
轧制线调整装置控制
2021-04-13 04:38:56赵宝华
中国新技术新产品 2021年2期
赵宝华
(宝钢工程技术集团有限公司,上海 201900)
0 前言
在冷轧轧制时,要求轧制线始终保持在固定的高度位置[1]。在实际生产中,为了保证带钢表面质量,生产一段时间就需要对轧辊进行磨削,加上轧制过程中轧辊的磨损,轧辊的辊径就会不断地变小,从而导致轧制线高度发生变化。为了保持轧制线高度的恒定,就需要对其进行补偿调整,轧制线调整装置就是用来补偿轧辊磨削变小,保证轧制线高度不变的装置。轧制线调整装置有很多种,按驱动力分为液压式、电动式以及液压-电动联合式等,结构也有很多种,有调整垫式和斜楔式。调整垫式就是每次磨辊后根据辊子的磨削量计算出调整垫的厚度,然后根据需要在支撑辊轴承座与牌坊窗口之间添加调整垫,使保持轧制线高度恒定。斜楔式是通过动力装置推动带有斜面的斜板运动,从而改变垫在支撑辊轴承座和牌坊窗口之间斜板的有效厚度变化实现保持轧制线高度恒定的目的。阶梯垫调整需要先把支撑辊轴承座与牌坊窗口之间预留出空隙,加上调整垫后再靠紧,还需要调整调整垫的厚度,动作比较复杂费时,但是结构简单,调整量大。理论上斜楔调整的变化量是连续无须可调的,调整精度高,但是由于受空间和自锁角度限制,斜楔不能做得很长,因此调整量有限。斜楔式调整更方便,由于随着轧辊热处理能力的加强,轧辊的磨辊量越来越大,单凭斜楔已经无法满足调整量的需求[2],因此出现了斜楔和阶梯垫复合式调整机构,这种新的结构具有大调整量和精确调整2种特点,所以很快得到了普遍应用。斜楔和阶梯垫复合式设备结构的轧制线调整装置是我们讨论的主题。
1 结构及工作原理
斜楔和阶梯垫复合式结构的轧制线调整装置一般安装在机架的顶部,位于上支撑辊轴承座和牌坊窗口之间,主要由上部的斜楔和下部的阶梯垫组成,2个部分之间通过“T”形滑槽相连。斜楔和阶梯垫的尾部分别安装了1个油缸,通过油缸推动斜楔和阶梯垫横向移动,达到调整轧制线标高的目的。阶梯垫用于粗调,其高度方向分为几个台阶,每个台阶为固定高度值,并且等差,因此只能阶跃式地调节固定高度值。斜楔用于精调,其高度方向为1个连续斜面,可以无极调节阶梯垫1个台阶高度值之间的任意值。两者相互配合,就可以实现调节范围内的无极调节,满足补偿新旧轧辊变化引起的任意轧制线高度变化值,达到精确定位轧制线高度的目的。
不同的调节范围的斜楔和阶梯垫复合式结构的轧制线调整装置的参数略有不同,但是都大同小异,为了研究方便,该文以某厂的平整机轧制线调整装置为目标进行研究。
斜楔主要参数包括以下3个:1) 斜度。tanα=1/20;行程为750 mm。2) 高度调节范围。ΔH2=80 mm~117.5 mm。3) 推动油缸规格为Φ125/Φ70×800 mm(行程)。
阶梯垫主要参数包括以下3个:1) 每个阶梯高度。ΔH=37.5 mm。2) 台阶数。n=4阶。3) 高度调节范围为60.0 mm、97.5 mm、135.0 mm,172.5 mm;相邻台阶水平方向间隔为l1=180 mm;推动油缸规格为Φ80/Φ45×720 mm(行程)。
斜楔和阶梯垫调整装置结构如图1所示。轧机牌坊顶部的下方安装了与斜楔斜面配合的固定斜块,上支撑辊轴承座顶部安装了与阶梯垫接触的弧形板。在图1中,D1为上支撑辊直径,D2为上中间辊直径,D3为上工作辊直径,H1、H4为固定值。轧制线调整装置的目的为通过调整斜楔H2、阶梯垫H3来补偿D1、D2、D3的变化,保证H值不变。
2 控制数学模型
2.1 斜楔控制数学模型
如图2所示,H2值的变化是通过斜楔油缸推动斜楔移动实现的。H2的具体值由位移传感器测量斜楔移动的距离S2,然后通过斜楔的斜度可以计算得到,具体表达式如公式(1)和公式(2)所示。

根据公式 (1)和公式(2)可以得到新的表达式,如公式(3)所示。

式中:H20为斜楔S=0时的初始值,为1个固定值80 mm。
斜楔的斜度为tanα=1/20,由此可得研究对象斜楔高度H2的表达式,如公式(4)所示。

2.2 阶梯垫控制数学模型
如图3所示,H3值的变化通过阶梯垫油缸推动阶梯垫移动实现。H3的具体值由位移传感器测量阶梯垫移动的距离,然后通过测量数值确定台阶的数量计算得到。具体表达式如公式(5)所示。,可求得S1数值,

式中:H0为S1=0时的初始值,为1个固定值60 mm;ΔH为阶梯垫相邻2个台阶之间的高度差,也为1个固定值37.5 mm。
n由公式求得,n的取值为正整数。研究对象的S1的变化量mm,由此可得新表达式,如公式(6)所示。

2.3 斜楔和阶梯垫控制数学模型

图1 斜楔和阶梯垫调整装置结构图
由图1斜楔和阶梯垫的结构可以得到表达式,如公式(7)所示。


通用公式中一般H、H1、H20、α、H0、H4以及都是常量,只有S1、S2、D3个量是变量。该通用公式既适用于六辊轧机和平整机,也适用于四辊的轧机和平整机轧制线调整装置。
通过上式可以看出,式中H为要保证的恒定值,为了保证H数值不变,需要通过调整S1和S2数值的变化来抵消D的变化。如果ΔD为辊径相对于最大辊径时的磨辊量,整数部分取为n值,由小数部分乘以即为ΔH2值,由公式(9)

可求得S2数值。S1即为阶梯垫的移动距离,通过阶梯垫油缸推动,位移传感器测量监控,使阶梯垫到达要求位置,完成阶梯垫的调整。但是一般为了简化计算,直接列出D的取值范围与S1的对应关系表格,根据表格中D值所在的范围对应得到S1的值。S2即为斜楔的移动距离,通过斜楔油缸推动,位移传感器测量监控,使斜楔到达要求位置,完成斜楔的调整。研究对象的S1、S2数值的具体确定方法如下。
由于研究对象的H1=105 mm;H4=920 mm;将H2、H3代入上式,可得表达式,如公式(10)所示。

其中S1的取值为-200 mm、0 mm、180 mm、360 mm和540 mm 5个值,换辊时取S1=-200 mm,其他具体取值情况由上支撑直径D1、上中间辊直径D2、上工作辊直径D3决定,换辊前通过测量得到D1、D2、D3的值,并输入控制系统,控制系统通过计算结果,根据D数值大小按表1取值。

图2 斜楔调整原理图

图3 阶梯垫调整原理图
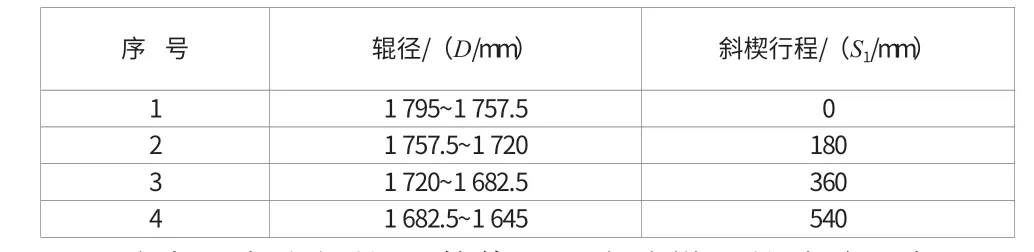
表1 辊径与斜楔行程对应表
从表1中取得的S1数值,即为阶梯垫的移动距离,通过阶梯垫油缸推动,位移传感器测量监控,使阶梯垫到达要求位置,实现研究对象阶梯垫的调整。
斜楔移动距离S2,如公式(11)所示。

求得的S2数值后,通过斜楔油缸推动,位移传感器测量监控,使斜楔到达要求的位置,完成研究对象斜楔的调整。
3 液压和电气控制
斜楔和阶梯垫调整都是由尾部的油缸推动实现的,高的调整速度可以节省调整所用的时间,同时调整到位时停止定位精度不高,影响了整个轧制线调整装置的精度,尤其是斜楔的调整精度。低的调整速度可以得到高的停止定位精度,但是整个调整过程要花费更长的时间,无法满足机组对换辊时间的限制要求。为了兼顾短时间和高精度2个特点,斜楔和阶梯垫的调整采用了2个阀相配合的方式进行高速和低速控制。当斜楔和阶梯垫调整时,离目标位置较远时采用高速调整;当接近目标位置时,采用低速调整,从而实现短时间高精度调整的目的。
3.1 液压控制
斜楔和阶梯垫调整液压控制系统都采用2组三位四通电磁阀并联控制同一个油缸的方式进行控制,通过控制液压缸的动作可以满足斜楔和阶梯垫快速大行程粗调整和低速精确停止定位要求。斜楔和阶梯垫的液压控制原理相同,具体液压原理如图4所示,电磁阀动作顺序表见表2。
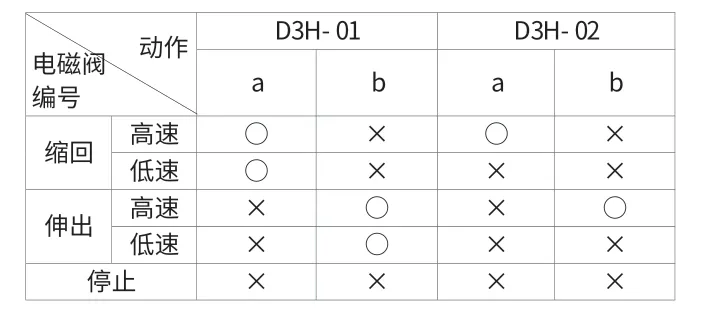
表2 电磁阀动作顺序表
图4液压原理图中有1组三位四通电液液压控制阀D3H-1,有1组三位四通电磁液压控制阀D3H-2,2组液压阀结构和功能基本一致。这2组电磁阀根据需要共同控制同一个液压缸的动作,另外,原理图中的2组液压阀回路中都有液控单向阀,在斜楔和阶梯垫达到调整目标之后可以用来锁住液压缸,防止液压缸位置发生变动,影响调整成果。

图4 斜楔和阶梯垫调整液压原理图
从表2可以看出,液压缸低速调整时仅使用电液阀D3H-01进行控制,此时电磁阀D3H-02处于中位位置,该回路上的液控单向阀处于锁紧位置,无液压油通过;液压缸高速调整时电磁阀D3H-01和D3H-02共同起作用,由于动作相同,起到了增加流量的作用,因此提高了液压缸动作的速度,达到高速调整的目的;液压缸处于停止位置时,电磁阀D3H-01和D3H-02都处于中位位置,此时2个回路上的液控单向阀都处于锁紧位置,无液压油进出油缸,油缸处于液压锁紧状态。
3.2 电气控制
轧制线调整装置电气控制采用西门子S7-400可编程控制器和ET200分布式远程I/O系统。S7-400的CPU负责逻辑运算,ET-200输入、输出模块及PROFIBUS总线负责信号的采集和命令输出。整个程序最大循环周期为200 ms。新辊辊径数据在磨完辊后由人工输入HMI得到,根据新辊径数据和轧制线调整数学模型可以计算得到斜楔和阶梯垫的调整量。控制系统通过控制电磁阀的开断时间来控制斜楔和阶梯垫调整液压缸的行走距离,而位移传感器则用来测量斜楔和阶梯垫的实际位置,起到确认位置并反馈的作用。位移传感器采用MTS的RH系列磁致伸缩线性位移传感器,测量行程900 mm,分辨率0.001 mm,程序的控制流程如图5所示[3]。

图5 流程图
4 结语
通过对轧制线调整装置的斜楔和阶梯垫的结构和原理进行分析,分别得到斜楔和阶梯垫的调整数学模型;然后将斜楔和阶梯垫的数学模型结合起来,得到了斜楔阶梯垫轧制线调整装置控制通用的数学模型;最后从液压和电气2个方面对控制原理进行了简单分析,提供了1种斜楔阶梯垫轧制线调整装置通用的控制方法,并且对该结构的轧制线调整装置的控制有了全面的认识和理解,为进一步改进和提高控制系统精度提供了条件。
猜你喜欢
汽车工艺师(2021年7期)2021-07-30 08:03:34
机械设计与制造(2021年2期)2021-03-05 10:00:00
冶金设备(2020年2期)2020-12-28 00:15:26
重型机械(2020年2期)2020-07-24 08:16:20
经济技术协作信息(2018年18期)2019-01-23 07:17:20
小学生导刊(2016年5期)2016-12-01 06:02:46
幸福(2016年9期)2016-12-01 03:08:50
发明与创新(2016年6期)2016-08-21 13:49:38
湖北工业职业技术学院学报(2015年2期)2015-12-25 07:09:56
石油化工建设(2015年6期)2015-12-01 04:17:35
