
一种满液式蒸发器的性能研究
2021-04-16 11:40吕振海
制冷 2021年1期
吕振海
(上海同设建筑设计院)
管壳式满液蒸发器应用在大型制冷机组上由来已久,自2000年降膜蒸发技术被用于电制冷机组后,降膜蒸发技术理论和应用研究得到研究人员越来越多的关注,在2012-2015年达到高潮[1],与传统的满液式蒸发器相比,水平管降膜式蒸发器独特的优势使其具有广阔的发展前景,有取代满液式蒸发器的趋势[2-3]。但降膜式蒸发器分配器的设计和制造过于复杂,因此不少企业还继续保持和使用满液式蒸发器。近年来随着中国经济的快速发展,能源价格不断上涨,政府的环保意识也在不断提高,工业上对耗能设备的节能要求也越来越高,这从制冷机组的能效等级要求不断提高就可以看出。如何提高管壳式满液蒸发器的换热效率和降低成本就成为这些空调企业共同研究的重要方向[4]。笔者通过了解发现某些企业满液式蒸发器的设计不够深入细致,导致蒸发器能效达不到设计要求。本文以对某企业所使用的满液式蒸发器在结构上进行改进为例,通过对改进后的新型满液式蒸发器在结构、设计流程上的介绍以及与在用满液式蒸发器的性能、成本比较,分析新型满液式蒸发器在实际应用方面的优势。
1 新型满液式蒸发器
1.1 结构
新型满液式蒸发器保持了该企业常规满液式蒸发器的出气结构,对位于蒸发器底部的分配器进行了细化设计,分配孔布置在了分配器一侧的。图1和图2分别显示了常规满液式蒸发器和新型满液式蒸发器的结构简图以及制冷剂流动方向。

图1 常规满液式蒸发器结构示意图

图2 新型满液式蒸发器结构示意图
从图2中可以看出,来自膨胀阀的两相制冷剂与油的混合物从新型满液式蒸发器的一端进入分配器,并从接近分配器另一端处喷射进入换热管束,然后在蒸发器壳体内沿轴向方向又回流至制冷剂入口的一端。制冷剂沿途与管束内的流体换热后,蒸发为气态,变成蒸气的制冷剂最后由集气管的上部排孔进入,最后进入压缩机。
把分配器出液孔布置在换热器一端的目的,就是使制冷剂沿换热器轴向流向另一端。制冷剂的这种规划流动,不但可以提高换热效率,而且沿流动方向,随着制冷剂的不断蒸发,可以使油浓度逐渐增加。这样,把回油孔设置在油浓度高的一侧将有利于润滑油由此流出后进入压缩机,有效地降低制冷剂中润滑油的含量,具有较好的油管理能力,进一步使蒸发器的换热性能得到明显改善。根据以往的油浓度测试结果,图3给出了相应于图2沿蒸发器轴向方向上的油浓度变化趋势曲线图。
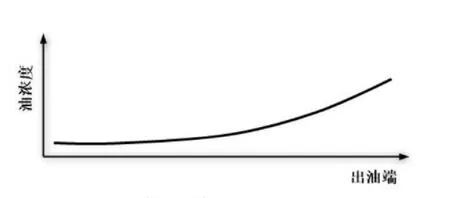
图3 新型满液式蒸发器轴向方向上油浓度变化曲线图
1.2 设计计算
1.2.1 分配器的计算论述
为避免制冷剂从分配器某一处过多的涌出而导致剧烈的沸腾和吸气带液的现象,应保证来自分配器出口各处的两相制冷剂流量一致,在分配器流通截面积不变的情况下,分配器上分配孔的大小应设置成不同。
那么如何计算分配器上分配孔的大小呢?假定气液两相制冷剂混合是均匀的,由于气相所占的体积较大,为简化计算,这里可以只考虑气相制冷剂。
按分配器全长上静压变化的原理来设计流体均匀从侧孔流出的管道,分配器的断面是不变的,由于静压沿长度方向逐渐增大,侧孔的面积必须是变化的,并沿着长度方向逐渐减小。此时,侧孔的流体速度是不相同的。严格地说,此设计只能保证制冷剂等量流出,无法保证出口速度相等[5]。如果既要保证制冷剂等量流出又要保证出口速度相等,就必须使分配器的断面沿轴向逐渐的减小,但这种形状的分配器对于加工来说就有一定的难度。
计算时可将膨胀阀后的制冷剂静压当作初始的输入条件。
1.2.2 计算流程
新型满液式蒸发器计算模型是基于传热方程和热平衡方程,稳定的传热方程式为:

式中Q——热负荷,W;
K——整个传热面上的平均传热系数,W/(m2·℃);
F——传热面积,m2;
△tm——冷热流体之间的对数平均温差,℃;
热平衡方程式可写为:

式中M1、M2——分别为热流体与冷流体的质量流量,kg/s;
C1、C2——分别为热流体与冷流体的平均定压质量比热,J/(kg·℃);
计算中比较重要的内容就是计算流程,图4显示了设计计算流程。
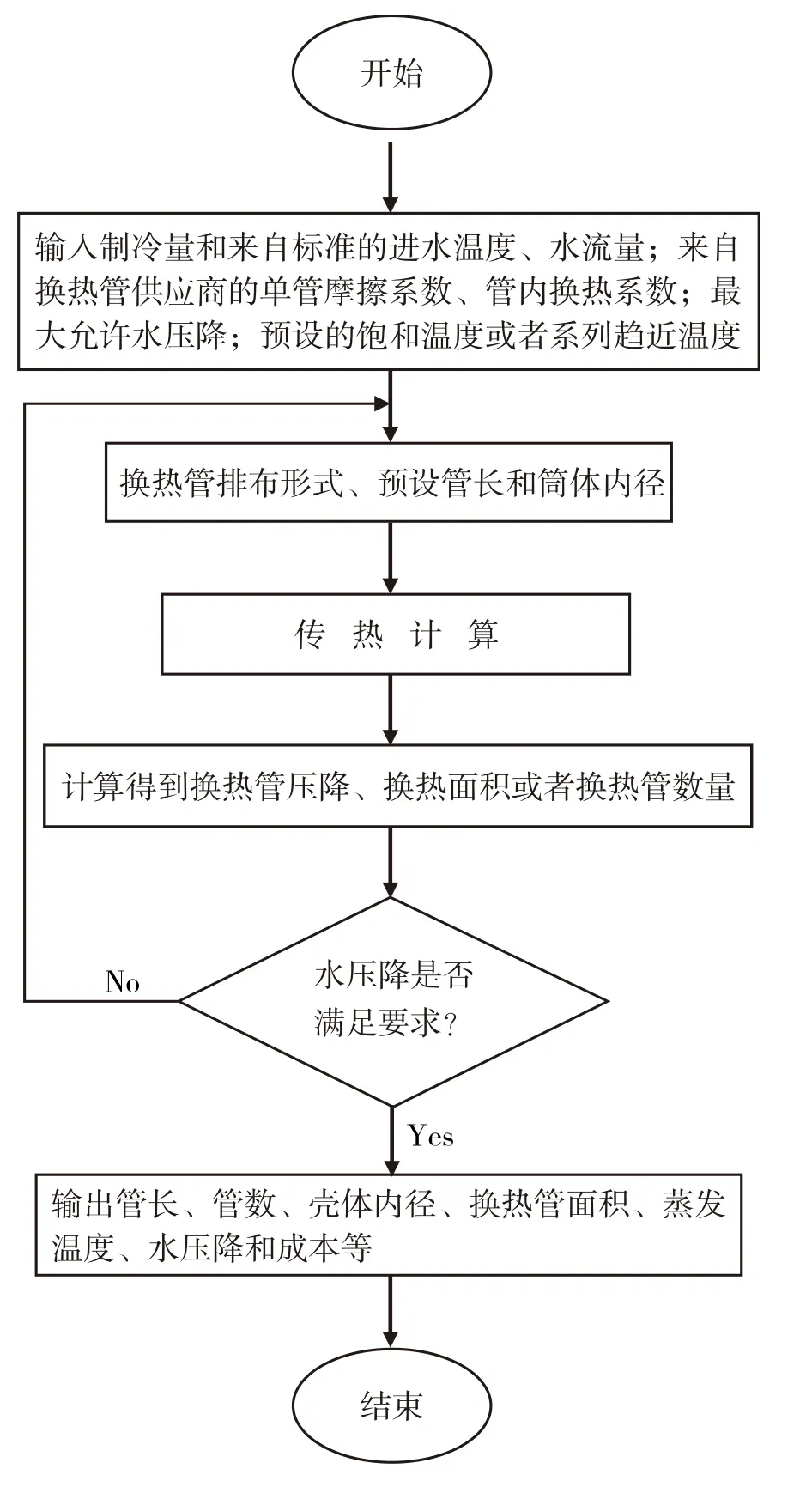
图4 新型满液式蒸发器设计计算流程图
1.3 样机的仿真计算
满液式蒸发器在运行过程中容易产生吸气带液的现象,对此可以采用CFD进行仿真分析,根据场内的流体速度,分析是否会产生带液的倾向。仿真分析之前需要建立三维结构模型。
根据被替换的满液式蒸发器性能作为计算输入,依据设计流程计算得到新型满液式蒸发器的几何结构尺寸,由此构建CFD仿真所用的三维结构模型。
制冷剂蒸发的高度越高就越容易产生带液的倾向,而制冷剂蒸发的高度与分配器出口的速度有很大的关系,对此,给出了长、中、短三种分配器出口长度,见图5所示。
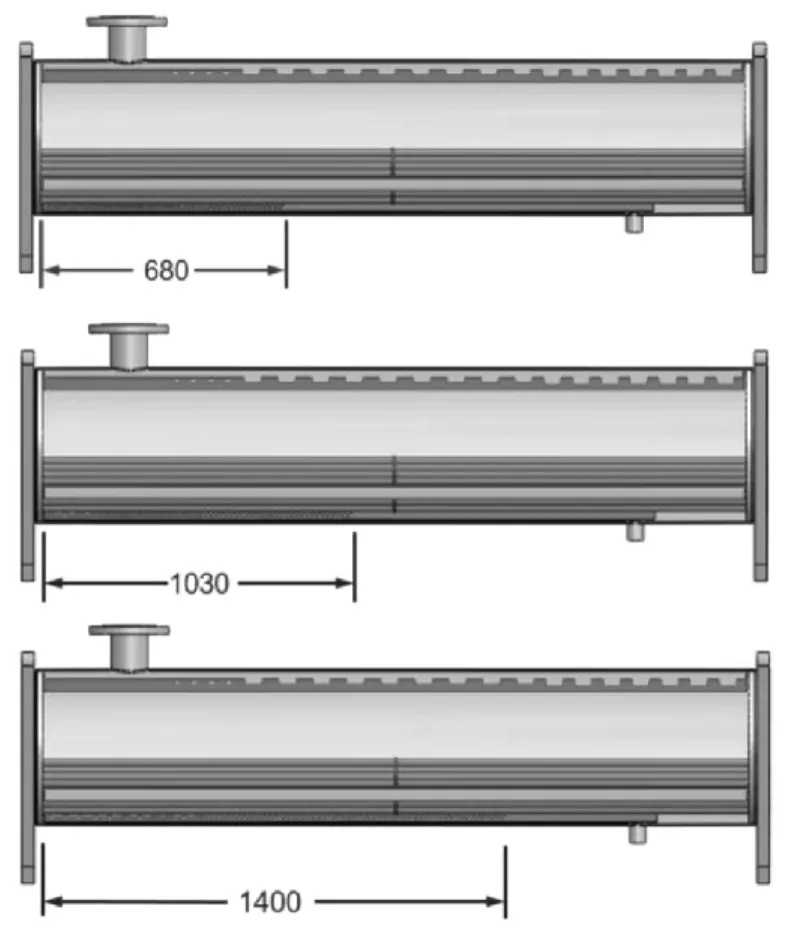
图5 分配器不同长度出液口示意图
基于ANSYS平台下的ICEM软件对这三种不同出口长度的分配器模型进行仿真分析,采用全局非结构四面体网格进行网格划分,并对局部管束位置设置边界层,网格总体数量在600万左右,网格质量在0.3左右。
数值方法:该模型采用压力求解器,通过Mixture 混合模型并耦合蒸发冷凝模型,结合标准壁面函数进行数值模拟。
图6显示了机组使用R134a制冷剂、分配器不同出口长度情况下该新型满液式蒸发器壳体内的速度云图。可以看出,对于粒径为0.5 mm的颗粒,在蒸发的作用下,分配器制冷剂出口长度大于1030mm时,制冷剂颗粒距离吸气管还有一段距离,说明此时蒸发器产生吸气带液的倾向不大。根据仿真结果,样机选用分配器制冷剂出口长度1030mm的设计。

图6 壳体内制冷剂液滴蒸发高度仿真结果
2 新型满液式蒸发器测试及结果比较
根据新型满液式蒸发器的设计和模拟结果,完成样机制作后进入测试阶段。样机按照表1所列工况进行了测试。

表1 测试工况
在实验过程中,没有出现满液式蒸发器常见的吸气带液现象。图7所示为该新型满液式蒸发器样机的测试数据处理结果,可以看出,与被替换的、相同制冷量的满液式蒸发器相比,新型满液式蒸发器的管外换热系数要优于被替换的满液式蒸发器。
分析新型满液式蒸发器性能优的原因有二:一是来自分配器均匀的制冷剂流出量和制冷剂按照规划的沿轴向方向的流动以及通过管支撑板的扰动可使换热性能增加;二是回油口设置在了壳体内油浓度较高的区域,保证了壳体内的制冷剂含油量维持在较低的水平,增强了换热管两侧冷热流体的换热,减小了带液的风险。
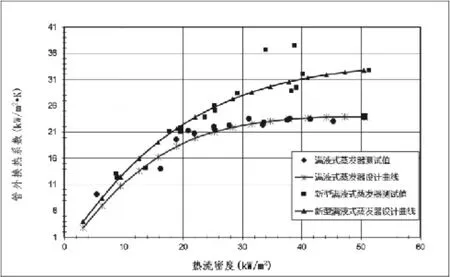
图7 换热管管外换热系数对比
3 成本比较
由于新型满液式蒸发器优异的换热性能以及壳体内制冷剂蒸气的集气管回气口位置贴近筒体的上顶部,这样可以通过合理的设计和管束的布置,减小蒸发器筒体的体积,从而减少制冷剂的充注量。表2所示为新型满液式蒸发器样机与相同制冷量的满液式蒸发器主要部件原材料成本的比较,可以看出,新型满液式蒸发器有15%的成本降低。
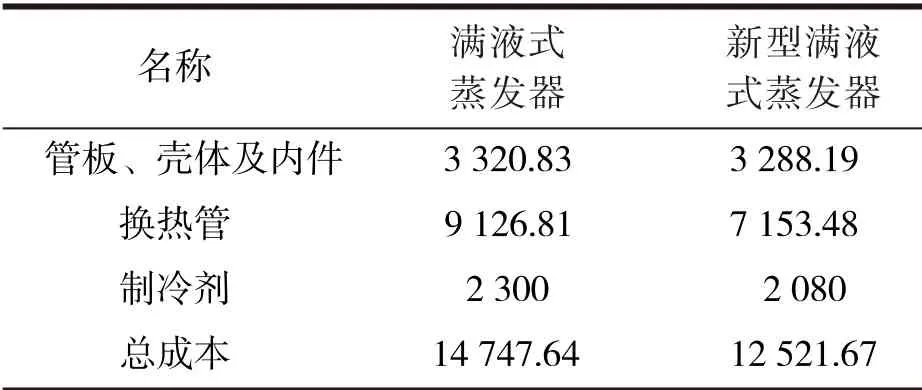
表2 两种满液式蒸发器主要部件原材料成本比较
4 结论
通过对新型满液式蒸发器样机的制作、测试以及与相同制冷量、被替换的常规满液式蒸发器相比,可以得出如下结论:
① 新型满液式蒸发器的制造成本要低于常规满液式蒸发器15%;
② 新型满液式蒸发器的整体换热性能要优于常规满液式蒸发器,名义工况下的换热管管外换热系数要高于常规满液式蒸发器28.7%。
另一方面,通过建立新型满液式蒸发器的理论计算模型,得到其内部结构的合理设计,并经样机试验证明了计算模型的准确性。此模型为新型满液式蒸发器的设计提供了较系统的理论工具并且可以用来模拟分析各几何参数与新型满液式蒸发器性能的关系,为提高蒸发器换热性能提供理论指导。
猜你喜欢
中国特种设备安全(2022年4期)2022-07-08
装备制造技术(2020年4期)2020-12-25
三联生活周刊(2017年33期)2017-08-11
制冷技术(2016年2期)2016-12-01
时代农机(2016年6期)2016-12-01
火控雷达技术(2016年1期)2016-02-06
环境科技(2015年4期)2015-11-08
电子设计工程(2015年3期)2015-02-27
上海金属(2014年6期)2014-12-20
汽车零部件(2014年2期)2014-03-11
