
冷冻金枪鱼去皮装置设计
2021-04-19 07:27罗慧揭大东沈培玉
机械工程师 2021年4期
罗慧,揭大东,沈培玉
(江南大学 机械工程学院,江苏 无锡214122)
0 引言
金枪鱼是一种大型远洋性重要商品食用鱼, 常见于众多深海鱼类加工工厂。金枪鱼肉质鲜美[1],各种营养成分、矿物质及维生素含量高。近年来,人们的生活品质不断提高, 以金枪鱼为代表的深海鱼类的需求也在不断增加,同时金枪鱼的储存及运输也比较复杂。经专家论证[2],为了保证金枪鱼的鱼肉质量, 其储存温度一般为-50 ℃,而且证明随着金枪鱼冻结-解冻的次数的增加, 其硬度、弹性、咀嚼性均明显降低,所以广泛认为冷冻加工是最好的方法。
冷冻金枪鱼的去皮作为金枪鱼食材加工过程中的必不可少的环节,需要消耗大量人力资源和时间。因此,减少劳动力、提高生产加工效率对去皮加工这一商业化生产过程的发展尤为重要。经过深入了解发现,现有金枪鱼加工具有以下几个问题[3]:1)生产效率低下。现有国内冷冻金枪鱼去皮大多采用人工去皮,利用刨刀推切去皮。2)劳动环境恶劣。工人的生产工间温度较低,不适于工人长期作业。3)劳动力质量下降。由于工作条件艰苦,劳动力趋向老龄化,企业招聘困难。
针对传统的人工去皮加工存在的问题, 以及通过对金枪鱼加工过程的深入了解,设计了一款新型高效的自动金枪鱼去皮机。
1 去皮方案设计
金枪鱼去皮的目的是易于运输与存储, 同时去皮完成后要尽可能地保持金枪鱼肉质,口感不变。传统的人工去皮是用刨刀切入鱼身之间,对刨刀施加压力,使其紧贴鱼身, 沿着鱼身曲线对整个鱼身进行刨削, 完成去皮加工。同时金枪鱼去皮前有切头、去尾、分割、去内脏等操作,最后金枪鱼去皮前的外形如图1所示。
根据冷冻金枪鱼人工去皮的原理,设计合理的去皮方案。去皮过程包括鱼身定位与夹紧和刀具分角度去皮,因此要设计相应的执行机构。
2 金枪鱼去皮装置结构
根据上述去皮方案,为了提高去皮范围,装置设计了转动机构和刀具旋转机构,分角度进行旋转,其具体机构如图2 所示。装置主要由支撑平台、传送带、定位与夹紧机构、转动机构、刀具、动力源组成。
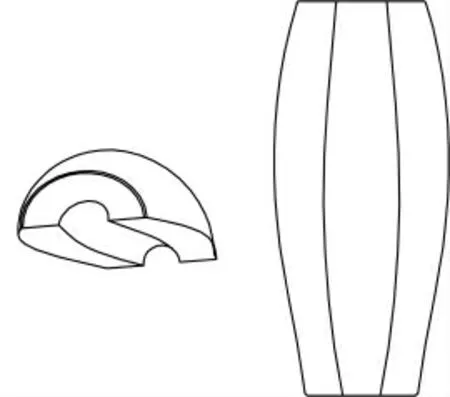
图1 金枪鱼去皮前外形
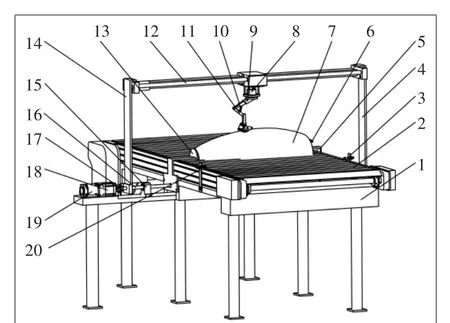
1.支撑平台 2.传送带 3.光电发射器 4.支撑板(右) 5.固定夹紧板 6.力传感器 7.鱼身 8.舵机9.刀具连杆 10.弹簧1 11.刀具 12.去皮气缸13.移动夹紧板 14.支撑板(左) 15.带座轴承16.传动主轴 17.联轴器 18.减速器 19.伺服电动机1 20.光电接收器
2.1 定位与夹紧机构
鱼身定位是由光电发射器3和光电接收器20组成,它们能通过被遮挡的时长和被接收的时长计算出传送带还需运动的时长,安装在传送带前端,且略高于传送带平面。金枪鱼的夹紧机构是由夹紧气缸21、两夹紧板5、13和力传感器6组成(一夹紧板与支撑平台1固定,另一夹紧板与气缸相连)。夹紧气缸本身不动,由推杆带动夹紧板5运动。夹紧板夹紧范围需小于鱼身头尾部截面,这样可避免去皮时刀具与夹紧板碰撞。力传感器可以监测鱼是否被夹紧,同时避免在鱼体型不同时夹紧板由于受力过大而断裂。其夹紧机构示意图如图3所示。
2.2 去皮机构
去皮机构是冷冻金枪鱼去皮装置的核心机构,由主要完成绕鱼身转动的转动机构、为去皮提供动力的去皮气缸和与去皮气缸相连的连杆刀具组成,组成能分角度去皮的结构,其转动结构如图4所示。
由伺服电动机19驱动的转动机构可使刀具绕着鱼身轴线去皮;气缸5可以提供刀具行程的动力,且便于控制。去皮运动的关键在于刀尖位置轨迹。为了适应鱼身两端大小不同的情况,刀具前端有一滑片24,可以使整个刀具在其导向作用下运动至鱼上,同时压缩弹簧10。为保证刀具能紧贴鱼身,滑片压缩弹簧产生的反作用力能使刀具中间的滑轮25紧靠鱼身,为后端的刀27导向。为了避免刀具在去皮刀尖嵌入鱼身太深而导致刀具损坏,在刀的两边加入两弹簧26,可提供一定的张力,抵消由于去皮阻力产生的转矩。一般的人工去皮推刨过程中收刀时不进行去皮加工,为了提高去皮效率,节省时间,连杆刀具上端装有一舵机8,舵机只输出弯矩,不承受其它力(轴向力由转矩输出机构30承受)。刀具在舵机的带动下旋转180°,返程也进行去皮。其刀具结构如图5所示。
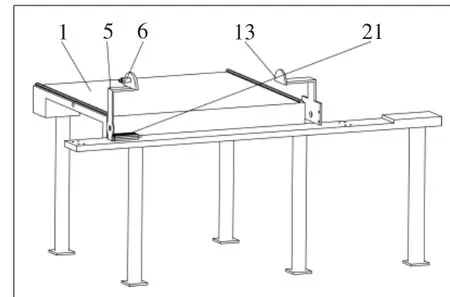
图3 夹紧机构示意图
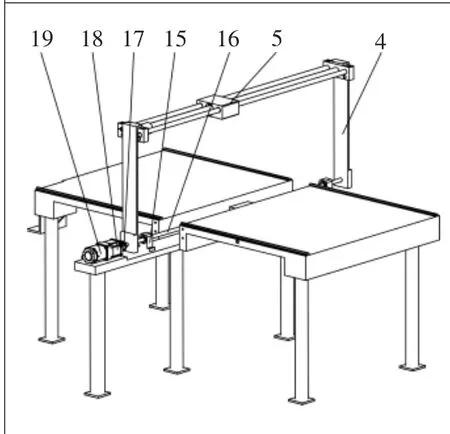
图4 转动结构示意图
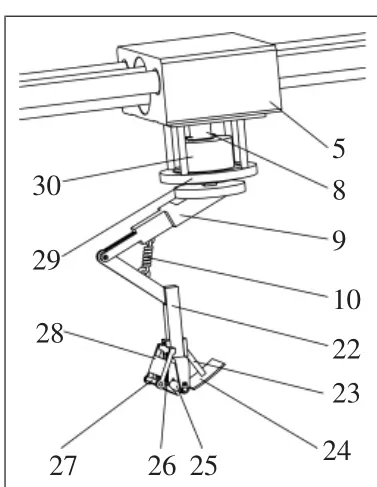
图5 刀具结构图
为了保证去皮的可靠性,用Matlab对运动过程进行选择优化[4-5](弹簧2刚性化,刀与刀架固定),建立模型,最后选择较优的尺寸。连接杆9与刀架22铰链中心O至刀滚轮中心A的距离为174 mm,滚轮中心A与刀尖B距离为10 mm,铰链中心O与滚轮中心A的连线与刀尖B和滚轮中心A的连线夹角为105°。尺寸如图6所示,同时将结果带入原模型中分析,以鱼身轴线作为横向坐标轴,以垂直于传送带平面建立纵向坐标轴,建立分析坐标系。其理论结果如图7所示,满足工作要求。
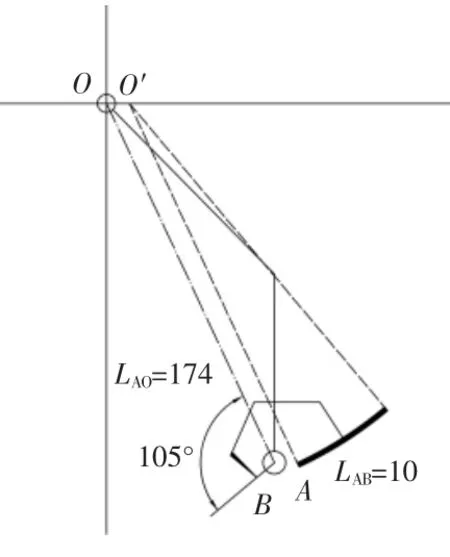
图6 刀具尺寸图
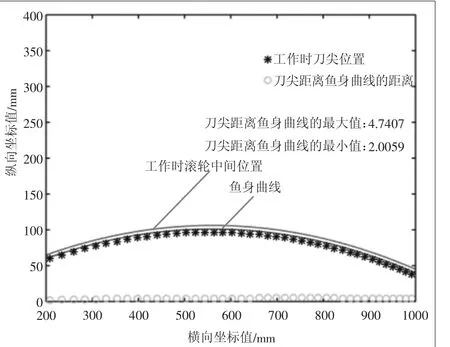
图7 去皮时刀尖位置Matlab分析图
2.3 工作原理
该冷冻金枪鱼去皮装置的具体工作原理及流程:
初始时刻去皮气缸12位于一端,支撑板4、14与传送带2平面角度为90°,刀具对称面与去皮气缸12对称面相同,此时装置处于初始状态;紧接着由工人将半个冷冻金枪鱼平放在传送带2上;传送带2启动后,当鱼身经过光电传感器3、20时,通过光电被遮挡→被接收→被遮挡的各段时长计算出传送带还需运动的时长。将待去皮金枪鱼准确运输至定位夹紧处,传送带2停止,然后夹紧气缸21启动,移动夹紧板13在气缸21的驱动下与另一侧固定夹紧板将鱼夹紧;同时转动机构转动70°左右,紧接着去皮气缸12(总行程1200 mm)带动刀具从一端开始运动,气缸12先空载运动125 mm, 随后进入工作阶段,向前运动950 mm,滑片24、滑轮25、刀27依次运动到鱼上,完成第1次去皮操作。运动完毕后,舵机8驱动刀具旋转180°,接着伺服电动机19带动支撑板14和整个刀具绕鱼身轴线反向旋转28°,然后气缸12带动连杆刀具返程运动950 mm,完成第2次操作。后面将第2次操作循环4次,直至第6次操作。然后旋转机构将刀具旋转至初始位置,去皮气缸移动至就近一侧,与此同时夹紧气缸12复位,传送带2启动,至此完成了半条冷冻金枪鱼的加工流程。此时金枪鱼鱼身靠近传送带的两侧位置仍未去皮,需要人工去除或加一工步去除,具体如图8所示(黑色部分为已去皮部分)。
3 结语
针对现有的金枪鱼加工现状中存在的问题,设计了一款新型高效的冷冻金枪鱼去皮机构,并在阐述装置结构和工作原理的基础上,通过Matlab建模分析,验证了装置的可靠性和稳定性。实际应用表明,该装置可正常完成去皮操作,一人使用该装置每分钟可对一条鱼去皮,是人工去皮速度的2~3倍,在深海鱼类加工市场具有广泛的应用前景。
此装置存在的主要问题是:1)冷冻金枪鱼鱼身的体型大小不同且鱼身的截面不规则,这将会导致了该去皮装置的通用性降低。为了应对这种情况,较为简单的方法是对金枪鱼进行预处理,将金枪鱼按鱼身体型分类。2)去皮未完全,鱼身两侧仍会有残余,需人工去除或加一工步。3)为了提升整个加工流程的自动化程度和效率,应将该去皮装置按流水线产线分布布置[6],并在该装置的前后增加自动上下料装置,减少上下料所浪费的时间,提高效率。
图8 去皮后外形图
猜你喜欢
趣味(数学)(2022年3期)2022-06-02
散文诗世界(2022年3期)2022-03-21
军事文摘(2021年22期)2022-01-18
阅读与作文(小学高年级版)(2021年8期)2021-09-12
湖南农业科学(2021年2期)2021-05-17
——去皮
饮食科学(2019年1期)2019-02-23
商周刊(2018年19期)2018-12-06
农产品加工(2017年11期)2017-07-31
妇女生活(2017年4期)2017-04-08
特别健康·上半月(2016年6期)2016-10-21
