
白车身随行夹具气路控制的设计
2021-04-09 05:50农振杨旭磊周涛
时代汽车 2021年6期
农振 杨旭磊 周涛
摘 要:为满足多车型的定位夹紧功能,将零件定位夹具设计成随行夹具,并按新设计的气路控制系统进行顺序动作,随行夹具上气路控制系统进为纯气路控制形式。根据零件定位工艺要求,结合夹具数模设计一种气路控制系统,并根据气缸动作顺序,得出气控系统原理图。纯气路控制系统有以下优点:1、纯气路控制相对安全可靠;2、控制原理简单易懂、层次分明,能保证定位夹具各机构的动作顺序正确,定位精度达到工艺要求。该气路控制系统的设计为汽车白车身随行夹具正常工作提供保证。
关键词:随行夹具 气路控制 动作顺序 控制原理
1 背景
工装定位夹具是汽车白车身制造的主要设备,它对汽车车身的生产制造水平起着关键的作用,工裝定位夹具的设计直接关系到汽车生产的质量及输出效率,从而直接影响公司的效益。而其中,气路控制是工装定位夹具的主要组成部分,它是由一些常用的气路控制元件组成的系统,并按一定要求动作顺序来实现车身定位夹紧的工艺要求,从而达到对车体零部件的定位与夹紧。因此,气路控制系统的好坏直接影响着工装夹具定位夹具是否精确和稳定,进而影响汽车生产的质量和效率。
2 随行夹具定位夹紧系统
2.1 随行夹具定位夹紧系统
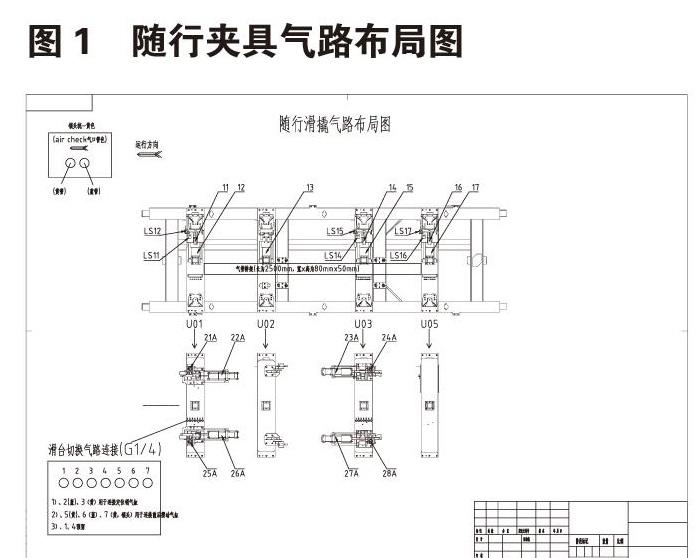
随行夹具定位夹紧系统由以下两部分组成:机械结构部分及气路控制部分,本次讨论内容为某焊接生产线需要完成E100电动车,E200电动车,E300电动车,E300 P电动车四种车型随行夹具定位夹紧系统。其机械结构部分见图1。
2.2 随行夹具气路布局图
2.2.1、11\14\16为滑台锁紧气缸,12\13\15\17为滑台推进气缸,以上气缸为每个随行夹具中固定不用切换的机构,用于固定安装在其上的可切换单元U01\U02\U03\U04。
2.2.2、22A\23A\26A\27A为翻转定位气缸,21A\24A\25A\28A为勾销定位夹紧气缸,以上气缸安装在可切换的U01\U02\U03\U04切换单元上,可根据不同产品做成不同的车型切换单元;U01和U03单元上有需要动作的气缸,在这两个单元底板的分布了7个气口,为了保证每套随行夹具动作一致,设计时规定这7个气口对应的气管气路的安装情况,不能出现错误,否则会导致误动作,从而可能会给零件或设备造成损坏。
2.3 气路控制原理设计
汽车焊接生产线的工装夹具采用的气动控制系统一般分三种:纯气控、电气继电器控制以及PLC控制三种不同系统。纯气控系统是指利用压缩空气作为主要工作介质,通过气管将压缩空气经气控检测开关及相关气控逻辑元件连接,最终输出到执行气缸,形成具有相互逻辑关系的控制系统;电气继电器控制系统是指通过继电器输出控制电磁阀,再经气管来实现执行气缸的动作,以此来驱动执行机构动作,这类控制部分由电器开关元件与电磁阀的线圈组成,通过简单的电器组成简单的逻辑电路来控制电磁阀的换向,实现执行机构动作;PLC控制系统的主要是指利用气源作为介质驱动执行机构动作,而逻辑控制系统是通过PLC(可编程式控制)来控制。前两种适用于小规模控制系统,PLC控制系统适用于中、大规模控制系统。本文介绍的随行夹具采用纯气动控制形式,而给随行夹具上AIRCHECK充气的采用为第三种PLC控制系统形式。纯气动控制系统在一些特殊环境下,如高温、易燃易爆、对电气设备易造成损坏的潮湿、腐蚀等环境,应用优势较为明显。
2.3.1 气路控制系统动作顺序设计
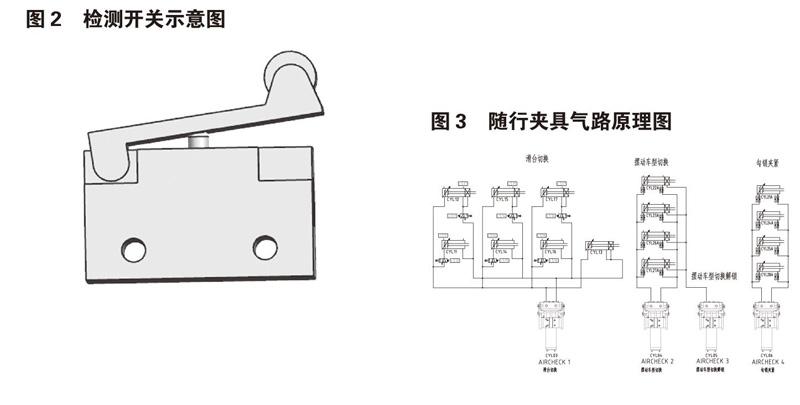
随行夹具气动顺序控制是指按照工艺流程要求,在输入信号的作用下,使工装夹具的各个执行机构上的气缸按照工艺要求进行动作,动作要求可靠,保证各设备正常运行,各执行机构在气缸动作下严格按顺序动作,相互间需有逻辑先后顺序关系,例如,A组气缸必须伸出到位后,B组才能动作。随行夹具气动原理图见图3,它是实现执行气缸动作、分析气动控制系统故障的重要依据,从原理图中可以直观地反映出气动控制系统中各执行元件的状态以及各执行元件的相互动作关系。
2.3.2 气控检测开关特点
随行夹具采用纯气动控制,使用的是如见图2的这种机械接触检测开关,具有安全可靠、易维护、空间小等特点。当气缸动作到位后,通过此类检测开关把信号传递到下一步动作,由于此类检测开关是通过检测机构实体到位后才能动作,基本不会出现误动作的情况。
2.3.3 原理图设计
根据图3可知,随行夹具机械结构的动作是严格按照工装工艺动作流程顺序动作,机械动作其间不能出现相互的干扰或者错误的动作,必须有互锁条件,根据以上原则设计以下控制原理图(见图2),其动作原理为:
(1)AIRCHECK 1:AIRCHECK 1为滑台切换气缸供气用,11\14\16为滑台锁紧气缸,12\13\15\17为滑台推进气缸,以上气缸为每个随行夹具中固定不用切换的机构,用于固定安装在其上的可切换单元U01\U02\U03\U04。由于11\14\16滑台锁紧气缸和12\15\17滑台推进气缸存在顺序关系,滑台锁紧气缸必须在滑台推进气缸到位后才能进行锁紧,而滑台推进气缸的退回必须在滑台锁紧气缸打开后才能动作,LS11\ LS12\ LS14\ LS15\ LS16\ LS17分别为对应的纯气控到位检测开关。
(2)AIRCHECK 2:AIRCHECK 2为翻转定位气缸供气动作用,翻转到不同状态,即可实现不同车型的定位。该气缸为带锁气缸,需配合锁头功能一起作用,否则可能会造成对零件定位造成不精确的情况,或者对气缸造成损害。该气缸缸径为63mm,在正常工作气压(0.5Mpa)下,理论输出力大约为1557N,气缸锁头在不通气的情况锁紧力为2160N。这个翻转定位气缸在随行夹具高速运行且带白车身的情况下,只靠气缸锁头的锁紧力很难保证车身的定位精度,因此需要在每隔2-3个上件工位增加对应的AIRCHECK进行充气,以确保白车身的定位保持在正常合格的范围内。
(3)AIRCHECK 3:AIRCHECK 3为翻转定位气缸解锁供气动作用,此处需配合AIRCHECK 2翻转定位气缸动作一起作用,原因见(2)。
(4)AIRCHECK 3:AIRCHECK 3为勾销定位夹紧气缸供气动作用,当零件安放到位后,通过AIRCHECK 3供气到勾销夹紧气缸实现零件夹紧和打开。
3 结束语
柔性工装定位夹具是根据焊接工艺要求而设计机械结构和气动控制系统,实现了多车型兼容控制,防错控制以及气缸的顺序动作,该气路控制系统在现场已应用近四年,实践证明这种随行夹具的控制系统非常可靠,主要表现在以下几个方面:
1、切换工装的柔性兼容功能良好,能实现多车型切换控制;
2、运用气控检测开关设计防错,保证控制系统动作顺序可靠稳定;
3、控制原理层次分明,控制系统维护检查便捷,不需要太多时间查找问题。
参考文献:
[1]方昌林.液压、气压传与控制[M].北京:机械工业出版社,2001.
[2](SMC中国)有限公司.现代实用气动技术[M].北京:机械工业出版社,2012.
[3]韩明军,郑武,农振等.气缸顺序动作控制系统设计[J].企业科技与发展,2014,4(368):13-16.
[4]韩明军,郑武,农振等.气缸顺序动作的3种不同控制系统对比分析[J].企业科技与发展,2014,9(373):31-34.
