基于PowerMILL的五轴加工中心集成后处理研究
2021-04-21 03:48佛新岗
工业加热 2021年3期
佛新岗
(西安航空职业技术学院,陕西 西安 710089)
随着数控多轴加工设备的不断普及,特别是五轴联动加工中心已经广泛地应用于军工企业、中小型加工企业,相应的CAD/CAM软件也不断更新,与之对应的后处理技术研究也受到越来越多的学者关注[1-3]。不过目前大多数学者研究后处理的方向都是关于单一五轴联动功能的,对于集三轴加工、3+2轴加工、五轴联动加工于一体的后处理技术研究很少,然而产品的加工不仅包含五轴联动加工工艺,也存在三轴、3+2轴加工工艺,如果都按照五轴联动模式输出数控程序,既不符合编程标准、也不有利于操作者理解。因此,开发与数控系统相匹配的多功能后处理器具有较高的应用价值。本文以西门子数控系统德玛吉DMU50五轴联动加工中心为研究对象,应用PowerMILL软件的后处理模块,定制集三轴、3+2轴和五轴联动加工功能于一体的后处理器。
1 PowerMILL软件后处理模块及DMU50机床
1.1 PowerMILL软件后处理模块
PowerMILL软件的后处理技术随着软件的不断更新,大致经历了以下三个阶段[4]:①早期的DuctPost模式(后缀为*.opt),基于文本创建、修改、短小精悍,缺点是调试难度大;②后期的PM-Post模式(后缀为*.pmopt),具有UI界面、易于调试操作;③最新的PostProcessor模式(后缀为*.pmoptz),基本结构同PM-Post模式,最新版本附带后处理模块,是未来的发展趋势。本文以PostProcessor后处理模式定制所需后处理文件。
1.2 DMU50五轴联动加工中心
德玛吉DMU50机床是一款BC轴双转台五轴联动加工中心,主要应用于航空航天、医疗、模具、教学科研等领域,主要参数有:X/Y/Z轴行程为500/450/400 mm、X/Y/Z轴快速移动速度为24 m/min、B轴旋转范围为-5°~110°、C轴无限制、主轴转速为20~10 000 rpm,配套西门子840D数控系统,具有RTCP功能。
2 PostProcessor集成后处理定制
2.1 机床运动学、RTCP功能设置
PowerMILL软件本身带有常规数控系统的三轴通用后处理文件[5],使用PostProcessor打开西门子系统三轴通用后处理Siemens.pmoptz模板文件,以此为蓝本,定制五轴联动集成后处理文件。
(1)机床运动学设置。在“File”菜单中打开“Option File Settings”对话框,单击“Machine Kinematics”节点,将“Kinematics Model”设置为“5-Axis Table Table”模式,根据机床具体结构设置旋转轴为“Machine B”和“Machine C”,并设置相应转角范围如图1所示。
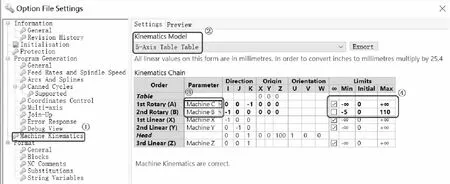
图1 机床运动学设置
(2)RTCP设置。单击“Coordinates Control”节点,将“Profile”设置为最后一项,表示后处理同时支持RTCP功能和3+2、3轴功能,“RTCP Mode”、“Workplane Transformation”模式自动打开,为了配合RTCP功能还需将“Machine Attach Point”设置为“Tool Tip”,见图2。

图2 RTCP设置
2.2 加工模式设置
判断每一个刀轨文件到底是五轴联动,还是3+2轴或三轴加工。如果是五轴联动,那么要加入TRAORI指令建立RTCP功能;如果是3+2刀路,就要加入CYCLE800指令建立坐标转换功能[6-7],具体设置如下:
(1)加工模式判断设置。在“Editor”模块的“Commands”标签中选择“Move”下的“First Move After Toolchage”节点,添加条件语句判断刀路属于哪一种。具体判断条件及逻辑关系如图3所示。为了安全,XY轴与Z轴分开输出。
(2)加工模式输出设置。就是在刀具运动前设置相关运动补偿指令,在“Editor”模块的“Commands”标
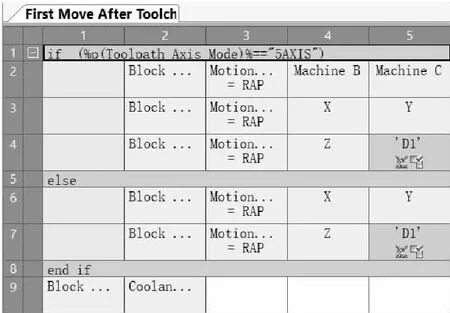
图3 加工模式判断设置
签中选择“Controller Switches”节点,激活“Set Multi-Axis On”和“Set Workplace On”模式,设置注释内容和相应输出指令,结果如图4所示。

图4 加工模式输出设置
(3)程序段输出设置。在同时输出三种后处理数控程序的过程中,如果是三轴刀路或3+2轴刀路,为了避免B轴、C轴与XYZ同时输出,在“Editor”模块的“Script”[8]标签中使用脚本语言编制以下程序来进行线性运动输出限制,快速移动可仿照线性运动程序设置。
function LINEAR()
{
var out = "";
if(GetParam("%p(Toolpath Axis Mode)%")== "3AXIS")
{
out+=AdvancedResponse("%b(3AXISL)%")
}
if(GetParam("%p(Toolpath Axis Mode)%")== "3+2")
{
out+=AdvancedResponse("%b(3AXISL)%")
}
if(GetParam("%p(Toolpath Axis Mode)%")== "5AXIS")
{
out+=AdvancedResponse("%b(5AXISL)%")
}
return out;
}
其中3AXISL、5AXISL表示线性运动自定义的输出格式,如图5所示。若是三轴或3+2轴线性输出的话没有“Machine B”、“Machine C”两项参数。

图5 线性运动输出设置
2.3 其他设置
主要针对程序开始、程序结束格式以及自定义加工刀具信息进行设置[9]:①程序开始设置。在“Editor”模块的“Commands”标签中选择“Program Start”节点,主要设置程序名、机床零点、取消补偿、加工坐标系等内容;②程序结束设置。在“Editor”模块的“Commands”标签中选择“Program End”节点,主要设置取消补偿、关闭主轴、关闭冷却液、回零等内容;③刀具信息设置。在“Editor”模块的“Commands”标签中选择“User Commands”节点,添加“Tool Info”命令设置刀具名称、刀具类型、刀号、刀具直径、刀具长度等内容,方便操作人员及时了解加工刀具相关信息。程序预览结构如下:
N100 %_KC_MPF;程序名
N101 DEF REAL _X_HOME=-500;设置机床零点
N102 DEF REAL _Y_HOME=-0.1;
N103 DEF REAL _Z_HOME=-0.1;
N104 CYCLE800 ();取消3+2功能
N105 TRAFOOF;取消RTCP功能
N106 G40 G17 G710 G94 G90 G64;初始化设置
N107 SUPA G0 Z= _Z_HOME D0;非模态回零
N108 SUPA G0 X= _X_HOME Y= _Y_HOME;
N109 G0 B0.0 C= DC(0.0);
N110 G54;建立加工坐标系
N111 ; ---------------
N112 ; START TOOLPATH : KC ;注释刀轨
N113 ; ---------------
N114 ; PARAMETRIC FEEDRATE DEFINITION;定义进给速度
N115 R1=500; PLUNGE FEED RATE;
N116 R2=1000; CUTTING FEED RATE;
N117 R3=3000; SKIM FEED RATE;
N118 ;
N119 ; TOOL NO. :T1;注释刀具信息
N120 ; TOOL TYPE : ENDMILL;
N121 ; TOOL ID : 1 ;
N122 ; TOOL DIA : 10.0 LENGTH 50.0;
N123 T1;选刀
N124 M6;
N125 D1;
N126 S1500 M03;主轴设置
......
N339 M09;关闭冷却液
N340 M05;关闭主轴
N341 SUPA G0 Z= _Z_HOME D0;非模态回零
N342 SUPA G0 X= _X_HOME Y= _Y_HOME;
N343 G0 B0.0 C= DC(0.0);
N344 M30;结束程序
3 后处理实例
3.1 刀路后处理
(1)针对如图6所示测试件进行后处理验证。首先在PowerMILL中利用模型区域清除、偏移平坦面精加工、平行精加工、曲面精加工等策略[10]生成测试件的三轴刀路、3+2刀路、五轴联动刀路,如图7所示。

图6 测试件

图7 测试刀路
(2)其次修改NC程序输出文件类型为刀位,便于在PostProcessor进行调试后处理,结果如图8所示,调试过程没有出现错误。
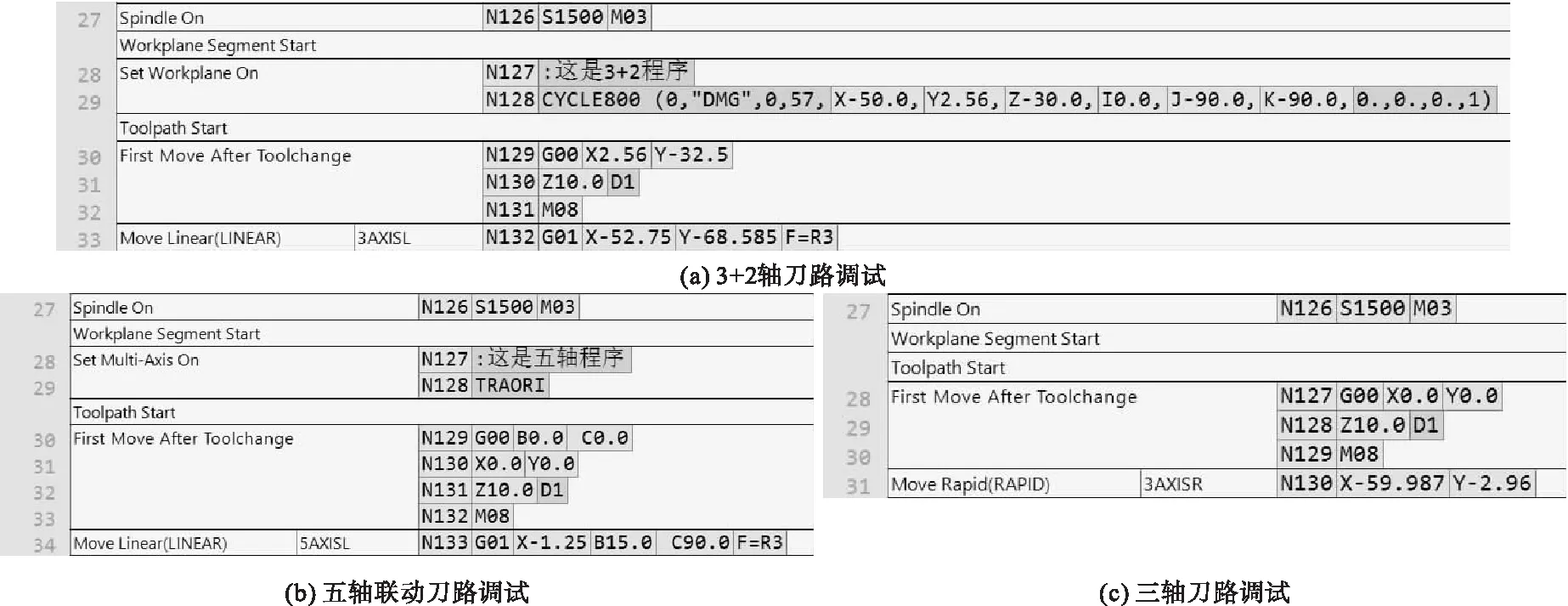
图8 后处理调试
3.2 仿真加工
在VERICUT数控仿真软件中设置仿真所需的数控系统、机床、毛坯、加工坐标系、加工刀具之后,添加前面生成的后处理程序,进行仿真验证,结果如图9所示,仿真过程没有出现过切、少切、干涉、碰撞等现象。
4 结 语
本文基于PowerMILL软件的PostProcessor后处理模块,研究了机床运动学结构、RTCP功能、后处理的用户命令、脚本语言、判断语句等功能的应用,开发了集
三轴、3+2轴、五轴联动加工于一体的西门子840D数控系统集成后处理文件。经过测试,完全满足加工需要,扩展了后处理器的功能,可读性强,对其他数控系统的后处理开发具有一定的借鉴性。
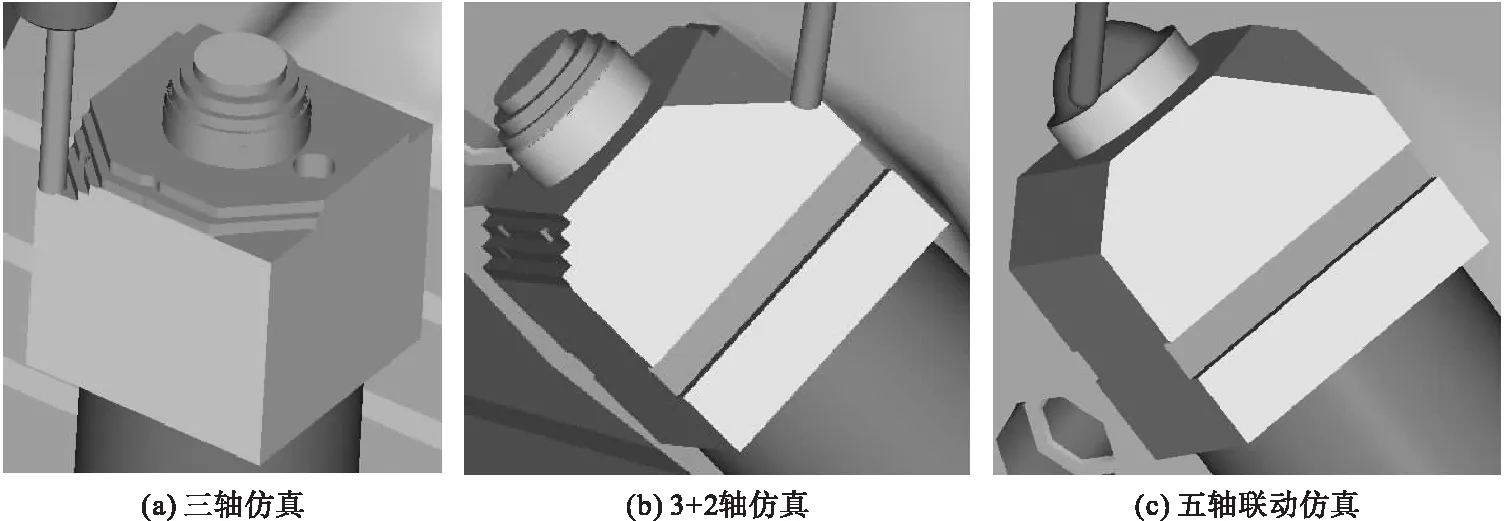
图9 VERICUT仿真验证
猜你喜欢
机床与液压(2022年10期)2022-09-20
汽车实用技术(2022年15期)2022-08-19
模具制造(2022年3期)2022-04-20
模具制造(2022年3期)2022-04-20
模具制造(2022年1期)2022-02-23
现代仪器与医疗(2021年4期)2021-11-05
智能制造(2021年4期)2021-11-04
化学教学(2015年4期)2015-06-18
智能制造(2015年5期)2015-05-29
汽车工程学报(2015年1期)2015-04-13