016-01-12 06:35:10
上海金属(2015年5期)2015-11-29 01:13:43