FGH97 合金高压涡轮盘热等静压成形技术研究
2021-04-10 10:12李治华邰清安中国航发沈阳黎明航空发动机集团有限责任公司
锻造与冲压 2021年7期
文/李治华,邰清安·中国航发沈阳黎明航空发动机集团有限责任公司
刘建涛·北京钢研高纳科技股份有限公司
FGH97(FGH4097)合金为镍基γ'相沉淀强化型粉末冶金高温合金,基体为γ 相,是我国研制的新型粉末高温合金,该合金在650 ~750℃温度区间具有优异的综合力学性能,广泛应用于先进航空发动机的涡轮盘、篦齿盘等关键热端部件的制造。
热等静压(HIP-Hot Isostatic Pressing)工艺是一种以氮气、氩气等惰性气体为传压介质,一定的温度和压力共同作用于密闭容器中的制品,对制品进行压制烧结处理的技术。HIP 成形技术,是在冷等静压和热压技术基础上发展起来的综合工艺,最早开始用于难成形材料的制坯和扩散连接。但随着HIP 设备和计算机技术的发展,HIP 在近净成形难加工材料复杂零件方面的技术优势和经济优势逐渐显现了出来,成为当今世界工业发达国家研究的热点。热等静压技术早期主要用于核燃料的制备。国内导弹研究院的海泓分析了钛合金粉末冶金技术的优点,并采用钛合金粉末冶金技术成形出性能优越的空对空导弹伺服机构壳体。
本文研究的高压涡轮盘是Ⅰ类转动件(图1),材料为FGH97 合金,单级结构,高压涡轮盘圆周上有90 个枞树型榫槽,用于装配高压涡轮工作叶片,并通过锁板固定,榫槽底部加工φ6.7mm 的斜孔,用于给高压涡轮工作叶片提供冷气。本文旨在采用热等静压工艺,成形出尺寸和表面质量满足加工要求、组织性能满足盘件技术要求的粉末制件,实现FGH97合金盘件的研制。
高压涡轮盘热等静压成形工艺
高压涡轮盘主要制备工艺流程为:真空感应冶炼母合金棒料→等离子旋转电极法(PREP)制备粉末→粉末处理→粉末装套→热等静压成形(HIP)→机加工(去包套皮)→热处理(固溶+时效)→理化检验(切除试样环)。

图1 高压涡轮盘零件图

图2 真空感应炉及FGH97 合金棒料
FGH97 合金熔炼
FGH97 合金棒料熔炼在VIDP400 型真空感应熔炼炉(德国ALD 公司)中完成。VIDP400 熔炼炉装炉量为(2450±50)kg/炉,浇注过程采用2 次挡渣,1 次过滤的方式,浇注的合金棒料具有纯净度高、气体含量低等优点。图2 为VIDP400 型真空感应熔炼炉和FGH97 合金棒料。
FGH97 合金粉末制备
FGH97 合金粉末采用等离子旋转电极工艺(PREP)制备,PREP 法粉末制备原理(图3):等离子弧将高速旋转的棒料端面熔化,在离心力的作用下,液态金属薄膜流向棒料端面的边缘,由于表面张力的作用,液膜并不能立即从棒料端面甩出去,而是形成了“冠”。金属的质量增加到其离心力超过表面张力时形成了小液滴。在惰性气体中液滴以很高的速度冷却,凝固成球形粉末颗粒。
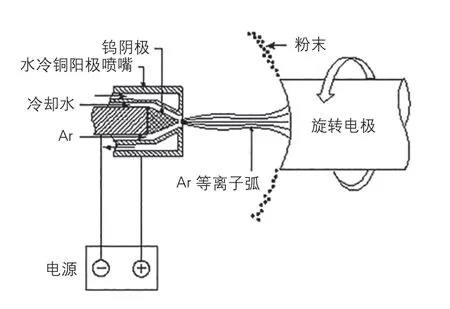
图3 PREP 工艺制粉原理图
FGH97 合金高压涡轮盘所用的粉末粒度范围为50 ~ 150μm,粉末形貌见图4。

图4 FGH97 合金粉末
FGH97 合金粉末处理
PREP 制备的FGH97 合金粉末需要经过筛分到需要的粒度范围。筛分后的粉末(50 ~100μm)须通过静电分离(ESS)处理。静电分离是利用电晕放电现象以及金属粉末和非金属夹杂物介电常数不同而进行分离的。目前广泛使用的高压电晕静电分离原理见图5。

图5 静电分离原理图
FGH97 合金涡轮盘热等静压成形
将检验合格的合金粉末装到包套中,脱气封焊后用于热等静压压制成形。将待压制的包套置入热等静压机腔体中,将氩气通入热等静压机的炉膛中,炉膛四周采用加热体加热,随着温度的升高,气体压力不断增加,由于气压向各方向是等值传递的,从而对工件的各个方向施加相等的压力,以达到固结粉末、HIP 成形的目的。其优点是能成形较复杂形状的工件,并能使粉末均匀压实,以获得均匀致密的组织。FGH97 合金涡轮盘采用温度为(1200±10)℃,压力不低于120MPa,保温保压时间不少于2h 的热等静压工艺。
FGH97 合金涡轮盘热处理
FGH97 合金盘件热处理工艺为固溶处理+三级时效处理;固溶处理工艺参数为1200℃×4h,空冷;一级时效处理工艺参为:910℃×3h,空冷;二级时效处理工艺参为:750℃×8h,空冷;三级时效处理工艺参为:700℃×17h,空冷。
高压涡轮盘粉末制件性能检测
力学性能
本批涡轮盘共2.5 件,其中0.5 件为解剖件。分别在解剖件和试环上进行力学性能检测,检测结果见表1。从表中数据可以看出:FGH97 合金涡轮盘无论是试验环还是解剖件力学性能均达到了技术条件的要求。
高低倍组织
FGH97 合金涡轮盘粉末件低倍试样在解剖件纵向切取,低倍检测结果见图6,锻件的低倍组织均匀,未见裂纹、非金属夹杂物、孔洞等缺陷,满足技术要求。

图6 FGH97 合金涡轮盘低倍组织
FGH97 合金涡轮盘高倍组织见图7,组织均匀,平均晶粒度为7 ~7.5 级,满足技术条件要求。

图7 FGH97 合金涡轮盘高倍组织
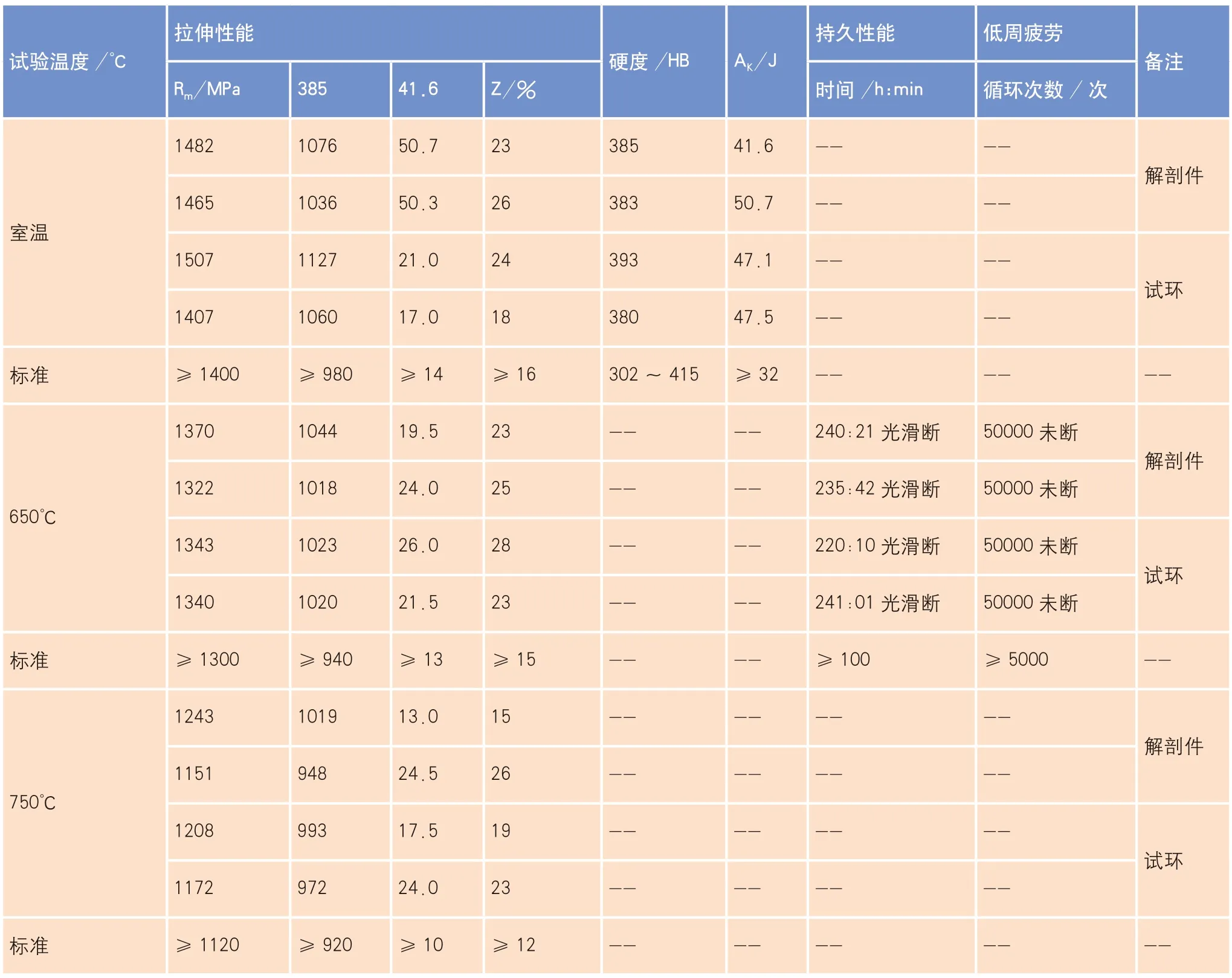
表1 FGH97 合金涡轮盘性能检测结果
粉末颗粒缺陷
如图7 所示,未发现粉末颗粒边界,粉末颗粒内显微孔洞等级1,满足标准要求。
无损检测
杂波检测结果都在φ0.8-12dB 范围,未见单显,满足标准要求。荧光检验按HB/Z 61-1998 进行,无非金属夹杂物等缺陷。
半成品低倍腐蚀检查
在半成品零件上进行低倍腐蚀检测,无显微孔洞、裂纹缺陷,无粗晶、无非金属夹杂物。
结论
⑴FGH97 合金涡轮盘的组织和性能均能满足技术条件的要求;
⑵FGH97 合金涡轮盘超声波检查无缺陷,满足φ0.8-12dB,优于标准要求;腐蚀、荧光等检查无缺陷,满足技术条件的要求;
⑶利用热等静压工艺能够生产出合格的FGH97合金高压涡轮盘。
猜你喜欢
建材发展导向(2022年20期)2022-11-03
民族文汇(2022年14期)2022-05-10
中国应急管理科学(2022年1期)2022-04-18
建材发展导向(2021年15期)2021-11-05
建材发展导向(2021年13期)2021-07-28
建材发展导向(2021年9期)2021-07-16
建材发展导向(2021年9期)2021-07-16
昆钢科技(2021年1期)2021-04-13
中国慈善家(2020年2期)2020-09-09
中国新技术新产品(2019年19期)2019-11-27