气瓶阀门压帽防拆弹簧挡圈自动装配设备的研究与开发
2021-04-12 02:23:28穆永杰孙保福陈俊华
机电产品开发与创新 2021年1期
穆永杰, 孙保福, 王 陆, 陈俊华
(1.菏泽职业学院, 山东 菏泽 274000; 2.浙江大学宁波理工学院, 浙江 宁波315100)
0 引言
目前, 现有技术用于气瓶的阀门是为了防止阀体上压帽松开,在压帽旋紧后,需要再在压帽边口内装上一个防拆弹簧挡圈[1],即把防拆弹簧挡圈压入压帽的空隙内,用于防止压帽在使用过程中出现松动、 松脱至误拆的现象。但是防拆弹簧挡圈在安装时,均是通过工人手动安装上去的,故工作效率较低;且又由于防拆弹簧挡圈是胀紧在压帽边口内,则需要工人有一定的力量,且还需要借助尖锐工具才能将防拆弹簧挡圈安装到压帽边口内上,这样就使得工人在安装过程中容易出现被工具划伤的问题。 因此现有技术存在工作效率较低,容易出现工伤,没有专用于安装防拆弹簧挡圈设备的问题。 鉴于以上问题,本文重点在于研究一种工作效率高且无工伤的气瓶阀门压帽防拆弹簧挡圈自动装配设备。
1 气瓶阀门压帽防拆弹簧挡圈的自动装配设备的技术方案
气瓶阀门压帽防拆弹簧挡圈自动装配设备中, 常用于把挡圈压入压帽方式有两种: 一种是阀体两边各有一个压杆, 压杆压防拆弹簧挡圈的一端设计成有凸起和凹槽的圆弧长度很小的圆弧形结构,阀体不动,压杆直接把挡圈整体压入压帽内[2],如图1 所示。 由于压帽与阀体间的空隙较小, 把挡圈整体压入压帽时, 容易造成挡圈偏移,无法完全把挡圈压入压帽且造成压帽的损坏,并且需要工人两个手同时工作才可完成,消耗体力且效率不高。另一种是把压杆的一端设计成直径和防拆弹簧挡圈压入压帽的空隙一样大小的半圆形的凸起和凹槽,阀体不动,压杆的另一端用气缸顶压,如图2 所示。尽管该方法能减少工人的体力消耗, 但是仍然由于压帽与阀体间的空隙较小,压进的效率不高。

图1 双边压入式防拆弹簧挡圈的自动装配设备Fig.1 Automatic assembly equipment of double-side press-in type anti-disassembly spring retainer

图2 单边压入式防拆弹簧挡圈的自动装配设备Fig.2 Automatic assembly equipment for single side press-in type spring stop ring
解决以上问题的基本原理图如图3 所示。 根据原理图设计的技术方案是:设计具有以下结构的气瓶阀门压帽防拆弹簧挡圈自动装配设备,它具有基座、转盘和压杆和相应的动力设备。 其中,转盘与基座转动连接,转盘设有与压帽形状相配的限位孔,压杆的中部与基座铰接,压杆一端设有向下的凸起,且凸起位于限位孔的上方。 如图4 所示。
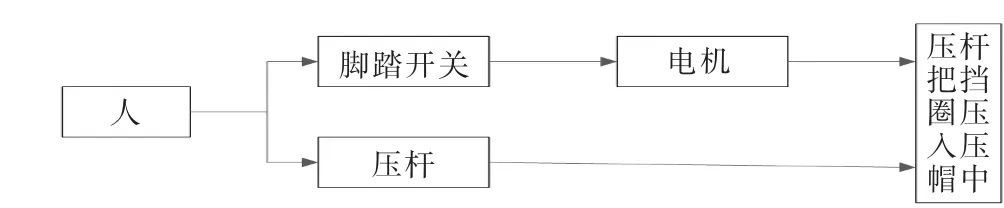
图3 防拆弹簧挡圈自动装配基本原理图Fig.3 Basic principle diagram of automatic assembly of spring stop ring

图4 气瓶阀门压帽防拆弹簧挡圈图Fig.4 Cylinder valve pressure cap anti-disassembly spring retainer
由以上结构图可知, 该装置由于在基座上设置了转盘和压杆,且转盘设有与压帽形状相配的限位孔,则可以将阀放置在转盘的限位孔中, 转盘转动时可带着阀一起转动, 而压杆则可在阀转动过程中将防拆弹簧挡圈压入压帽边口内。使用方法是:先将放上防拆弹簧挡圈并旋紧压帽后的阀体放置在转盘的限位孔中, 再通过压杆的凸起部分将防拆弹簧挡圈的一部分先压入压帽边口内,同时压杆保持此时的状态, 接着转动转盘使得阀与转盘一起转动一圈后, 压杆即可自动将防拆弹簧挡圈完全压入压帽边口内, 最后压下压杆的另一端使得压杆凸起部分抬起并取出阀即可。 因此安装过程中工人没有接触到阀体。 即使压杆滑脱时,压杆也不会碰到工人的手,使得工人操作时的安全性较好,不易出现工伤的情况,且工作效率也得到提高。因此该设备具有工作效率较高、不易出现工伤及专用安装防拆弹簧挡圈的特点。
2 设备的机械结构设计
2.1 压杆的设计
2.1.1 压杆压头的设计
在气瓶阀门压帽防拆弹簧挡圈自动装配设备中,压杆压头的设计是极其重要的一个环节。 因为压杆压入弹簧挡圈一端设计的形状、尺寸和压入点的位置,直接影响到对工作人员体力的消耗和操作成功的效率。
根据实践中常用的气瓶阀门的有关尺寸可得: 压帽出空隙的外径是33mm,空隙内径是30mm,防拆弹簧挡圈的外径是32mm,直径是1mm[3]。
在设计中,如果压头的弧度太大,一方面会使压头很难压入压帽内,另一方面即便压入压帽内后,对阀体的移出工位有一定的阻碍作用,不便于工作人员的操作。 如果压杆的压头太小, 会使压头的凹槽和凸起很难卡住防拆弹簧挡圈,造成操作失败。 根据实践中的有关数据,压杆压头的设计尺寸为:压头的弧长8mm,压头凹槽直径2mm,凸起高1mm,厚度0.5mm。 如图5 所示。

图5 压杆的结构示意图Fig.5 Schematic diagram of the struts
2.2.2 压杆长度的设计
因为该工位相对而言不需要很大的力气,因此在该工位处工作的人员大多是女性。 她们能连续长期工作所用的手的力量在25~40N 之间, 此处工作人员对压杆的作用力取30N[4]。 在不影响工作人员正常工作的前提下,考虑到设备的占用空间和精致性等因素,压头到铰接座的距离l1为5cm,压簧到铰接座的距离l2为10cm。
压杆的受力图简化如图6 所示。
压杆水平时为正常工作,此时压簧被压缩1 厘米,压头一端所受的力是40N,手没有作用力。 受力分析得:

图6 压杆受力图Fig.6 Bar Stress Diagram

得:

其 中:l1—压 头 到 铰接 座 的 距 离;l2—压簧到铰接座的距离;f—挡圈对压头的作用力;f1—压簧对压杆的作用力。
当工作人员取阀体时,压头要抬高1cm,阀才可方便取出。 此时挡圈对压杆没有作用力。 由杠杆原理得:
压杆总长度:L=l1+l2+l=0.05+0.1+0.1=0.25m
其中:H—工作人员对压簧压缩值;h—压挡圈时压簧的压缩值;F1—在工作人员作用力下, 压簧对压杆的作用力;F—工作人员对压杆的作用力;l—工作人员的对压杆的作用点到压簧的距离;L—压杆总长度。
2.2 传动机构的设计
调速电机与减速箱连接, 减速箱与转盘通过连接盘连接。 当调速电机旋转时,通过减速箱的减速后,再和连接盘连接,连接盘带动转盘和阀体同时旋转。转盘上的限位空可以把阀体卡住,在旋转时,阀体不会脱离转盘。
调速电机通过连接杆固在基座上, 它的选用可以增大压杆的压力, 保证防拆弹簧挡圈能被有效地压入压帽边口内;减速箱的减速机构的设计,采用皮带轮连接,皮带轮的传动比大约为5,转盘的转速约为15r/min,使得第一皮带轮的扭矩增加, 在增大压杆的压力的情况下, 即使使用低于300W 的小功率调速电机也可以轻松的带动转盘;转盘位于基座之上,用于固定阀体,下面与传动轴焊接连接,传动轴与基座之间用轴承连接。所以当调速电机旋转时,转盘可以一起旋转。 转盘的设计形状:外径10cm,高8cm;内六边形的边长3cm,深度为3cm。 如图7 所示。
综合以上设计,气瓶阀门压帽防拆弹簧挡圈自动装配设备的结构示意图如图8 所示。
为了验证本设备的优势所在, 在设备购买商宁波富华阀门有限公司实际生产中对常用设备与本设备进行操作对比,得到的有关参数如表1 所示。
实验结论:本设备操作轻便灵活,便于工人长时间工作,工作效率高且不易出现工伤,符合设计要求。
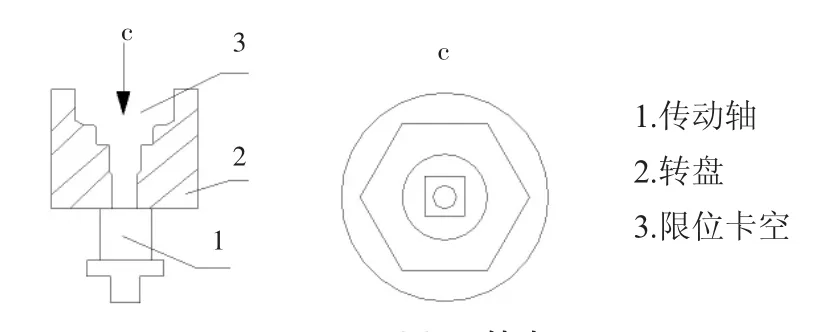
图7 转盘Fig.7 Turntable

图8 气瓶阀门压帽防拆弹簧挡圈自动装配设备的的结构示意图Fig.8 Schematic diagram of the structure of the automatic assembly equipment for the detachable spring retaining ring of the pressure cap of the gas cylinder valve
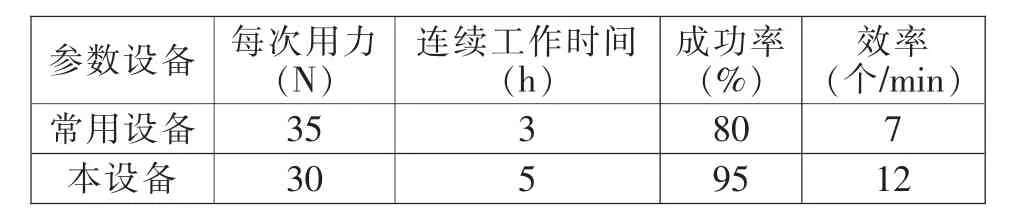
表1 常用设备与本设备的参数对比Tab.1 Comparison of parameters between common equipment and this equipment
3 结论
压杆的设计使得的操作更加简单,工作效率更高,且工人的安全性也更好。调速电机和减速箱的使用,保证防拆弹簧挡圈能被有效地压入压帽边口内, 使得使用稳定性更好,设备成本降低。 脚踏开关的设置,使得工人的手和脚远离转动部件,防止出现安全事故,工人操作的安全性更好。总之,本设备不仅解决工人在安装时费力和容易被工具划伤的问题,还解决了工作效率较低的问题。
猜你喜欢
港口装卸(2023年5期)2023-11-02 10:40:58
科技与创新(2023年9期)2023-05-16 08:15:18
西北工业大学学报(2022年6期)2023-01-11 07:28:54
宝钢技术(2022年4期)2022-12-23 13:13:52
汽车实用技术(2022年14期)2022-07-30 06:10:56
装备制造技术(2021年5期)2021-08-14 01:44:56
微特电机(2021年7期)2021-07-22 08:14:20
西南交通大学学报(2018年6期)2018-12-18 02:22:44
中国测试(2018年10期)2018-11-17 01:58:50
Frontiers of Nursing(2017年4期)2018-01-04 01:24:06