转炉氧枪超音速射流特性的数值模拟研究
2021-04-21 03:55唐逸兴姚柳洁韩德文魏光升
工业加热 2021年3期
唐逸兴,董 凯,姚柳洁,韩德文,魏光升
(1.北京科技大学 冶金与生态工程学院,北京 100083;2.高端金属材料特种熔炼与制备北京市重点实验室,北京 100083;3.河钢股份有限公司承德分公司,河北 承德 067000)
在转炉炼钢过程中,氧气通过氧枪喷头形成超音速射流,经高温炉气与熔池接触,带动熔池流动,促进化学反应发生并均匀熔池成分和温度[1]。作为转炉炼钢系统的关键设备,氧枪在转炉冶炼过程中起到了脱碳升温,搅拌熔池,造渣,去夹杂等冶金效果[2]。为了进一步响应绿色冶金的号召,节能减排,提高冶炼效率,研究氧枪的超音速射流特性及其对冶炼效果的影响非常有必要。
近年来随着计算流体力学的发展,国内外许多学者采用CFD方法对氧枪的超音速射流特性进行了模拟研究。吕明[1]等研究了转炉内不同枪位条件下的顶吹气体射流特性,并通过与理论计算结果的对比分析,发现:单孔氧枪数值模拟的冲击深度小于理论计算值、冲击面积大于理论计算值,且随着枪位的提高,冲击深度差值变小,冲击面积差值变大。陈兴华等[3]研究了转炉枪头参数对超音速射流流场分布特性的影响,并将研究结果应用到转炉的常规冶炼过程中,使冶炼的平均时间缩短了1.5 min。阚永海等[4]研究了转炉氧枪优化前后两种氧枪顶吹射流特性,并分析射流与熔池的相互影响,其研究成果投入工业生产后,优化后的氧枪供氧时间缩短2.12 min/炉,吨钢氧耗下降5 m3/t(标准)。
某钢厂150 t转炉炼钢平台采用双联法提钒炼钢,现有1座120 t提钒转炉,3座150 t炼钢转炉。为了加快冶炼节奏,提高提钒铁水的生产效率,现对提钒转炉的氧枪进行重新设计。在提高供氧强度的基础上分别设计了3种不同马赫数的氧枪,并对新旧4种提钒氧枪的超音速氧气射流特性进行综合研究,以此来确定氧枪的优选参数,将该优选氧枪应用于实际提钒转炉冶炼过程中,使提钒转炉半钢冶炼时间缩短了42 s。
1 数值模拟
1.1 控制方程
连续性方程:

能量守恒方程:

动量守恒方程:
1.2 模型建立
为研究不同氧枪的超音速射流特性,本研究采用Gambit进行建模及网格划分,计算域为一个直径30 De,长80 De的圆柱形区域。网格采用6面体结构化网格,为了确保数值模拟结果的准确可靠,对不同计算区域选用不同的网格大小和网格密度[5]。氧枪具体参数见表1。

表1 氧枪枪头尺寸
采用fluent18.0进行数值模拟计算。湍流模型采用标准的k-ε模型,压力、密度、动量、能量采用二阶迎风差分模式,使用coupled耦合求解法计算。具体边界条件设置见表2。

表2 边界条件设置
1.3 基本假设
(1)氧气是理想不可压缩流体,并满足理想气体状态方程;
(2)计算域中的环境温度假定为室温,计算域的边界压力等于环境压力;
(3)氧枪喷嘴的内部连接足够光滑,以忽略管道中的摩擦;
(4)壁面采用无滑移壁面,并利用标准壁面方程计算近壁面位置处速度。
2 氧枪超音速射流模拟研究
2.1 氧枪射流速度场分布
为研究氧枪射流的速度分布情况,选取合适大小的氧枪单孔射流界面,图1为各氧枪射流轴向速度分布云图。通过对比氧枪射流速度在100,200,300 m/s时的射流长度,研究各氧枪射流轴向速度的衰减情况。发现在相同射流速度与设计流量工况下,氧枪的射流长度随马赫数的减小而减小;同马赫数下,氧枪射流长度随着氧枪设计流量的减小而减小。在射流速度为100 m/s的情况下,1#枪头射流长度比原枪头增加了1.7%;射流速度为200 m/s时,1#枪头射流长度比原枪头增加了1.6%;射流速度为300 m/s时,1#枪头射流长度比原枪头长1.2%。由此可见,1#枪头射流衰减速度比原枪头更为缓慢,到达熔池时能具有更好的动能和搅拌效果。
3.3.1 河套灌区土地资源承载力不断提高 由于河套灌区2001—2016年粮食产量的增长速度高于人口的增长速度,其土地资源承载力在原本粮食盈余的基础上不断提高。2001年实际人口为154.03万人,理论承载力为336.26万人,土地资源承载力指数为0.458,人均粮食占有量为873.22 kg,是达到营养安全需要的人均粮食消费量(400 kg)的2倍多,粮食盈余率为54.19%。2016年河套灌区实际人口154.81万人,理论承载力665.68万人,土地资源承载力指数0.233,人均粮食占有量1 719.95 kg,粮食盈余率达到76.74%,比2001年提高了22.55个百分点(图4)。
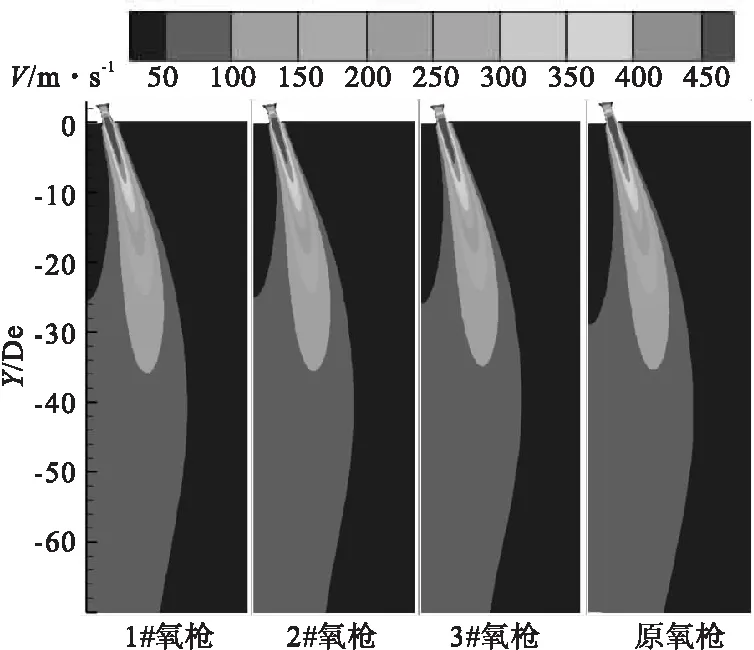
图1 超音速射流纵截面速度分布
实际生产过程中,顶吹制度为“定枪位变流量”操作方式,并且常用枪位为1.5 m,因此,本文对1.5 m枪位处超音速射流特性展开详细研究。
图2为超音速射流径向速度的分布曲线。如图2所示,各射流在该方向的速度分布总是先增大,在射流中心处达到峰值,然后迅速减小。其中1#氧枪、2#氧枪、3#氧枪和原氧枪射流分别在X/De=5.5、5.5、5.8和6.1处达到峰值,其峰值速度大小分别117.1,115.9,114.1和108.3 m/s。由此可知,从射流衰减角度可知:原氧枪射流与周围环境气体间的相互作用更强,导致射流在径向的衰减现象更加明显,该现象将在下文湍动能分析部分详细论述。研究该区域上速度大于100 m/s的射流分布区间,其中1#氧枪、2#氧枪、3#氧枪和原氧枪射流宽度分别为:2.80 De、2.40 De、2.55 De和2.02 De。由此可以看出,在同一枪位下,1#氧枪高速射流区域分布更广,射流具有更高的动能。
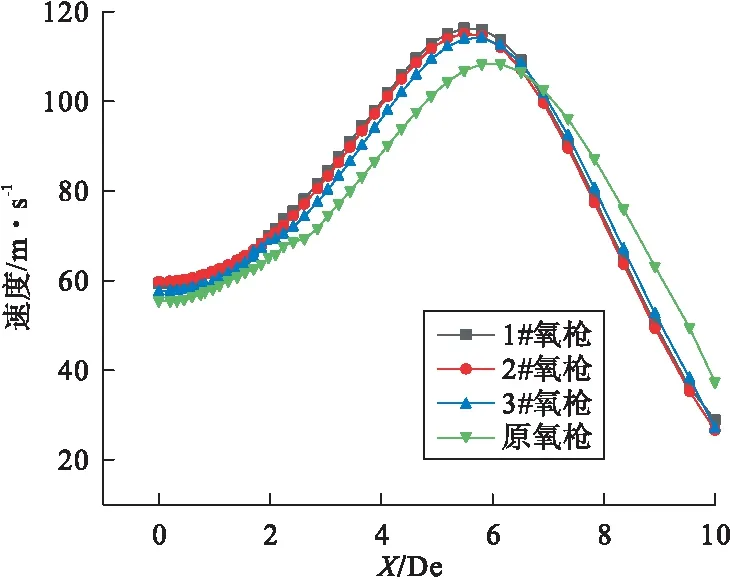
图2 射流纵向速度分布
湍动能是指湍流中单位质量流体的平均动能,是衡量湍流混匀能力的一个重要指标。图3为各氧枪射流在轴向方向的湍动能分布云图。如图3所示,氧枪射流在射流轴向区域Y/De=6~15范围内具有较大的湍动能,其中1#、2#、3#氧枪射流高湍动能区域(>5 000)主要分布在射流中心区的右侧,而原氧枪射流高湍动能区域则分布在射流中心区的左右两侧。射流的湍动能越大,表明流体之间的掺混程度越大,流股与流股之间,流股与周围环境气体之间的卷吸作用越强,射流的衰减也就越快。这即为图1中原氧枪射流速度在径向快速衰减的根本原因。
当射流速度大于10 m/s时,氧气射流能够对熔池的冲击力能够起到良好的化渣和搅拌作用[4],因此,本
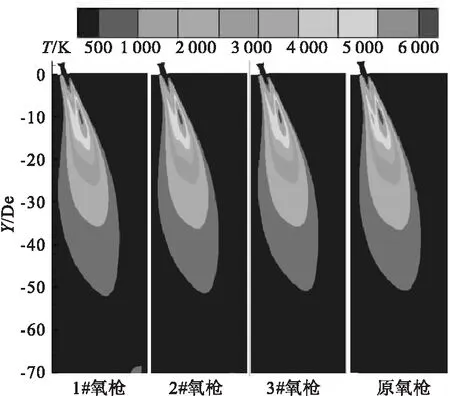
图3 超音速射流纵截面湍动能分布
文通过对比射流速度为50 m/s时,射流横截面的速度分布,以此判断射流对熔池搅拌能力的强弱。在1.5 m枪位时,4只氧枪的等速度线图如图4所示,从图4中可以清楚地看出:在1.5 m枪位时,1、2、3号氧枪射流核心区域(速度>100 m/s)的面积明显大于原氧枪。
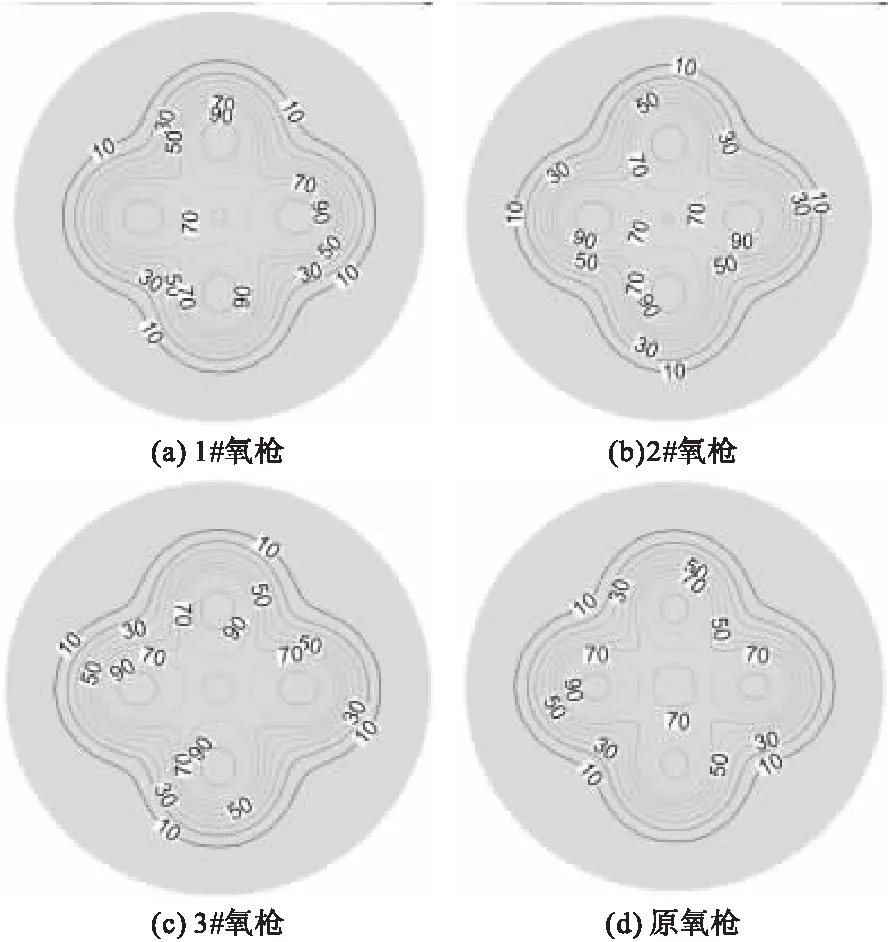
图4 射流纵向截面等速度线
对各个截面中射流速度大于50 m/s区域的面积进行统计,其结果如表3所示,1#氧枪射流速度大于50 m/s的区域面积与2#和3#氧枪接近,均大于原氧枪;其中1#氧枪的区域面积比原氧枪提高了3.1%,2#氧枪的区域面积比原氧枪提高了2.3%,3#氧枪的区域面积比原氧枪提高了3.6%。

表3 4只氧枪射流面积 m2
2.2 射流动压分布
氧气由枪头拉瓦尔管进入到喷出这个过程中,从高压低速向低压高速状态转变。从枪孔喷出后,氧气射流与周围空气之间的相互作用导致射流动能和压力间的影响复杂。在炼钢过程中,高温熔体的运动状态与射流接触液面时的压力分布密切相关。因此,探究氧气射流压力变化规律[6],对于优化冶炼过程十分必要。
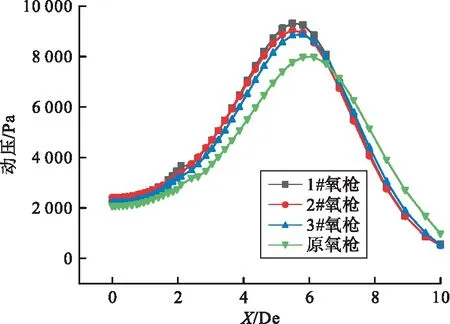
图5 射流纵向动压分布
3 工业结果分析
为了验证设计氧枪的真实效果,在某钢厂150 t提钒转炉上对1#氧枪进行工业试验。铁水成分如表4所示。试验过程共测试2个优化后枪头,试验过程中采用两个枪头,得到990炉次工业试验数据。其中有效数据为982炉次。先针对供氧时间及枪头寿命进行分析讨论。

表4 铁水成分
在统计的982炉次数据中,1#氧枪的供氧时间与原氧枪供氧时间如图6所示。由于1#氧枪的设计流量更大,因此射流具有更高动能,对熔池的搅拌能力也更强,促使氧气射流与钢液充分接触与反应;且供氧强度的提高,有利于加剧熔池反应,利于成渣。对供氧时间的影响为:在保证提钒率的前提下,供氧时间由原氧枪的4 min58 s降至4 min18 s,较原来缩短了13.4%。

图6 氧枪吹炼时间
由于1#氧枪射流在相同的枪位下具有更高的动能,因此在转炉吹炼过程中可以选择并使用较高的枪位制度,以提高氧枪寿命。图7为1#氧枪与原氧枪使用寿命对比,使用优化氧枪后,氧枪使用平均寿命为491炉次,比原氧枪使用寿命提高了7.7%,提高经济效益的同时也提高了冶炼安全性。
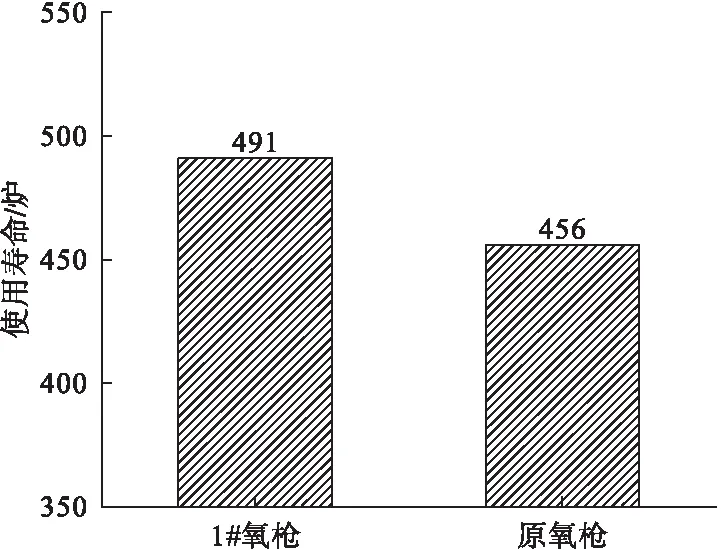
图7 氧枪使用寿命
4 结 论
(1)同设计流量下,氧枪射流长度随着马赫数的减小而减小;同马赫数下,氧枪射流长度随着氧枪设计流量的减小而减小。
(2)在1.5 m枪位下,从射流轴心处到射流轴向上,射流的速度和动压总是先增大再减小,并在射流中心处达到峰值。根据射流湍动能的分布可知:原氧枪射流中心区向外偏移、射流速度和动压衰减迅速的原因是射流与周围环境的相互作用有关。
(3)针对同一枪位下射流速度在纵截面内的分布研究显示,氧枪流量与射流截面中高速区分布区域面积成正比;氧枪马赫数对此的影响不是很明显。
(4)选用射流动能更好的1#氧枪进行工业试验,
结果显示:1#氧枪平均供氧时间为4 min18 s,较原来缩短了13.4%。优化后氧枪平均寿命为491炉次,相比于现有氧枪其寿命提高了7.7%。因此,本文对氧枪的优化有利于提高冶炼的经济性和安全性。
猜你喜欢
华东交通大学学报(2022年4期)2022-11-12
矿冶工程(2022年3期)2022-07-06
军民两用技术与产品(2021年10期)2021-03-16
智能计算机与应用(2020年5期)2020-11-10
航空模型(2016年5期)2016-07-25
爆笑show(2016年4期)2016-06-17
现代兵器(2016年3期)2016-03-24
科学启蒙(2015年11期)2015-11-28
中国高新技术企业(2009年5期)2009-06-17